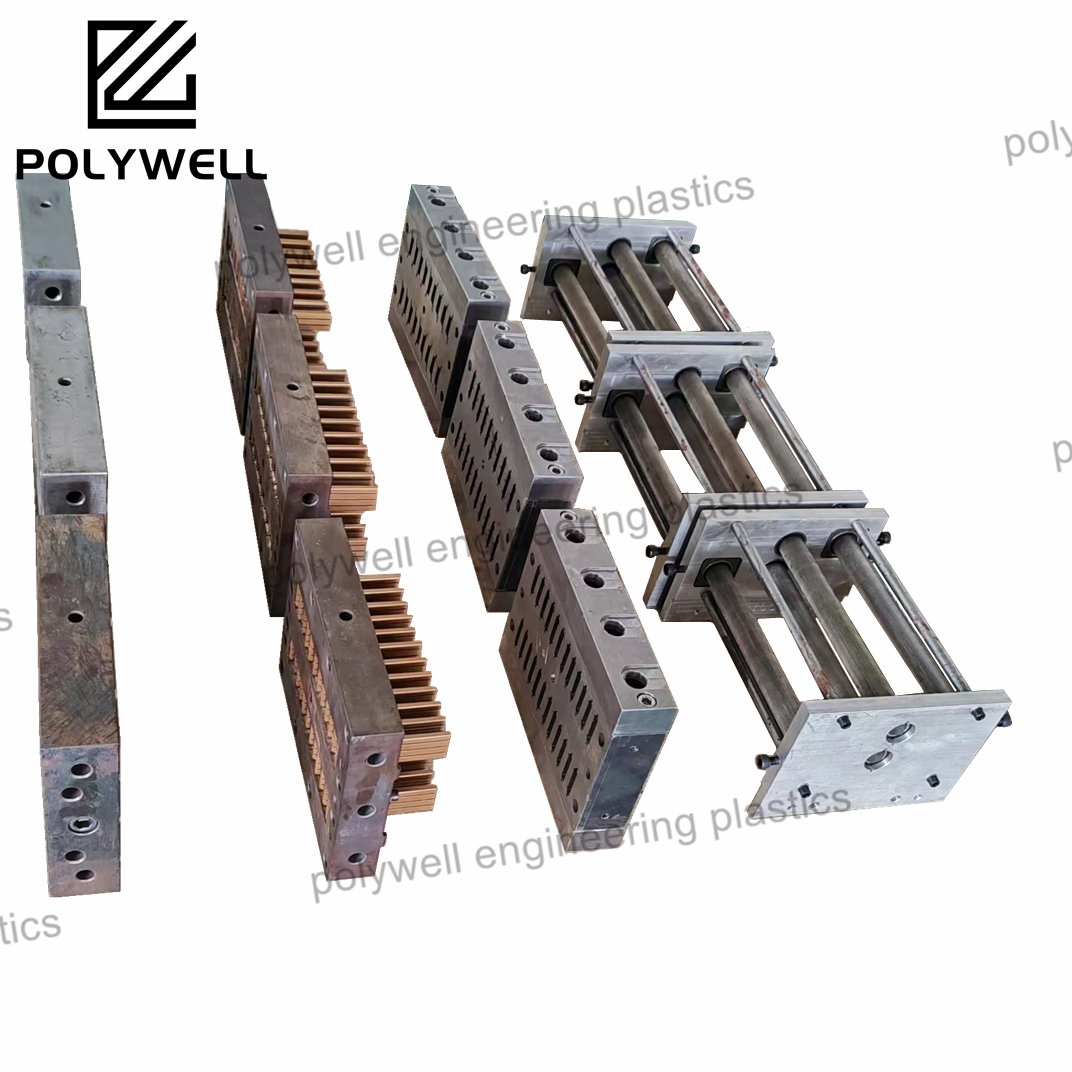
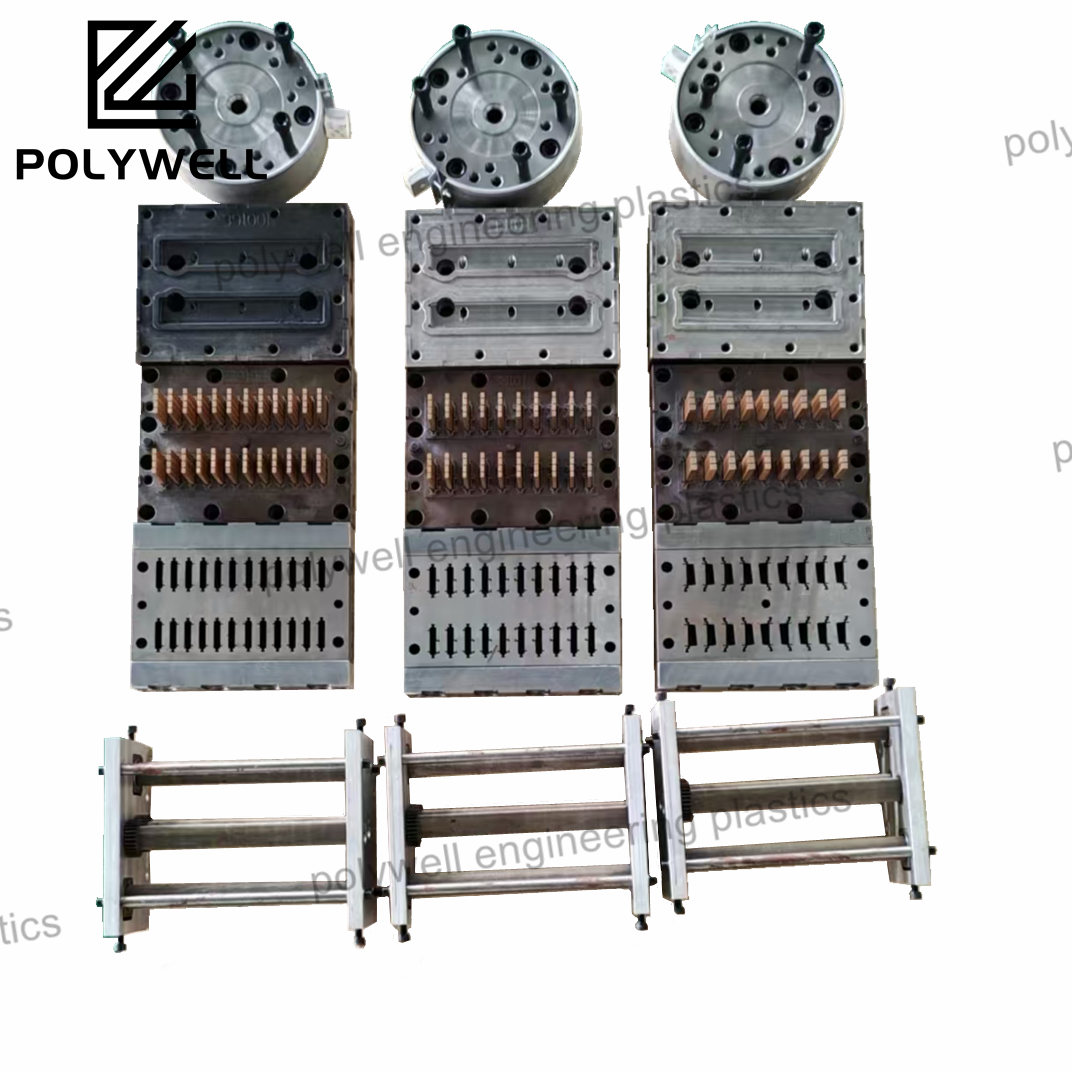
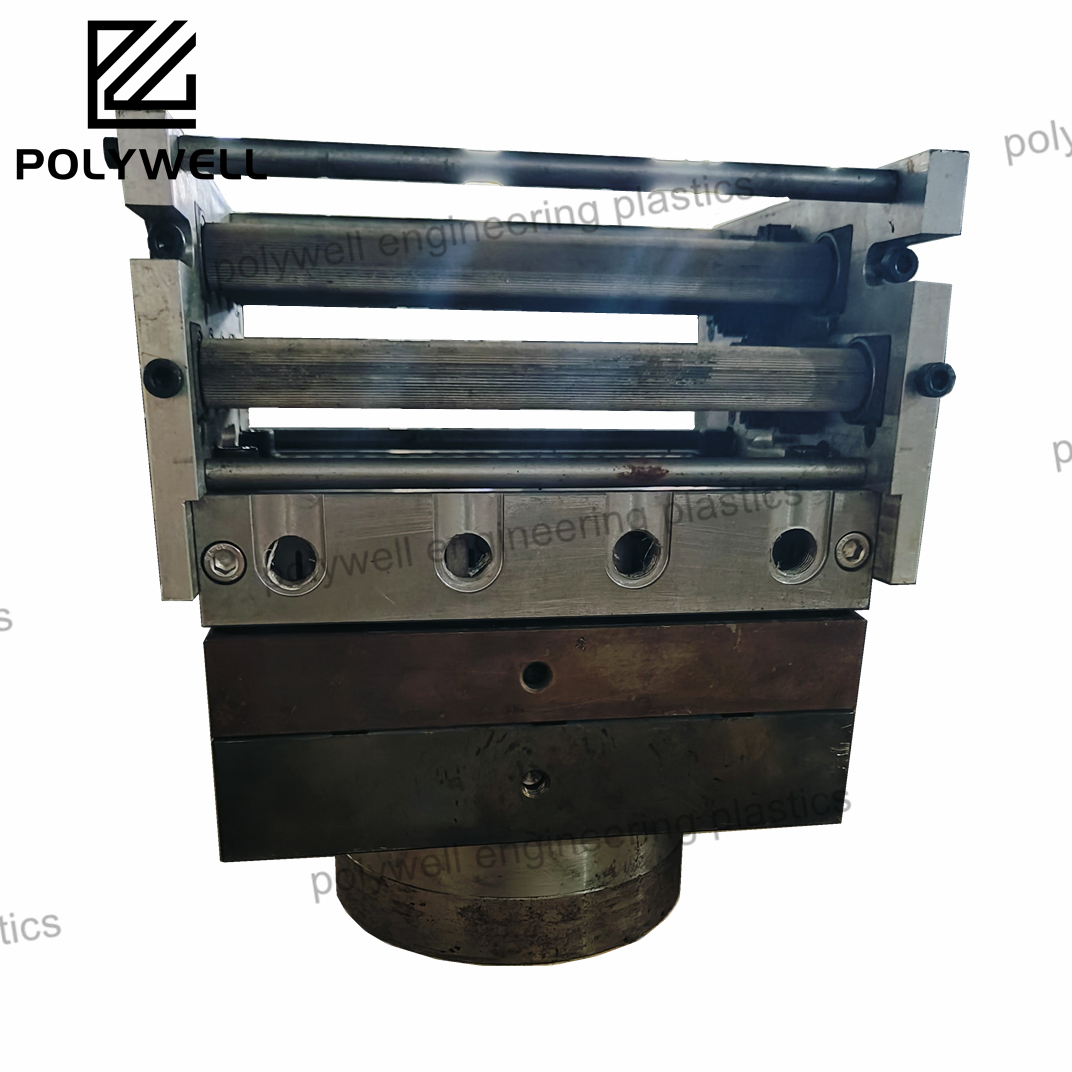
Пластина екструдера POLYWELL: прецизійне виготовлення смуг із поліаміду для термомостків
На цій сторінці представлено матрицю екструдера POLYWELL, спеціалізовану на формуванні смуг із поліаміду для термомостків з більш ніж 15-річним досвідом. Матриця екструдера має оптимізовані канали потоку, що забезпечують рівномірний розподіл поліаміду та запобігають дефектам, таким як тонкі ділянки. POLYWELL надає технічні рекомендації (наприклад, консультує пані Їджге щодо регулювання температури для «хороших результатів») та аналіз прийнятності виготовлення (DFM), щоб адаптувати матрицю до марок поліаміду. Сервісне обслуговування на місці допомагає з установкою матриці, а клієнт пан Робін зазначає, що смуги «ідеально працюють». Процес із 6 кроків забезпечує безперебійне придбання матриць екструдерів для виробників.
Отримати цитату

 EN
EN