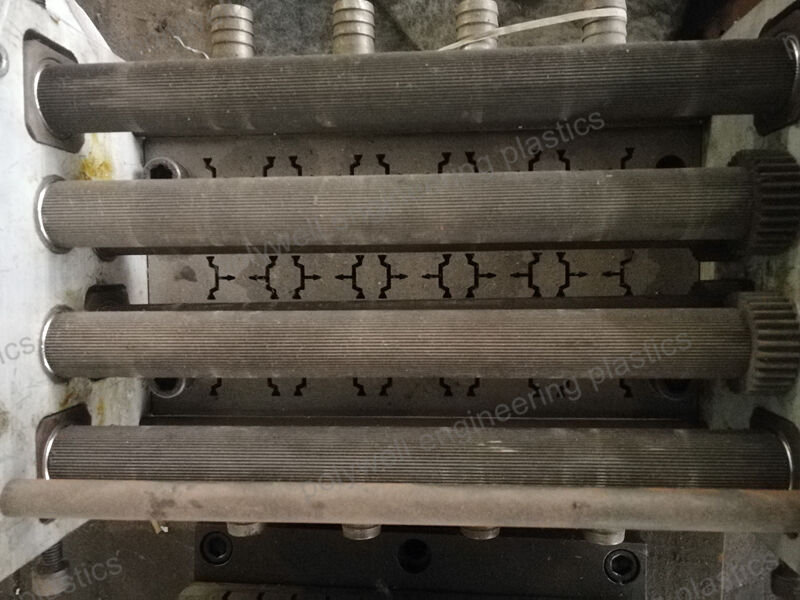
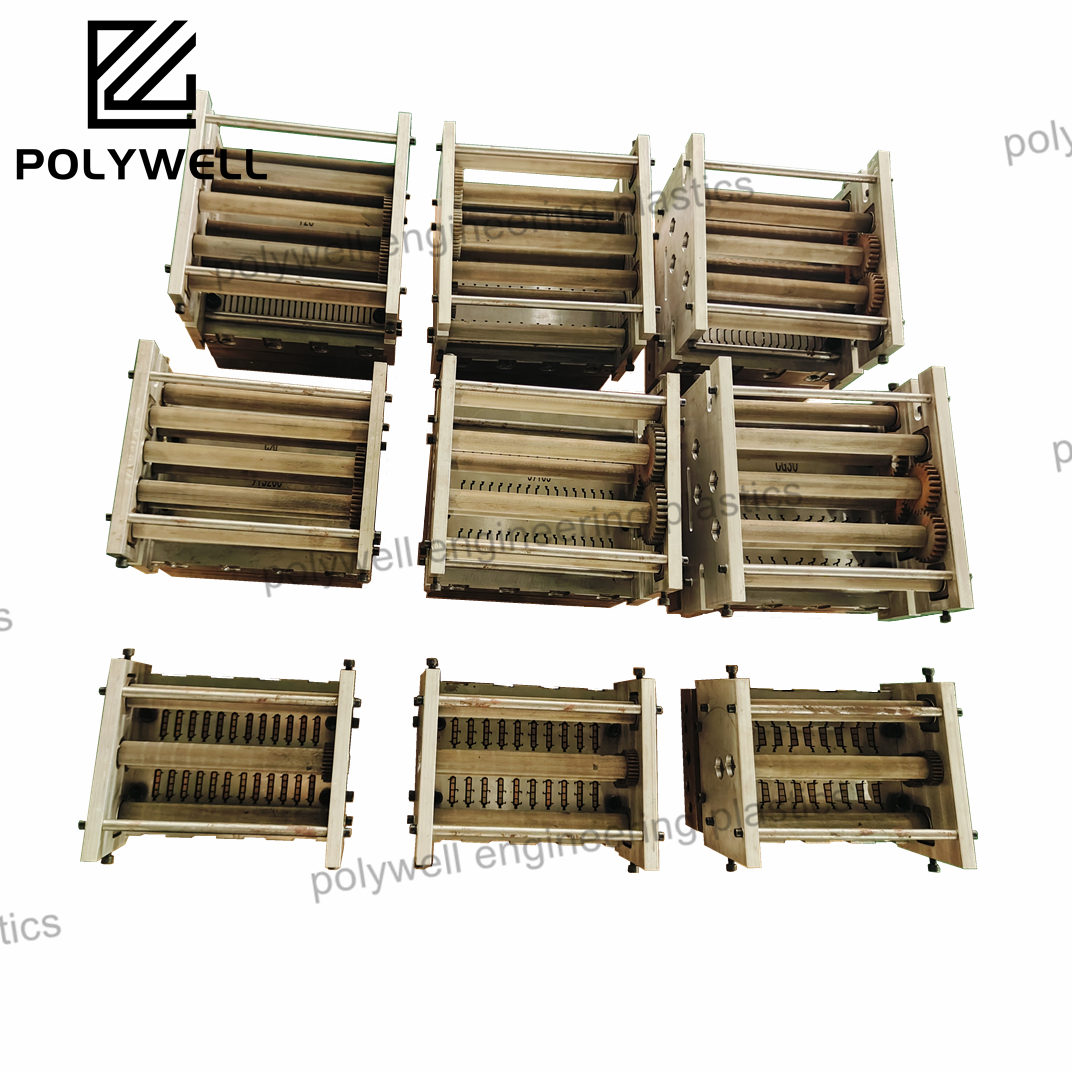
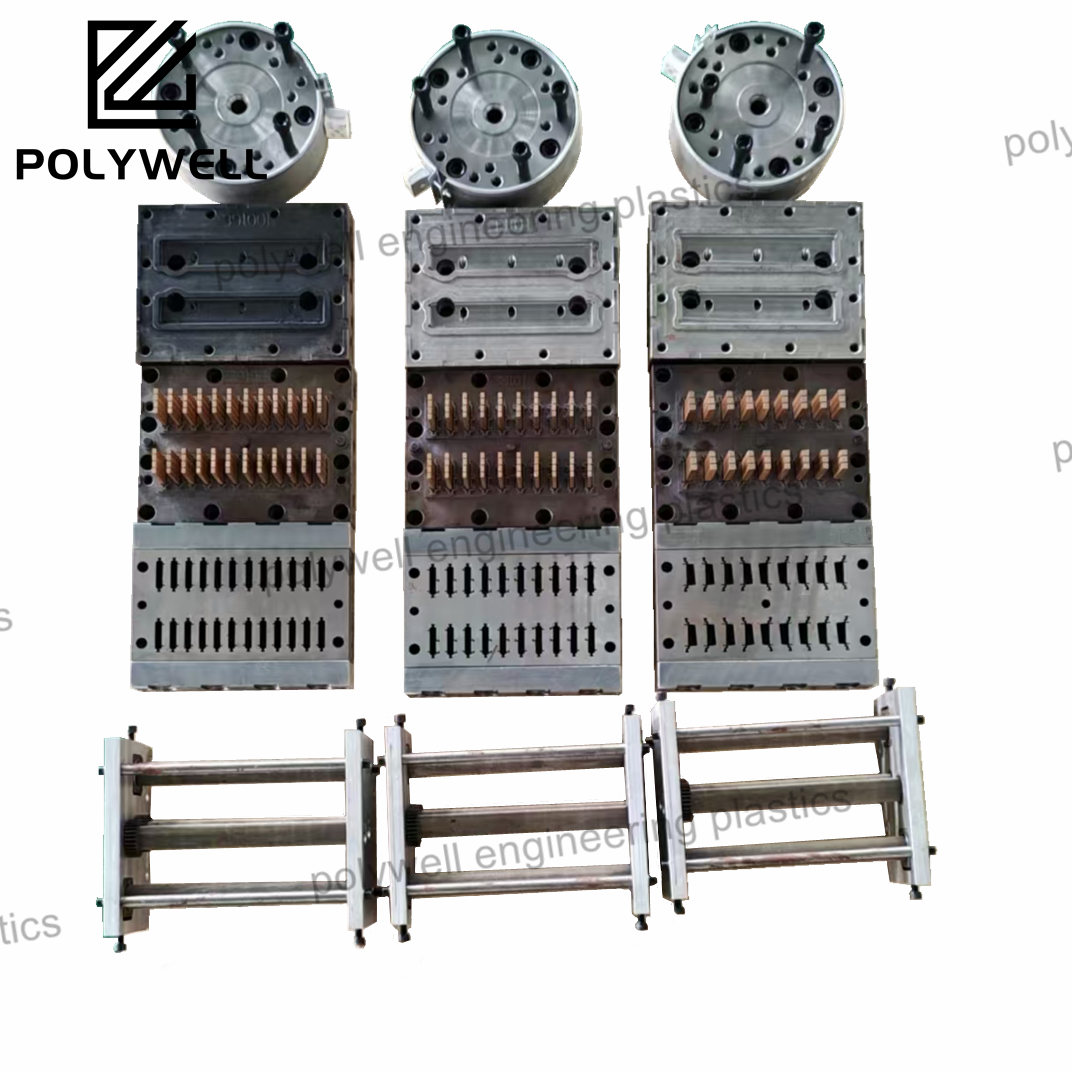
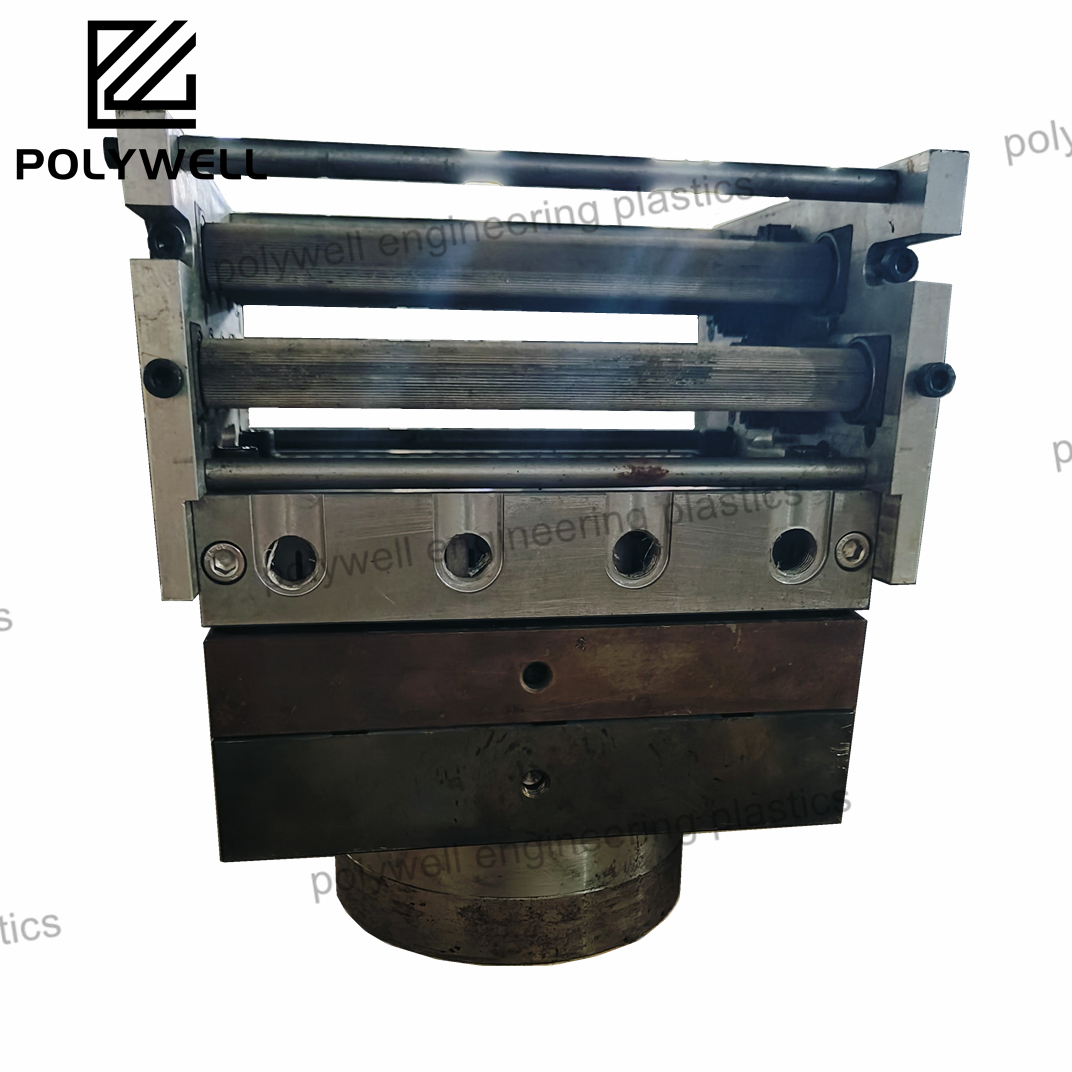
POLYWELL Die in Extrusion: Основний компонент для поліамідних терморозривних смуг
На цій сторінці пояснюється роль штампування в екструзії для виробництва поліамідних терморозривних стрічок, з 15+ років досвіду POLYWELL. Малюнок при екструзії виступає як інструмент формування, перетворюючи розплавлений поліамід в смужки через точні порожнини. POLYWELL пропонує розрізнювання розрізнювань (наприклад, для твердих/поглиблених смуг) і забезпечує DFM для уникнення дефектів екструзії. Служба на місці вирішує проблеми, пов'язані з розтинком, а клієнт містер Робін підтверджує виконання стрічки. Процес у 6 кроках забезпечує виробникам надійний розчин в екструзійних розв'язках для виробництва поліаміду.
Отримати цитату

 EN
EN