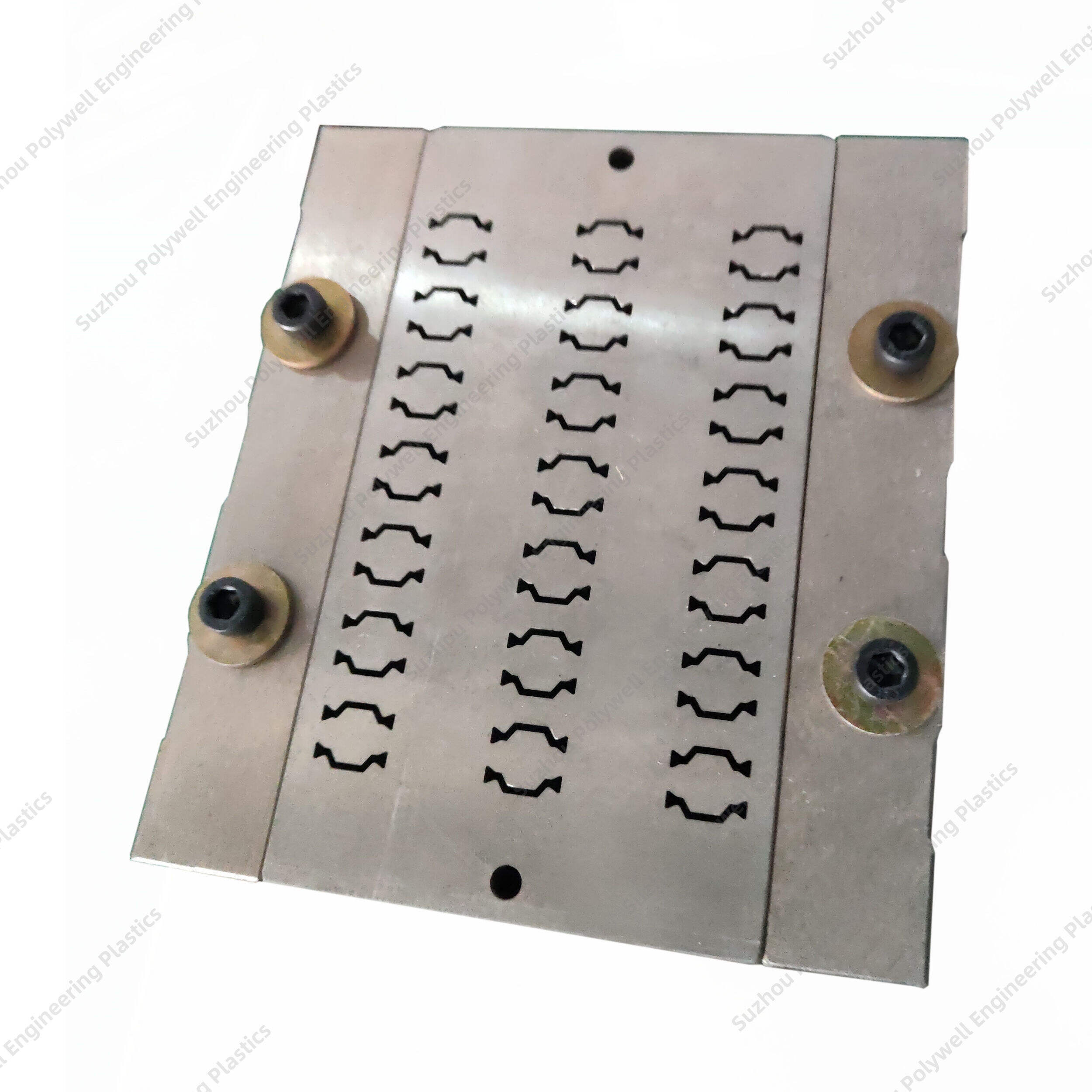
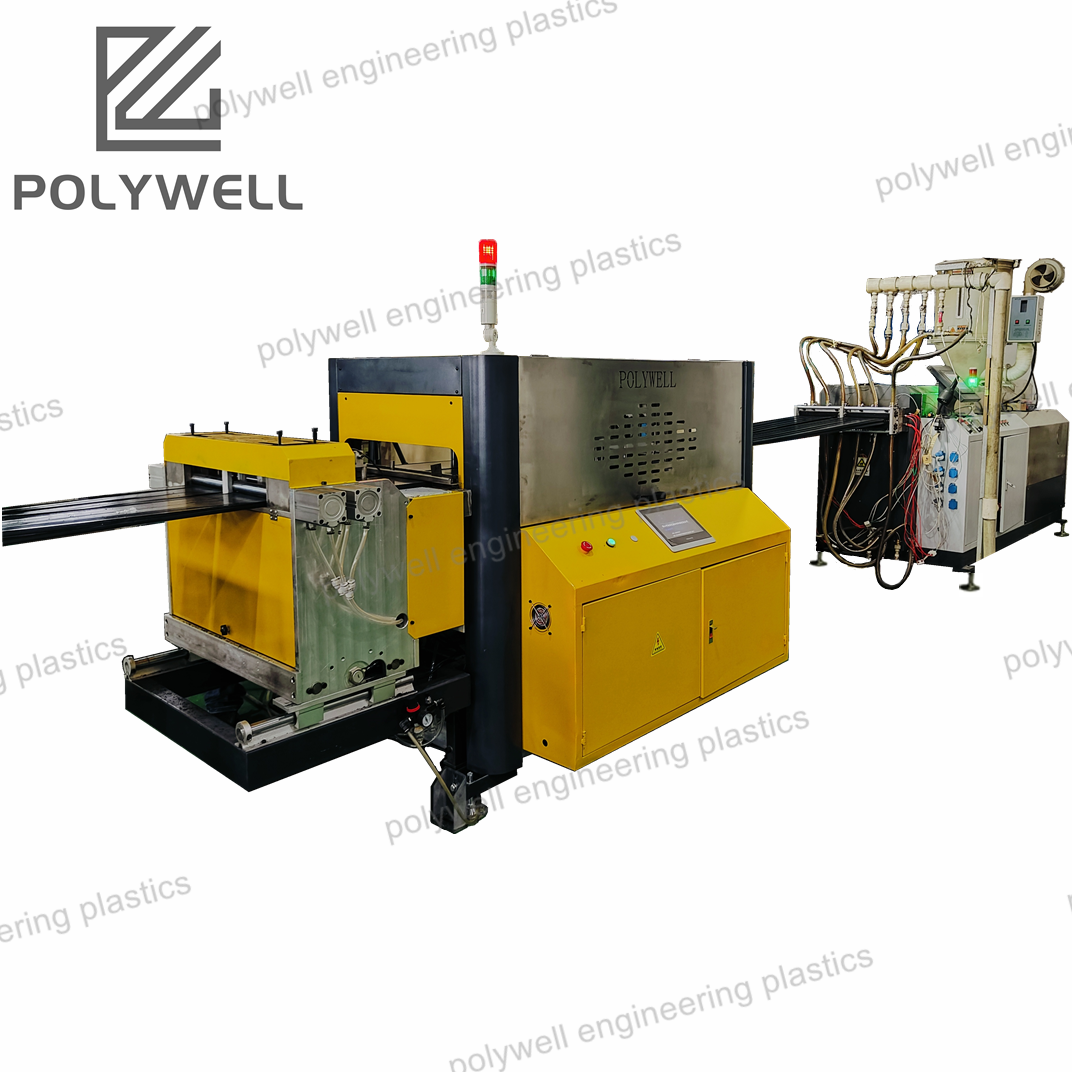
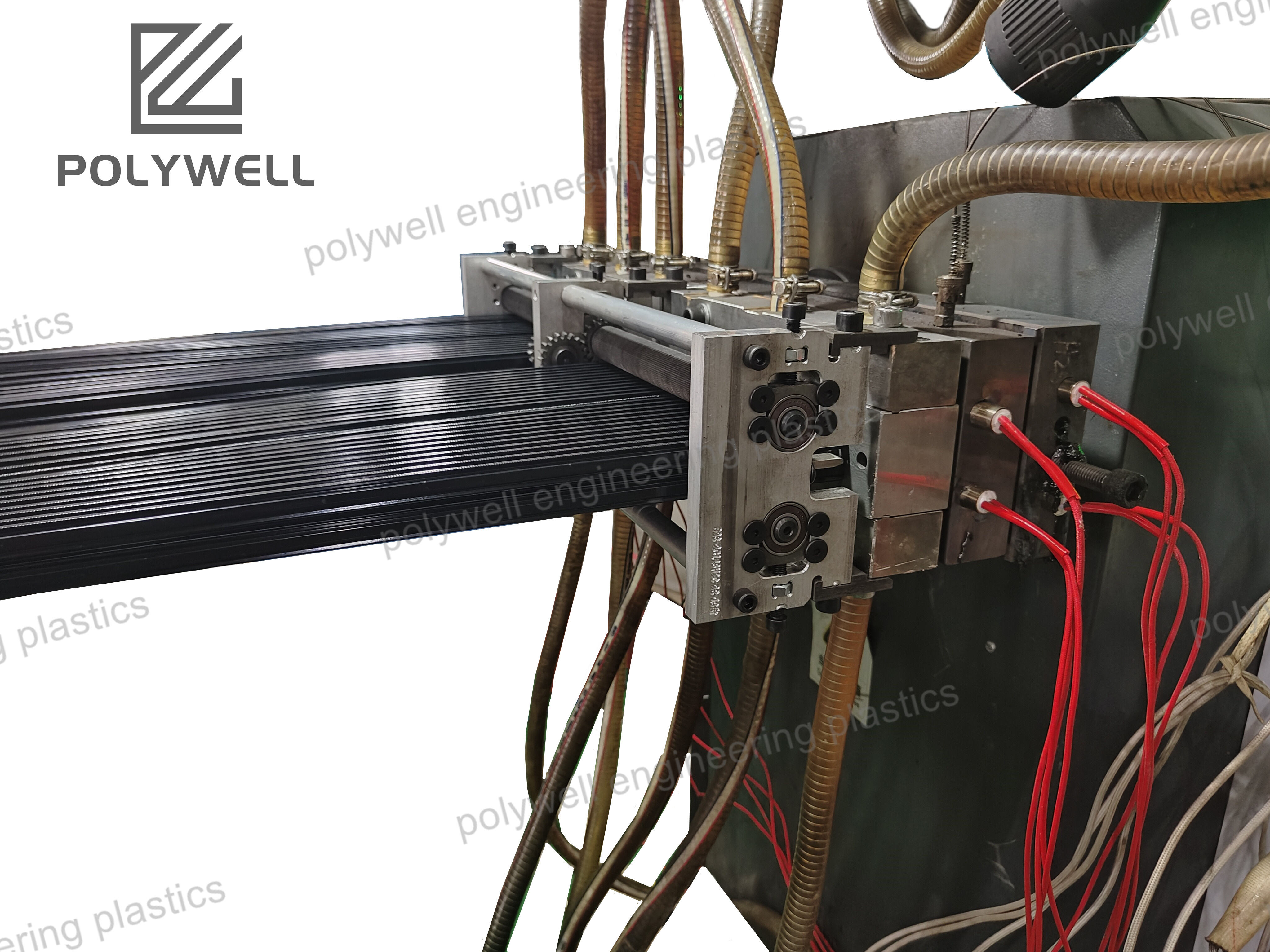
POLYWELL skrutka a výtlakná rúra: Základné komponenty pre extrúziu tepelne izolačných profilov z polyamidu
Táto stránka sa zameriava na skrutku a výtlaknú rúru POLYWELL, ktoré sú kľúčovými komponentmi extrudérov na tepelne izolačné profily z polyamidu, podložené viac ako 15-ročnou skúsenosťou. Skrutka a rúra sú navrhnuté s ohľadom na vlastnosti polyamidu – odolné voči korózii, aby vydržali kyslosť polyamidu, a s optimalizovanou hĺbkou závitu pre rovnomerné tavenie (ako to využila pani Özge úpravami teploty). POLYWELL poskytuje technickú podporu pri údržbe a výmene skrutky/rúry, služby DFM pre prispôsobenie konkrétnym modelom extrudérov a servis pri inštalácii na mieste. Spätná väzba od klientov (pán Tiago chválil použiteľnosť extrudéra) potvrdzuje kvalitu a 6-krokový proces spolupráce zabezpečuje, že výrobcovia dostanú šité na mieru riešenia pre skrutku a rúru extrudéra.
Získajte cenovú ponuku

 EN
EN