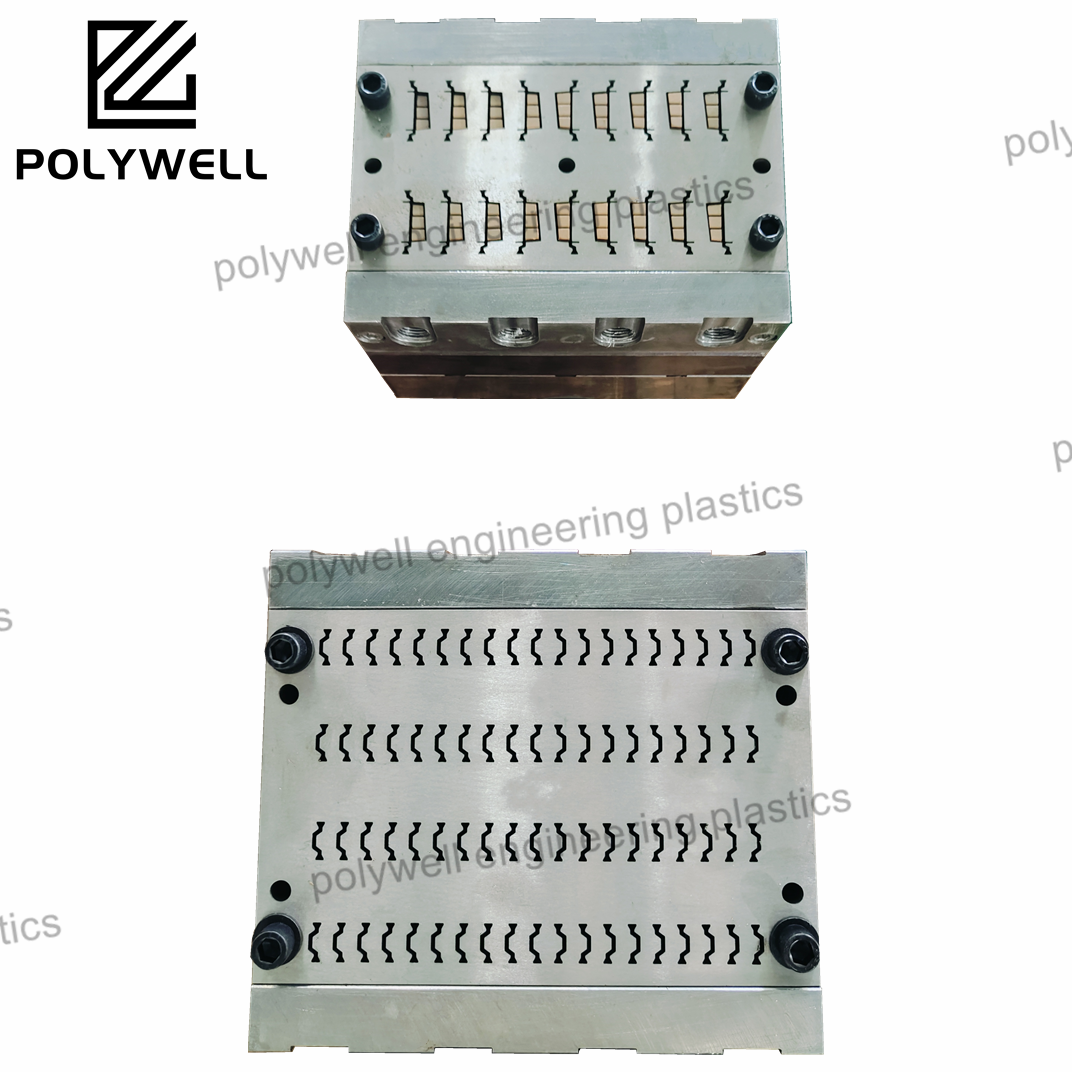
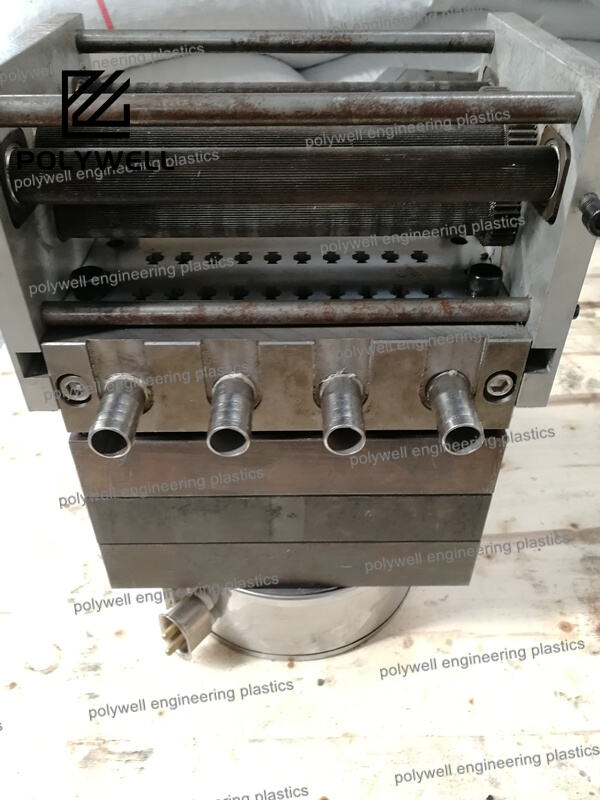
Plastic Profile Extrusion Die: Precision Molds for Custom Plastic Profiles
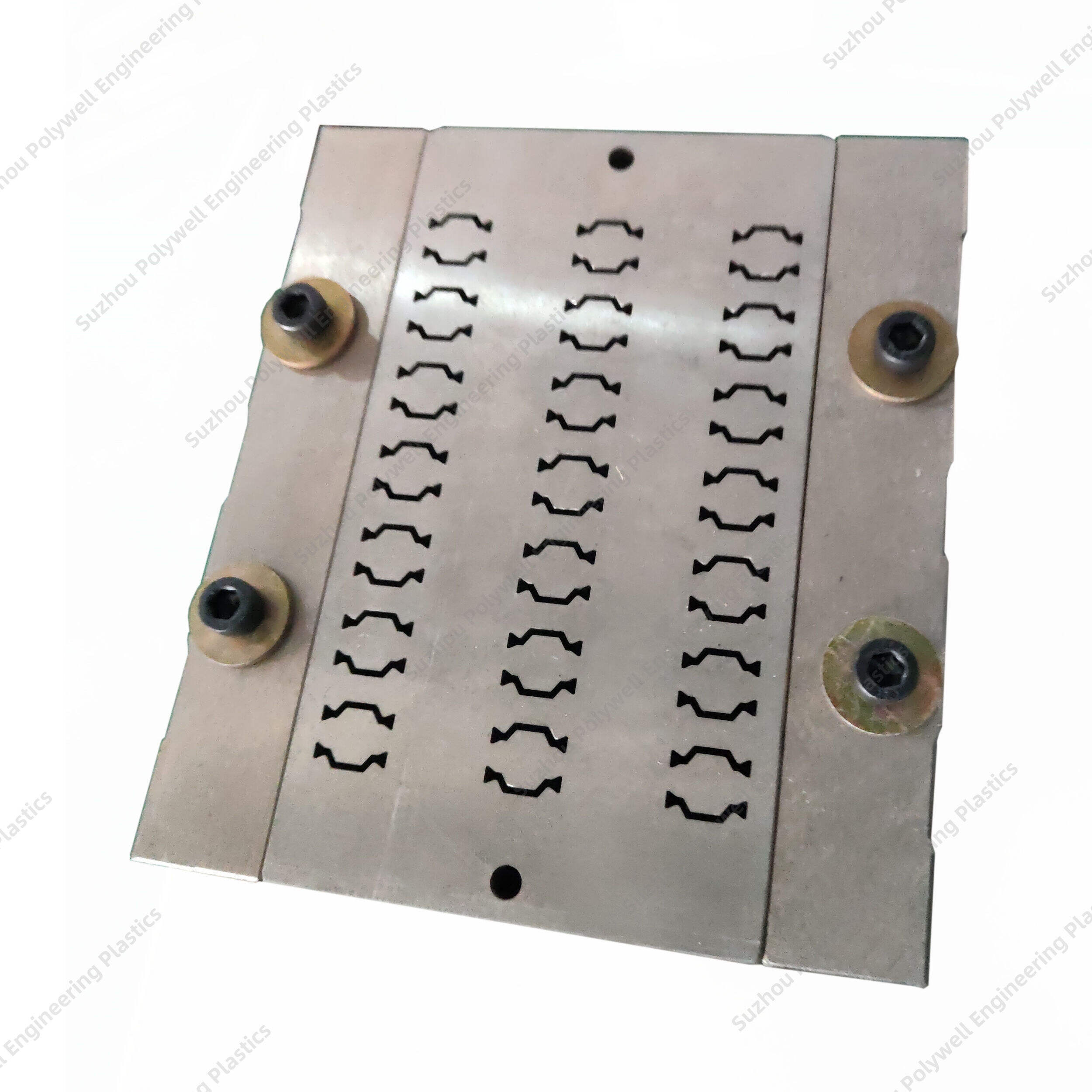
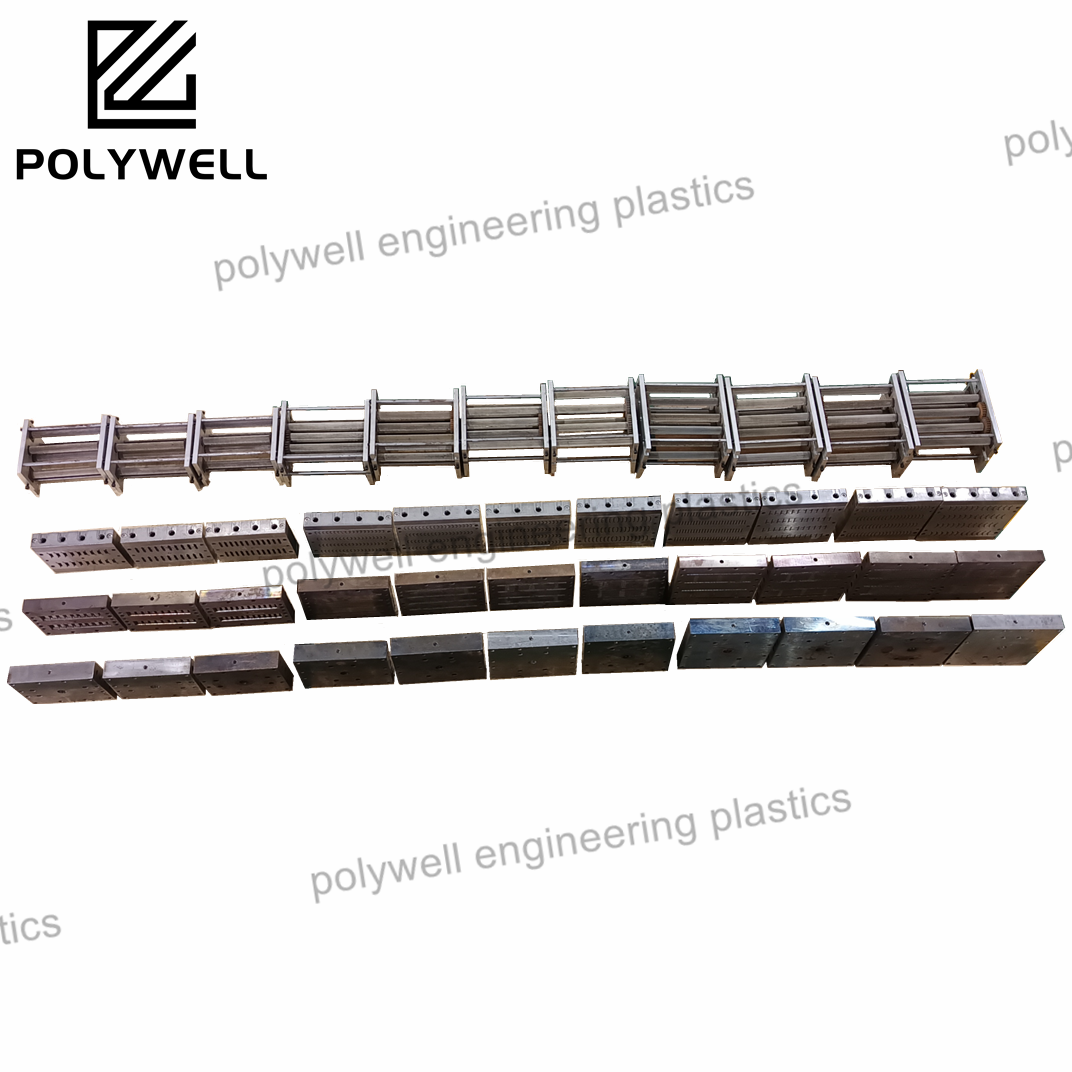
