Екструзійне формування — це ключова техніка у промисловості виготовлення пластмас, яка відома своєю ефективністю та здатністю виробляти неперервні профілі. У її основі лежить процес, коли сировину, зазвичай у вигляді пластикових гранул або кульок, протискають через матрицю для отримання бажаної форми. Сировина спочатку заливається у нагрівач, де розплавлюється, попередньо до того, як бути протиснута через екструзійну матрицю. Коли матеріал виходить з матриці, він охолодає і затвердює у вигляді неперервного профілю. Цей метод виштовковується завдяки своєму здібності виробляти стабільні, великомасштабні вироби з мінімальними втратами, що є важливим аспектом технології формування пластмас.
Асортимент матеріалів, які використовуються у екструзії, дуже широкий і варіюється в залежності від потреб застосування. Популярні матеріали включають поліетilen, який є витратним і гнучким, але може не мати такої сили, як інші варіанти. Поліпропілен пропонує високу хімічну стійкість і силу, проте він може бути більш хрупким при низьких температурах. Полівинилхлорид (PA) цінується за свою силу і жорсткість, але може не бути таким температурно стійким. Кожен матеріал має унікальні властивості, які повинні відповідати призначенню кінцевого продукту, що підкреслює важливість вибору матеріалу у технології екструзійного формування.
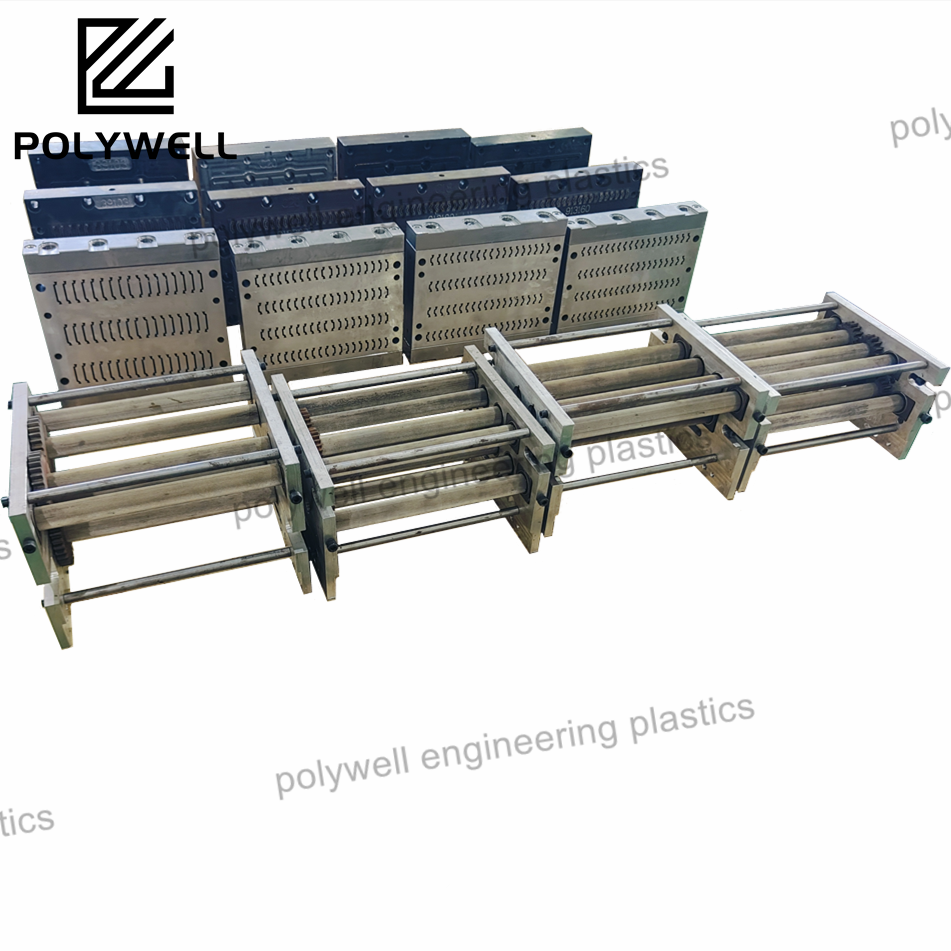
Проектування екструзійної матриці є фундаментальним для забезпечення ефективної роботи матриці та якості кінцевого продукту. Критичні характеристики, такі як довжина плоскої частини, зазор матриці та проектування каналу потоку суттєво впливають на процес екструзії. Довжина плоскої частини відноситься до прямолінійної секції матриці, яка може допомогти досягти рівномірного розширення при екструзії, тоді як зазор матриці визначає товщину або ширину екструованого продукту. Ці особливості проектування забезпечують рівномірний потік матеріалу, підтримуючи цілісність та форму кінцевого продукту.
