Гранулы PA66GF25 в основном изготавливаются из полиамида 66 (PA66) с добавлением около 25% стекловолокна, что создаёт так называемый высокопрочный композитный материал. Особенность этого материала заключается в том, что основа из PA66 обеспечивает хорошую устойчивость к химическим веществам и хорошо подходит для переработки в качестве термопластика. В то же время стекловолокно, равномерно распределённое по всему материалу, значительно повышает его жёсткость и способность выдерживать нагрузки без разрушения. Что касается применения в тепловых разрывах, эти материалы деформируются намного меньше, чем обычные ненаполненные пластики. Результаты испытаний за последние несколько лет ясно это подтверждают, что объясняет, почему многие производители начали переходить на использование таких материалов для критически важных деталей, где особенно важна размерная стабильность.
Содержание 25% стекловолокна значительно повышает механическую прочность, увеличивая прочность на растяжение на 40–60% по сравнению с чистым PA66. Хорошо диспергированные волокна действуют как пути передачи напряжения, уменьшая распространение трещин под динамическими нагрузками, что имеет важное значение для алюминиевых профилей, подвергающихся ветровому давлению и циклам теплового расширения.
PA66GF25 сохраняет размерную стабильность при температурах обработки до 240°C, однако его гигроскопичность требует строгого контроля влажности. Даже 0,2% влаги могут снизить вязкость расплава на 15%, создавая риск образования пустот в экструдированных профилях. Предварительная сушка до содержания влаги 0,05% является критически важной для сохранения адгезии волокна с матрицей в процессе экструзии.
PA66GF25, используемый в алюминиевых оконных системах, значительно снижает теплопередачу — примерно на 40 % по сравнению с обычными полимерами без наполнителей. Материал также практически не поглощает влагу, оставаясь ниже 1 % даже при влажности около 50 %. Это способствует сохранению размерной стабильности как при сильном морозе, минус 30 градусов Цельсия, так и при жаре до 120 градусов. Отсутствие деформаций означает, что со временем не образуются зазоры. А все мы знаем, насколько раздражают такие зазоры, поскольку они вызывают примерно от 15 до 20 % потерь энергии в крупных офисных зданиях из-за плохой герметизации. Таким образом, здания дольше остаются герметичными, что положительно сказывается как на комфорте, так и на расходах на энергию.
Термические прокладки из PA66GF25 способны выдерживать постоянные нагрузки около 35 МПа без проявлений ползучести, и по устойчивости к усталостным повреждениям со временем эти материалы превосходят обычный PA66 примерно на 60%. Испытания, имитирующие многодесятилетние циклы повторяющихся нагрузок, показывают, что такие прокладки сохраняют около 95% своей первоначальной прочности на сжатие, что делает их отличным выбором для витражных фасадов высотных зданий. Версии, стабилизированные против УФ-излучения, служат значительно дольше 25 лет, сохраняя свои свойства в жестких условиях, например, в соленом воздухе побережья, где коррозия всегда является проблемой для строительных материалов.
Для переработки PA66GF25 требуются специальные конструкции шнека для сохранения целостности волокон. Используются шнеки с барьерной зоной с 28:1соотношение сжатия снижает разрушение стекловолокна на 22% по сравнению со стандартными конфигурациями, сохраняя прочность на растяжение выше 160 МПа. Температуры плавления в диапазоне 280–300 °C оптимизируют текучесть и связывание волокна с матрицей, что имеет решающее значение для профилей термических разрывов конструкционного назначения.
Поддержание MFR в пределах 15–25 г/10 мин (ISO 1133) обеспечивает равномерное формирование профиля. Отклонения температуры цилиндра всего на ±3 °C могут изменить вязкость на 18%, что требует непрерывного контроля в реальном времени. Двухступенчатые шнеки с вентиляцией эффективно удаляют остаточную влагу до 0,02%, сокращая поверхностные дефекты на 34% при длинных экструзионных профилях.
Оптимальное распределение волокон (80–90%) должно быть достигнуто без превышения напряжения сдвига в 450 кПа. Смесители с параллельными каналами улучшают однородность на 29% по сравнению с одноходовыми шнеками, что подтверждено микротомографированием полос толщиной 8 мм. Скорость сдвига ниже 800 с⁻¹ предотвращает деградацию полимера и обеспечивает ориентацию волокон вдоль направления экструзии для повышения прочности.
25% стекловолокна увеличивают жесткость на 40%, но повышают давление экструзии до 85–100 бар. Добавление 0,3–0,5% силконовых технологических добавок снижает давление на 18%. Калибраторы после фильеры с точностью ±0,1 мм обеспечивают стабильность размеров в течение более чем 500 производственных циклов.
Постоянное качество требует строгого тестирования партий. Поставщики должны проверять стабильность показателя MFR в пределах ±2 г/10 мин (ISO 1133) и среднюю прочность на растяжение 180 МПа (ASTM D638). Те, кто использует статистический контроль процессов для равномерного распределения наполнителя, снижают количество дефектов при экструзии на 63% по сравнению с ручными методами отбора проб.
Сертифицированный PA66GF25 должен соответствовать механическим параметрам, таким как Модуль растяжения ≥4,500 МПа (GB/T23615.1-2017). Производители, соблюдающие рамки ISO 9001, поддерживают вариацию свойств на уровне 1,5% между партиями, что минимизирует риск выхода из строя терморазрыва, который возрастает в восемь раз при использовании несоответствующих материалов под циклической нагрузкой.