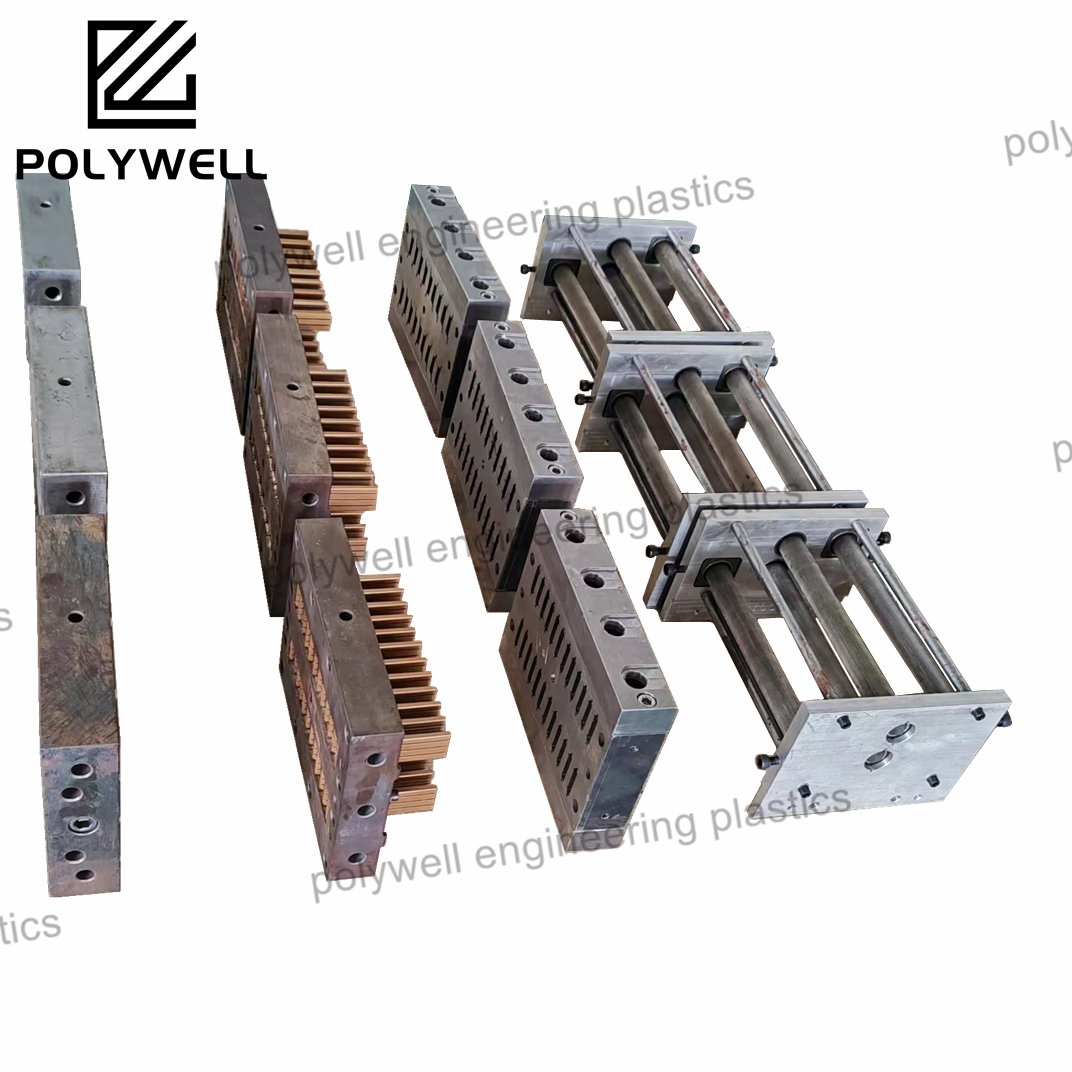
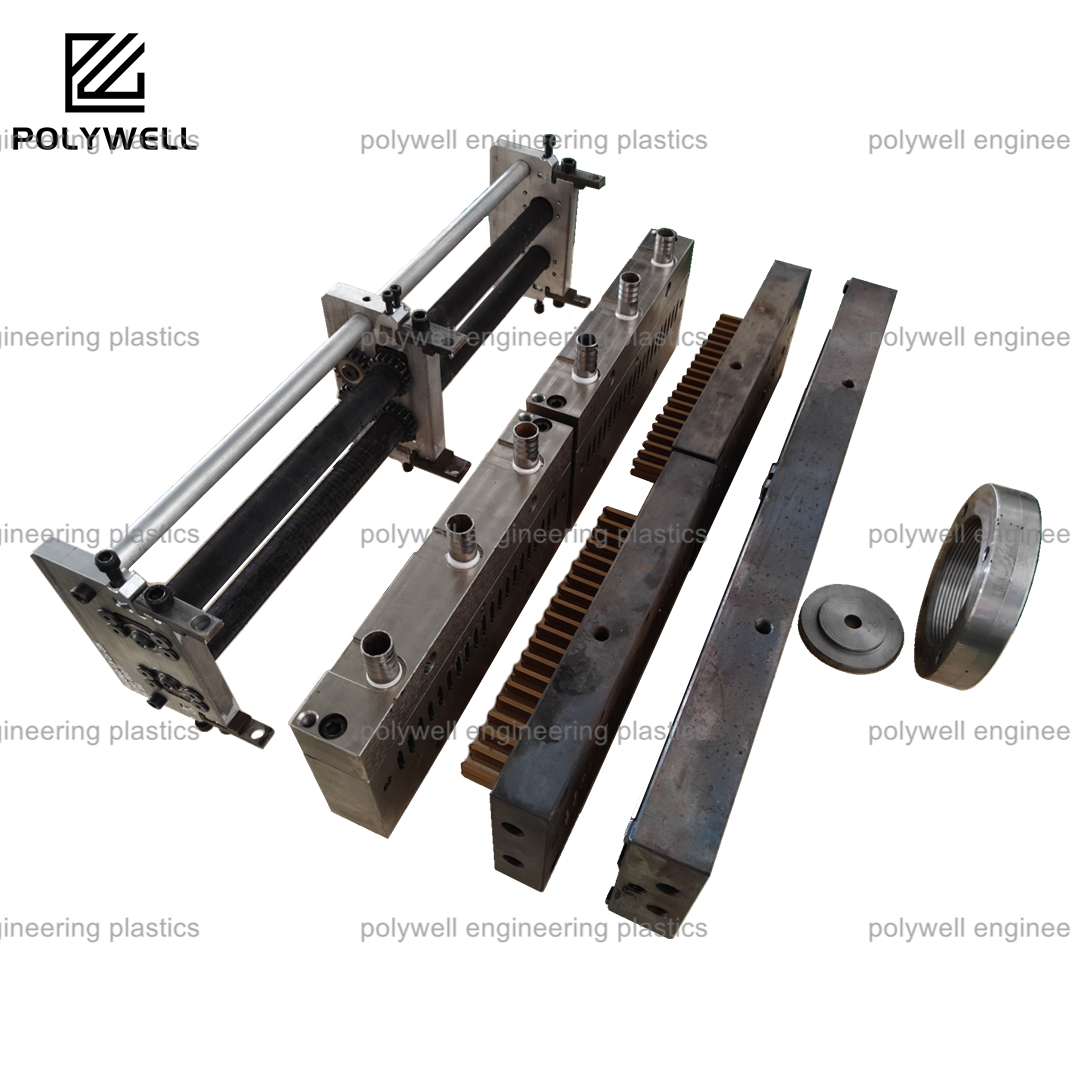
This page focuses on plastic profile extrusion dies, molds used to extrude various plastics (including polyamide, PVC, PP) into complex, consistent profiles like window frames, door trim, automotive 导轨 (guides), and industrial rails. It details die design complexity: multi cavity or single cavity structures (based on production volume), and intricate internal flow channels (to ensure plastic fills all profile details, like grooves or ribs). The content covers material compatibility (hardened steel dies for abrasive plastics like glass fiber reinforced polyamide, aluminum dies for non abrasive types), and customization options (tailored cavity shapes to match client drawings). It also includes quality control features (die lip adjustments for uniform wall thickness) and application examples across construction, automotive, and furniture industries. This resource is valuable for manufacturers producing custom plastic profiles.
Get A Quote

 EN
EN