Шнек и цилиндр экструдера POLYWELL: основные компоненты для экструзии полосок термического разрыва из полиамида
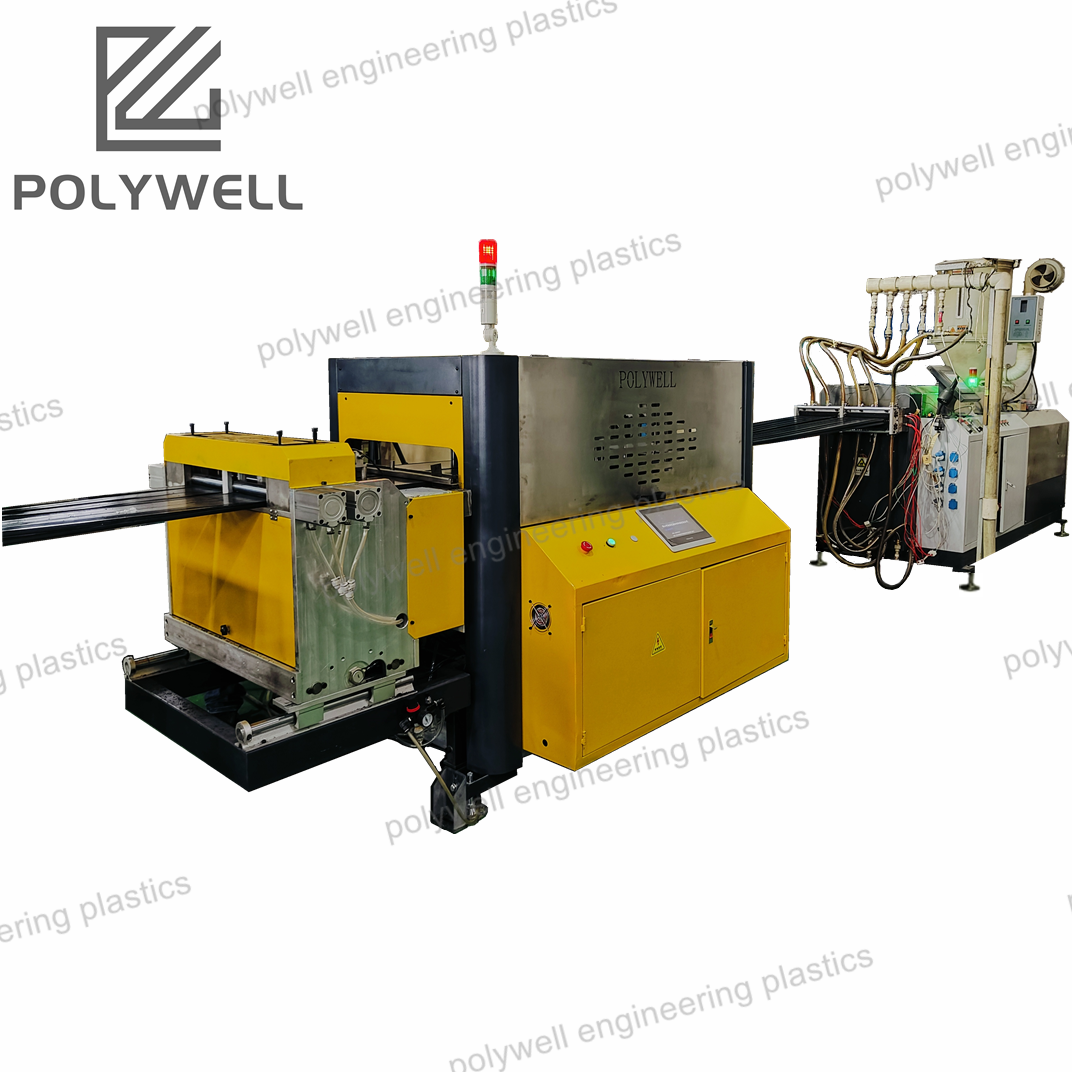
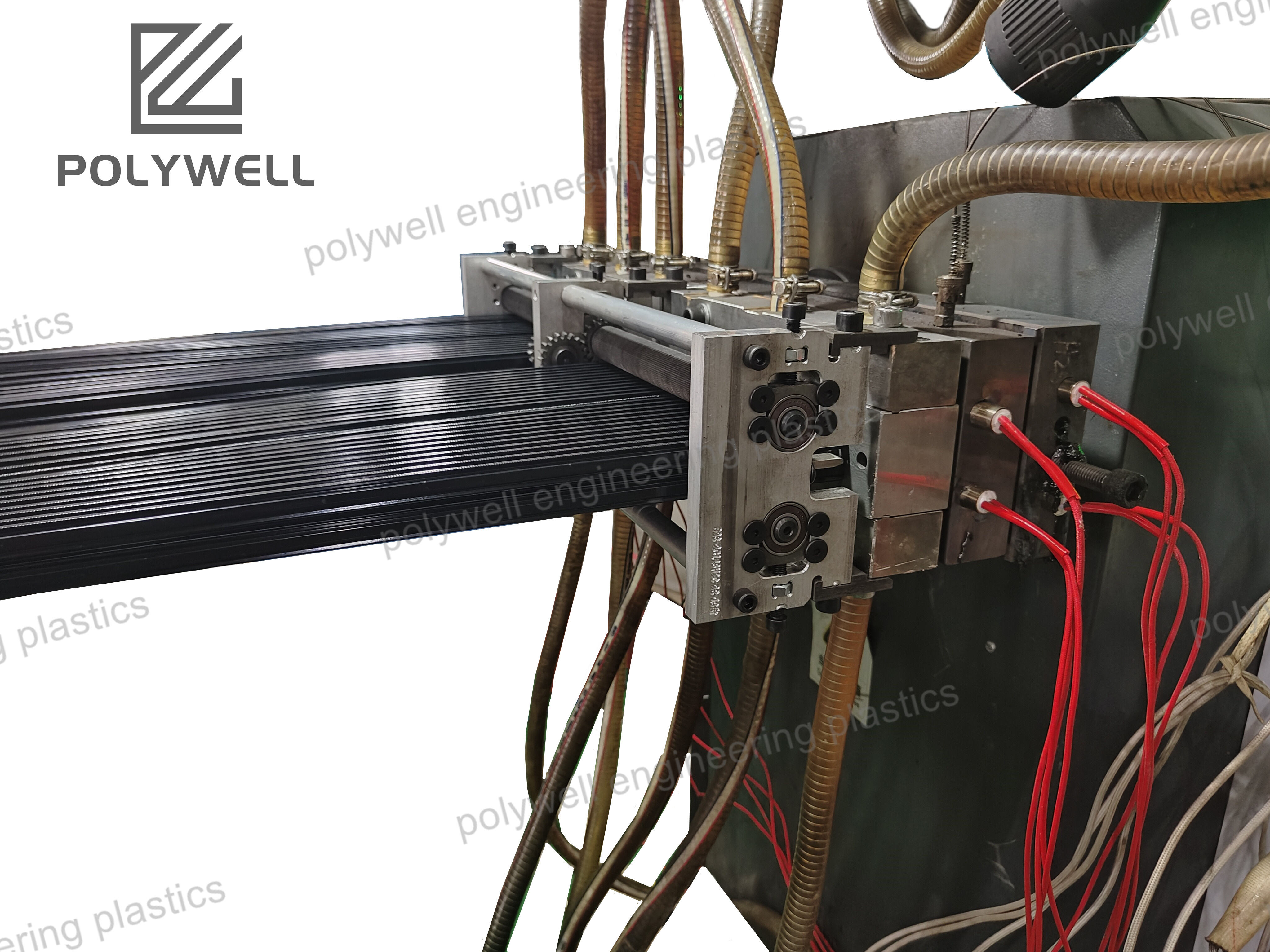
На этой странице представлены шнек и цилиндр экструдера POLYWELL — ключевые компоненты экструдеров для производства полосок термического разрыва из полиамида, созданные на основе более чем 15-летнего опыта. Шнек и цилиндр разработаны с учётом свойств полиамида — используются коррозионно-стойкие материалы, способные выдерживать кислотность полиамида, а также оптимизирована глубина витков для равномерного плавления (как это помогло г-же Özge при регулировке температуры). POLYWELL предоставляет техническую поддержку по обслуживанию и замене шнеков/цилиндров, услуги DFM для их адаптации под модели экструдеров, а также выездные сервисные работы по установке. Отзывы клиентов (например, похвала г-на Tiago за удобство использования экструдера) подтверждают высокое качество, а шестиступенчатый процесс сотрудничества гарантирует производителям получение индивидуальных решений по шнекам и цилиндрам экструдеров.
Получить предложение

 EN
EN