Геометрія матриці є вирішальним фактором при визначенні форми і розміру кінцевого екструзійного продукту. Добре спроектована матриця враховує зменшення матеріалу і розпучення матриці, забезпечуючи те, що продукт, що виходить з матриці, відповідає запланованим розмірам. Наприклад, прості геометричні конструкції можуть призвести до меншого напруження матеріалу і сприяти більш рівномірній швидкості охолодження, зменшуючи ймовірність викривлення продукту. Інновації у дизайну матриць, такі як ті, які бачать у складних багатошарових профілях, демонструють здатність промисловості розширювати межі, виробляючи складні форми, одночасно підтримуючи якість продукту.
Матеріали для термального розриву відіграють ключову роль у підтриманні стабільної температури в екструзійних матрицях, що є важливим для забезпечення високоякісних екструзійних продуктів. Ці матеріали спеціально розроблені для мінімізації передачі тепла між матрицею та екструованою пластмасою, предотвращуючи раннье охолодження і допомагаючи підтримувати стійкий процес екструзії. Керуючи температурними коливаннями, матеріали для термального розриву значно покращують якість процесу екструзії.
Застосування ефективних матеріалів термозриву дозволило промисловості досягти значних виграшів у продуктивності. Наприклад, стабільна температура форми зменшує кількість дефектів, таких як викривлення і нерівна товщина стінок, що призводить до меншого витрати матеріалу та більш надійного виробництва. На жаль, дослідження показують, що використання матеріалів термозриву може підвищити ефективність виробництва на 30%, що підкреслює їх важливість у процесі екструзії. Інтеграція матеріалів термозриву є свідченням про триваючі інновації, спрямовані на оптимізацію технології екструзії.
Щоденні процедури очищення форм для екструзії пластмас
Забезпечення чистоти форм екструзії є ключовим фактором для підтримки їх ефективності та довговічності. Щоденні процедури очищення повинні строго виконуватися, щоб запобігти накопиченню матеріалу, що може негативно вплинути на продуктивність форми. Ось поетапні процедури очищення:
Видаліть зайвий матеріал : Перед початком переконайтеся, що весь зайвий матеріал видалено з поверхні форми.
Пристрій для очищення : Покладіть форму до печі і нагрійте її.
Детальна пневматична чистка : Після того, як час нагріву вийде, витягніть форму. Після того, як форма охолоне, пневматично почистіть її дотепер, щоб уникнути будь-яких залишків, які можуть пошкодити процес пластмасової формування.
За допомогою виконання послідовних протоколів очищення ми можемо значно продовжити термін служби екструзійних форм та покращити якість продукції.
Щотижні перевірки екструзійних форм є важливими для виявлення шаблонів зносу на ранньому етапі. Виявляючи проблеми на початковому етапі, ми можемо запобігти дорогим ремонтам та забезпечити неперервну роботу обладнання. Ось повний перевірний список для проведення перевірок:
Впровадження таких переліків перевірок допоможе зберігати форми в оптимальному стані, запобігаючи непередбачуваним простоям та продовжуючи їх термін експлуатації.
Щомісячне смазування та вирівнювання є ключовими для оптимальної роботи екструзійних форм. Правильні техніки смазування можуть зменшити трущі, таким чином покращуючи продуктивність та зменшуючи знос. Виконайте ці кроки для ефективного обслуговування:
За допомогою впровадження цих протоколів смазування та вирівнювання ми можемо підвищити тривалість та ефективність форм, що призведе до кращих кінцевих продуктів.
Керування температурою всередині екструзійних матриць є ключовим для оптимізації продуктивності форми. Різні матеріали вимагають конкретних діапазонів температури під час екструювання для досягнення бажаної консистенції та якості. Наприклад, поки поліетilen може вимагати нижчої температури обробки, матеріали, такі як PA, часто потребують вищих температур для забезпечення правильного потоку та уникнення знищення. Технології, такі як сучасні системи термального регулювання, можуть моніторити та коригувати ці температури в реальному часі, підтримуючи оптимальні умови. Крім того, вивчаючи випадок заводу, що використовує ці стратегії, виявлено 15-процентний рост загальної продуктивності форми, що демонструє переваги точного контролю температури.
Аналіз потоку матеріалу є центральним у оптимізації технології формування пластмас, оскільки він покращує використання матеріалів та збільшує ефективність. Аналіз потоку включає дослідження того, як матеріали рухаються через форму, забезпечуючи рівномірне розподілення без застрічок. Симуляційне програмне забезпечення, таке як Moldflow або Autodesk, дозволяє проводити детальний аналіз, який передбачає та виправляє проблеми до початку виробництва. За даними промисловості, виробники, які використовують таке програмне забезпечення, повідомили про зменшення викидів матеріалів на 25%, що підкреслює важливість цих аналізів. Оптимізуючи шаблони потоку, покращується не тільки ефективність матеріалу, але й значно підвищується якість кінцевих продуктів екструзії.
