Komplexný návrh vstrekovacích foriem: Od koncepcie po výrobné hotové formy
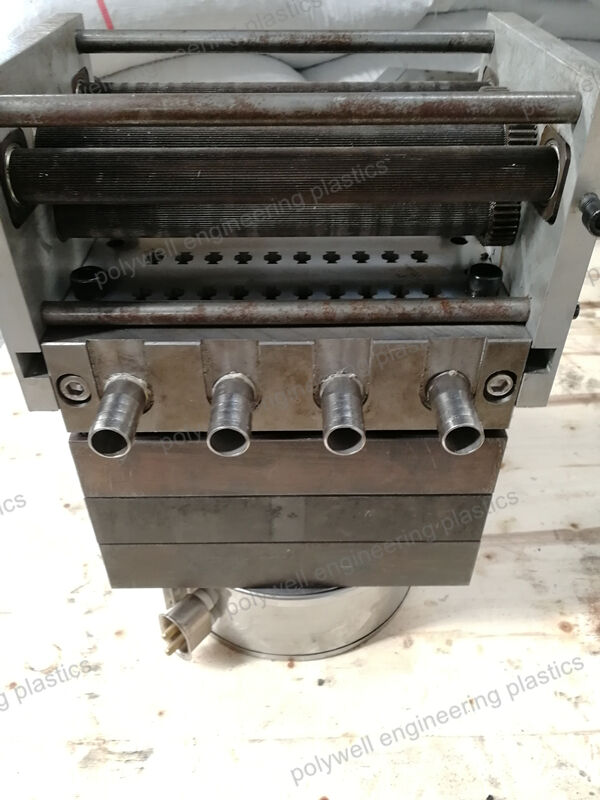
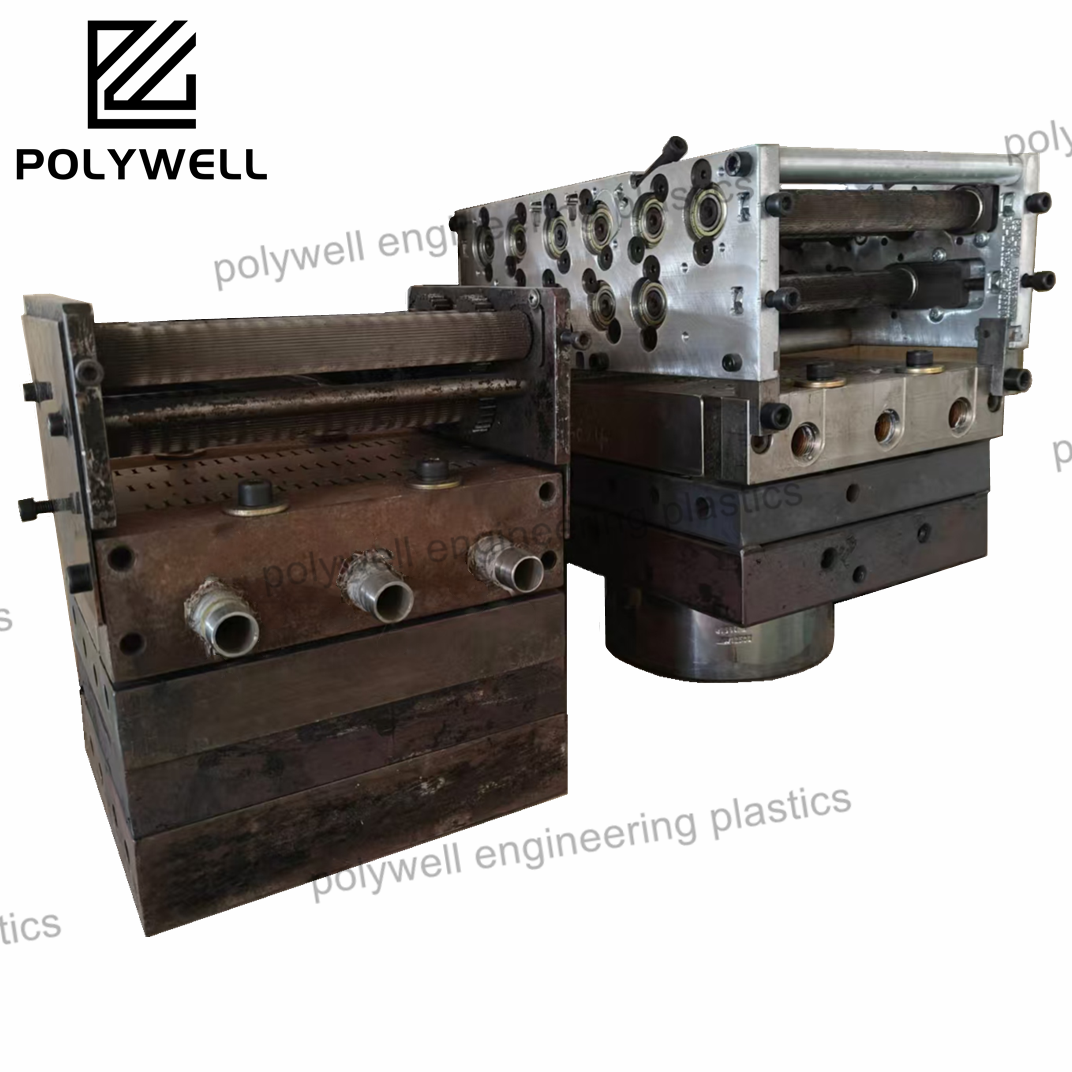
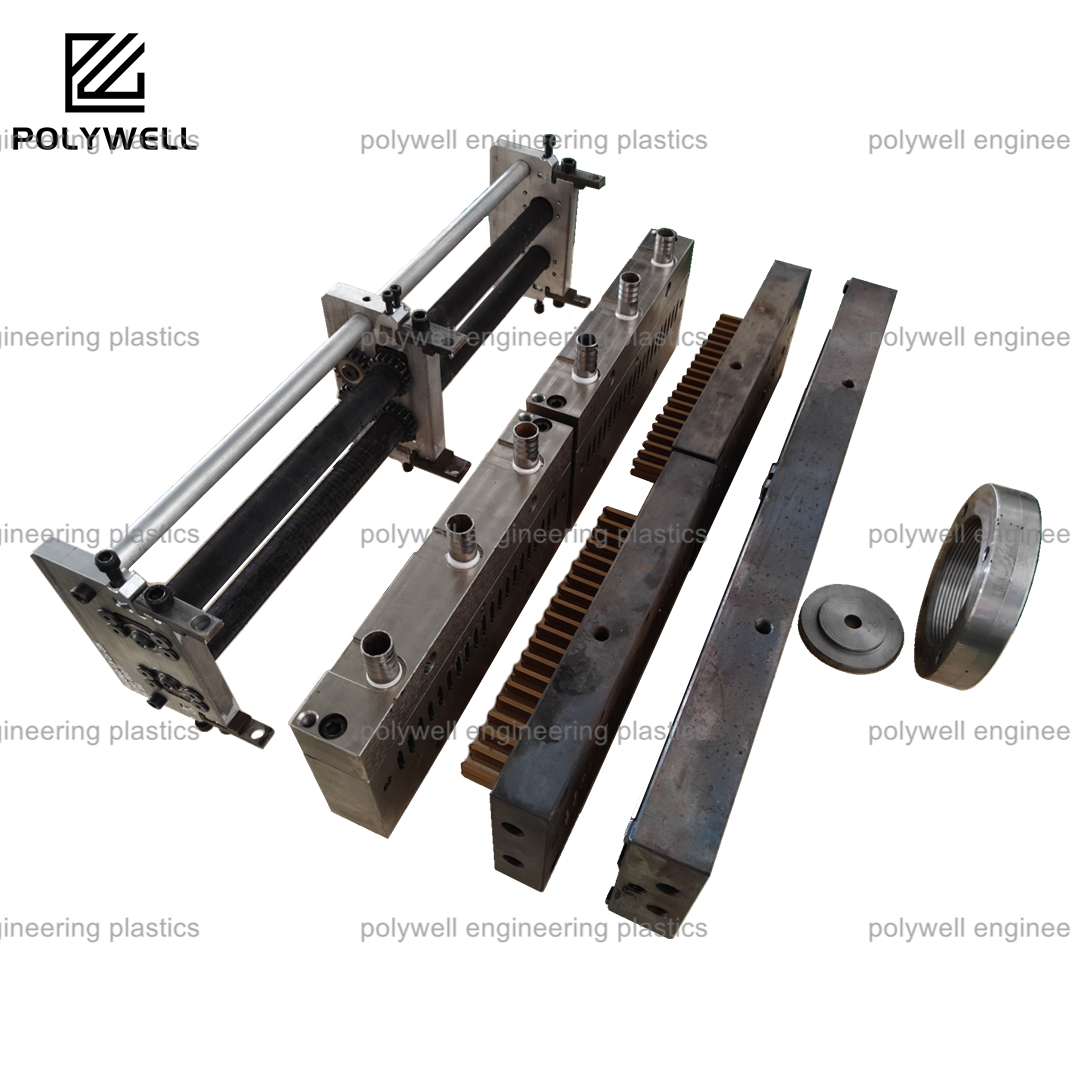
Táto stránka poskytuje komplexný prehľad návrhu vstrekovacích foriem a sprevádza používateľov od počiatočnej koncepcie až po vytvorenie pripravených foriem pre výrobu. Zaoberá sa základnými princípmi návrhu: prispôsobením geometrie formy špecifikáciám dielu, výberom materiálu formy na základe objemu výroby (napr. hliník pre nízky objem, oceľ pre vysoký objem) a návrhom zameraným na opakovateľnosť (za účelom zabezpečenia konzistentnej kvality dielov počas jednotlivých sérií). Obsah zahŕňa postupné pracovné postupy pri návrhu: analýzu dielu, návrh rozmiestnenia formy, podrobný návrh komponentov (priehlbin, jadier, chladenia) a simulačné testovanie (tok formou, analýza napätia). Rieši tiež praktické aspekty: odhad nákladov na formu, riadenie dodacích lehôt a údržbu foriem po výrobe. So zameraním na priemyselné odvetvia ako automobilizácia, spotrebný tovar a lekárne zariadenia slúži návrhárom foriem, výrobným inžinierom a firmám investujúcim do vývoja vstrekovacích foriem.
Získajte cenovú ponuku

 EN
EN