ПОЛИВЕЛЛ Экструзия пластика: Комплексные решения для полос из полиамида с тепловым разрывом
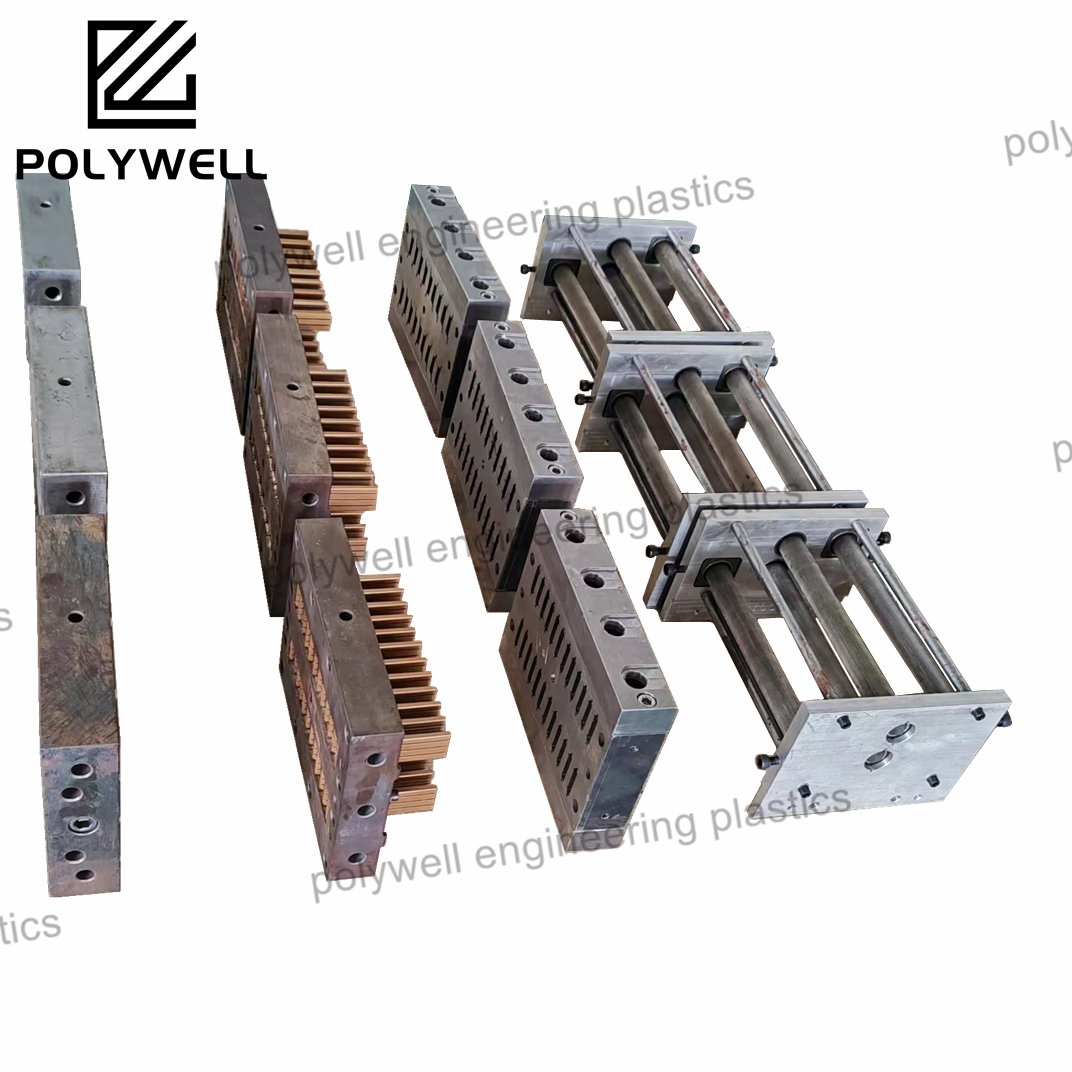
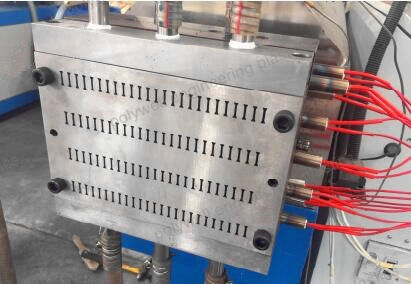
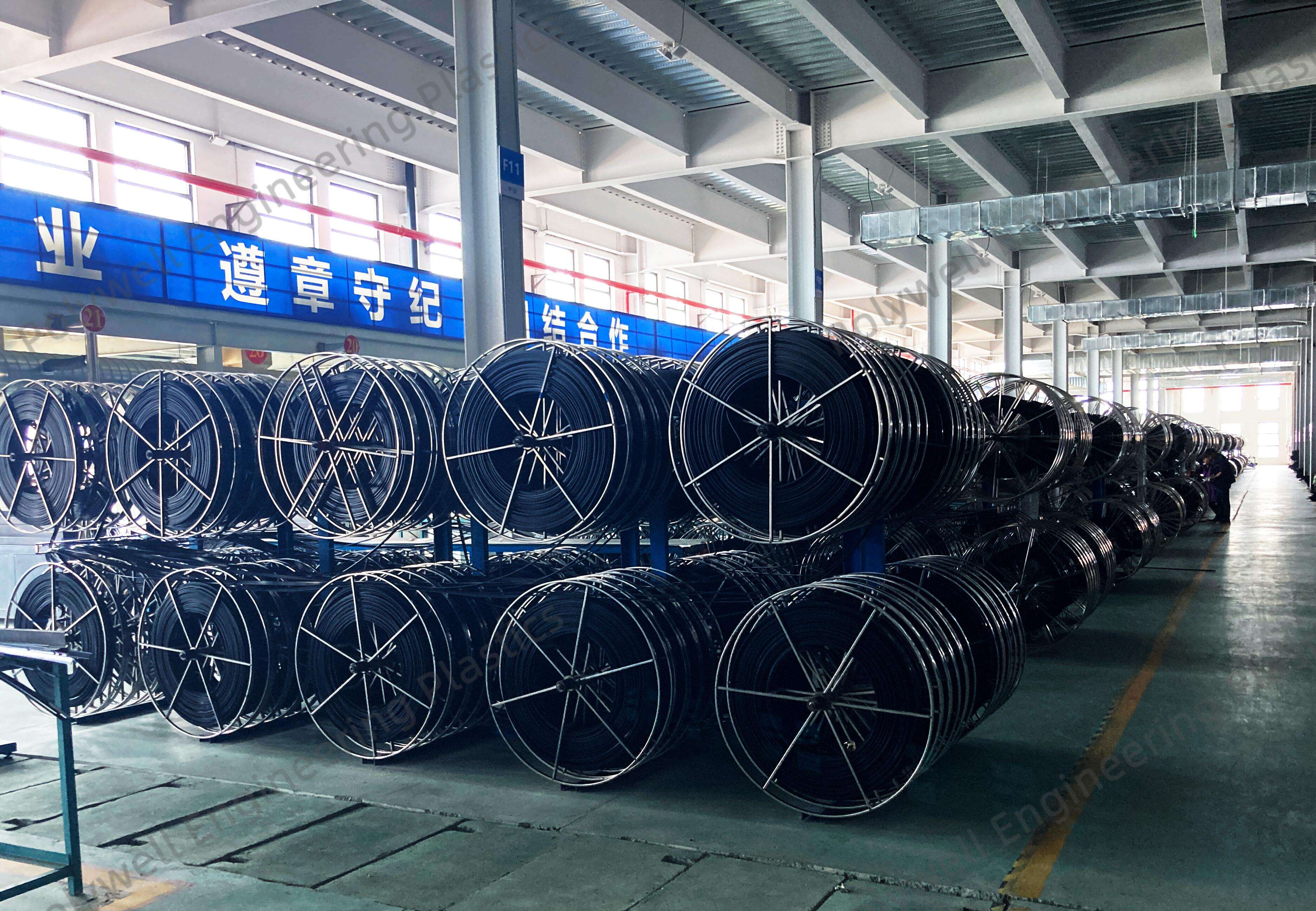
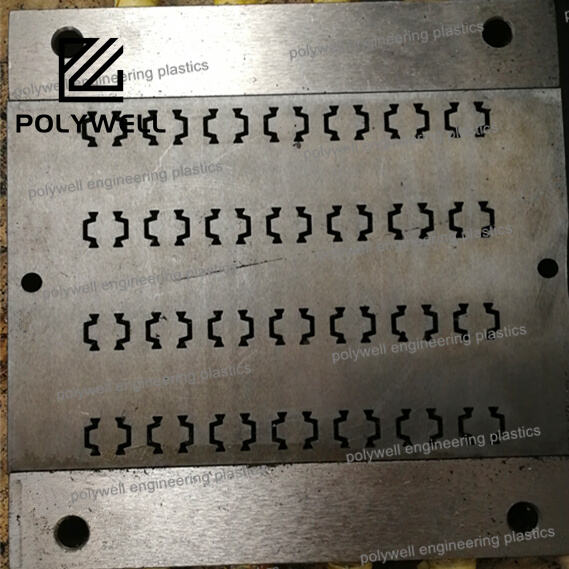
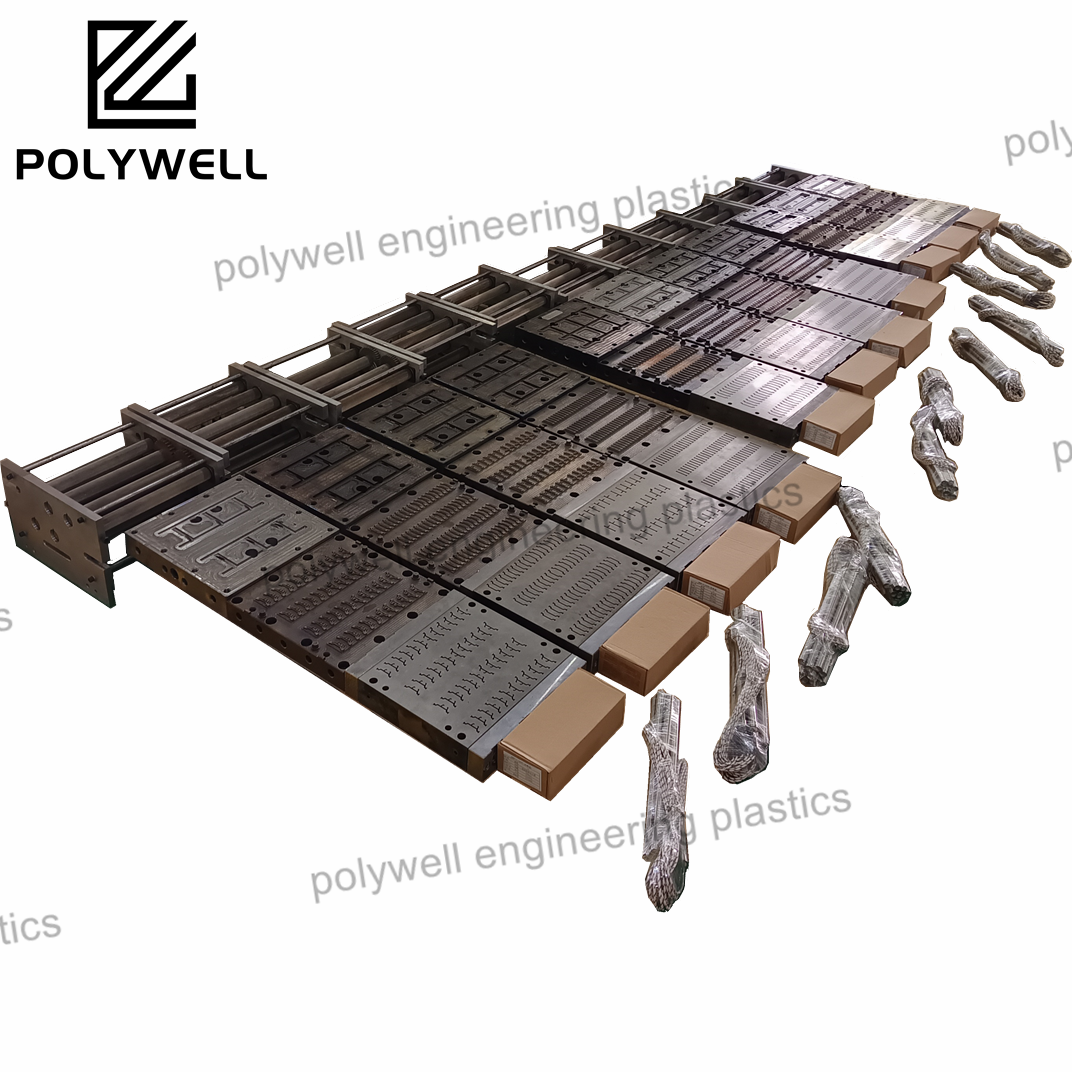
На этой странице представлен обзор возможностей POLYWELL в области экструзии пластика, сосредоточенных на производстве полос из полиамида с тепловым разрывом и подкрепленных более чем 15-летним опытом. Охвачены все аспекты процесса экструзии пластика: выбор сырья (гранулы полиамида), работа экструдеров, проектирование пресс-форм и последующая обработка после экструзии. POLYWELL предоставляет техническую поддержку по экструзии пластика (например, консультирует г-жу Ёзге по вопросам регулировки температуры), услуги DFM для оптимизации рабочих процессов, а также выездные услуги для устранения возникающих проблем. Отзывы клиентов (г-н Тиаго хвалит экструдеры) подтверждают высокий уровень экспертизы в области экструзии пластика, а шестиступенчатый процесс сотрудничества гарантирует производителям доступ к надежным решениям в области экструзии пластика.
Получить предложение

 EN
EN