Колебания влажности всего лишь на ±0,02% являются основной причиной коробления профиля, непосредственно влияя на стабильность давления при экструзии. Вакуумная сушка до точки росы ниже -40 °C снижает уровень брака с 12% до 1,8%, а герметичное хранение с осушителем продлевает срок эффективного использования до девяти месяцев.
PA66GF25 необходимо высушить при 100–130°c в течение 4–6 часов для достижения уровня влажности ниже 0,15 %. Поддержание точки росы в бункере ниже -30 °C предотвращает повторное поглощение влаги в процессе обработки, сохраняя прочностные характеристики и качество поверхности готовых профилей.
Климатические силосы с мониторингом влажности в реальном времени в сочетании с обучением персонала процедурам работы с воздушными шлюзами обеспечивают стабильность свойств материала и минимизируют воздействие влаги при транспортировке.
 Горячие новости
Горячие новости
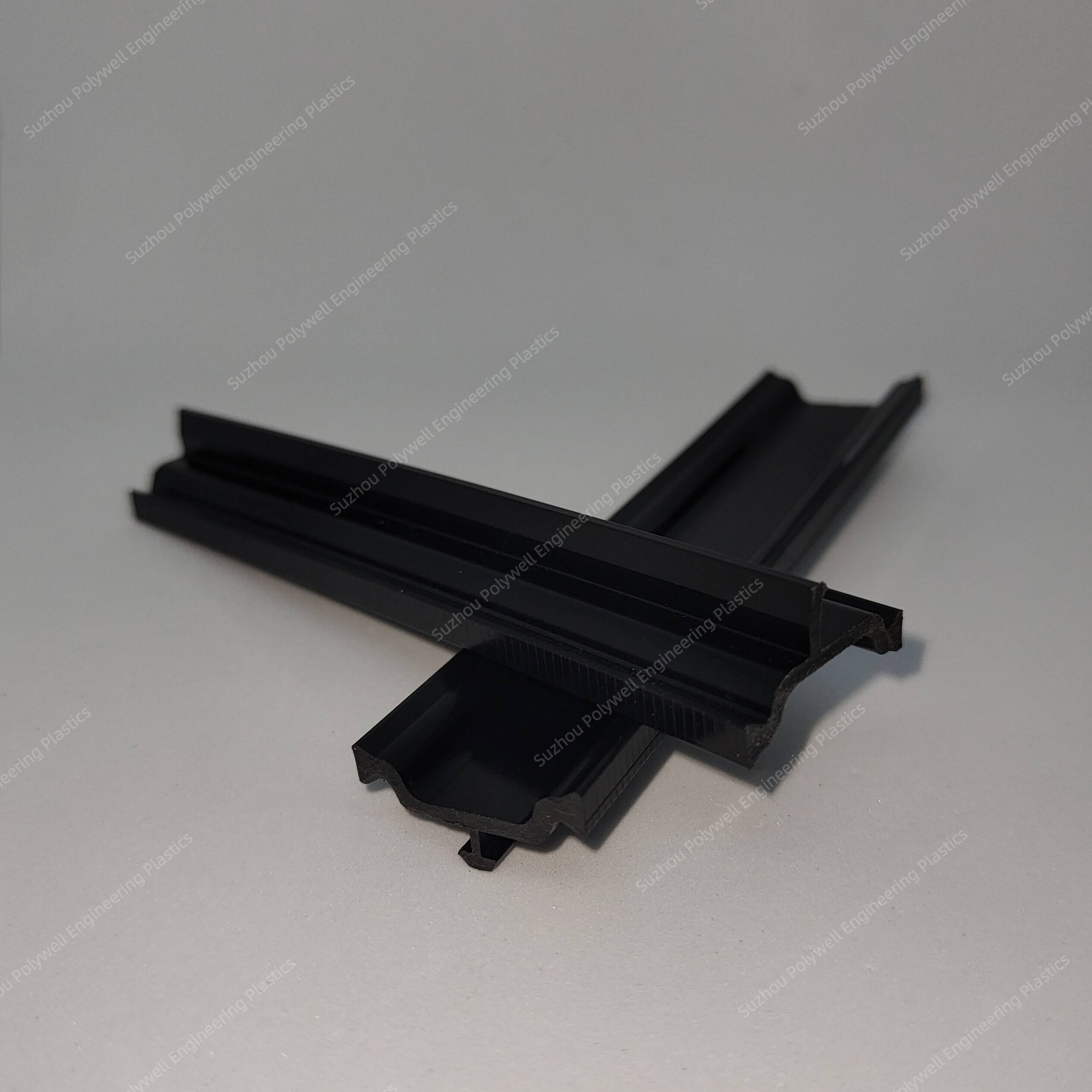
POLYWELL специализируется на производстве термоизоляционных полос PA66, предлагая полиамидные гранулы, экструдеры, формы, намоточные машины и комплексные услуги индивидуальной настройки под ключ.
Городской район Цзиньфэн, город Чжанцзяган, город Сучжоу, провинция Цзянсу, Китай
Авторские права © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Политика конфиденциальности

 EN
EN