Тиск відіграє ключову роль у визначенні стійкості та якості профілів екструзії. Рівномірний та керований тиск є найважливішим фактором для забезпечення того, щоб матеріал заповнював кожну частину форми без пор otherwise або дефектів. Відрасні стандарти інструментів для контролю тиску, таких як трансдюсерів та сенсорів, надають критичні дані в реальному часі, які забезпечують підтримку стабільного рівня тиску. Знайдення з різних відрасних опитувань свідчать, що об'єкти, які фокусуються на строгому контролі тиску, показали до 30% збільшення стійкості якості своїх профілів екструзії. Отже, ефективний контроль тиску не тільки захищає якість продукції, але також покращує загальний надійність та ефективність виробництва.
Загарнення матеріалу у системах гарячого каналу є поширеною проблемою у технології формування пластмас. Це загарнення часто виникає через завдовжений час задержки, надмірне нагрівання або абразивні додатки у використовуваних пластикових матеріалах. Ці фактори можуть призвести до термічної розкладу матеріалу, що спричинить зміну кольору, втрату механічних властивостей або навіть повний розпад матеріалу. Щоб мінімізувати загарнення, необхідно реалізувати солідний графік профілактичного технічного обслуговування. Регулярне контролювання температурних налаштувань та забезпечення їхнього входження у рекомендований діапазон для певних матеріалів може запобігти перегріванню. Крім того, застосування корегуючих заходів, таких як очищення системи під час зупинок, допомагає вилучити залишки матеріалу, мінімізуючи ризики загарнення. Приклад із промисловості стосується провідного виробника автocomпонентів, який значно зменшив загарнення полімерів шляхом впровадження систем реального часу, що привело до покращення тривалості форми та якості продукції на 20%.
Нерівноважність потоків у багатокамерних формах виникає, коли розподіл потоку матеріалу між камерами є нерівномірним, часто через варіації розміру камер, проектування каналів або температурних градієнтів. Ці нерівноважності можуть призвести до несумісної якості продукції та збільшення витрат матеріалу. Виявлення цих проблем є критичним і можливо за допомогою симуляційного програмного забезпечення для аналізу та візуалізації потокових шаблонів. Корегуючі техніки, такі як корекція проекту каналів або налагодження параметрів процесу, можуть виправити ці нерівноважності. За статистикою промисловості, компанії, які ефективно вирішують проблеми нерівноважності потоку у своїх процесах, повідомляють про підвищення продуктивності до 15%. Зabezпечуючи рівномірний розподіл, виробники можуть покращити стійкість та ефективність своїх процесів екструзії пластмас.
Дефекти поверхні, такі як царапини, пальові знаки та нерівні покриття, є поширеними викликами при екструзії пластмас. Причинами часто стають некоректне проектування матриці, забруднення матеріалу або неправильна термічна настройка. Щоб вилучити ці дефекти, необхідно реалізувати корегуючі заходи. Регулярна чистка матриць, використання точного проектування матриці та забезпечення відповідного керування температурою є ефективними стратегіями. Експерти радять підтримувати стабільний термічний профіль протягом всього процесу екструзії та використовувати сучасні системи моніторингу для виявлення відхилень на ранньому етапі. За допомогою цих найкращих практик компанії можуть значно покращити якість поверхні своїх профілів екструзованих пластмас, що поліпшує загальну естетичну та функціональну властивості кінцевого продукту.
Правильне зберігання екструзійних матриць є критичним для запобігання корозії та пошкодження. Оптимальні умови зберігання забезпечують те, що матриці зберігаються в чистому, сухому середовищі з контролюваною вологістю та температурою. Як вказано Американською асоціацією тестування та матеріалів (ASTM), для довгострокового зберігання більше шести місяців рекомендується використовувати довготривалі засоби проти ржавчини, такі як олієві покриття проти ржавчини. Це запобігає ржавчині та підтримує функціональність. Крім того, якщо форма зберігається більше року, необхідно провести її перевірку та повторно застосувати засіб проти ржавчини. Цей проактивний підхід допомагає мінімізувати пошкодження через навколишні фактори, такі як вологість та коливання температури.
Щодо захисту екструзійних форм від корозії, існує багато варіантів поверхневої обробки. Ці методи включають електрооболонку, порошкове оциновування та сучасні хімічні обробки. Кожен з них має свою ефективність у запобіганні корозії. За даними досліджень, оброблені форми можуть тривати значно довше, ніж необроблені, деякі методи продовжують життя форм на більше 30%. Наприклад, одне дослідження виявило, що форми з порошковим покриттям демонстрували менший знос, продовжуючи термін експлуатації в середньому на 25%. Такі статистичні дані підкреслюють важливість інвестицій у правильну стратегію поверхневої обробки.
Вибір між відновленням та заміною екструзійних форм залежить від декількох факторів. Основними розглядачами є ступінь зношеності та вартість кожного варіанту. Як правило, відновлення може бути дешевшим на початку порівняно з заміною, але довгострокові переваги нової форми можуть переважувати початкові заощадження, якщо форма досягла кінця свого циклу життя. Для підтримки прийняття рішень необхідно провести аналіз вартості та користі, враховуючи витрати на простої, ефективність виробництва та передбачуваний термін служби. Практичні приклади із реального життя, такі як випадки компаній, які успішно відновили та продовжили життя своїх форм, можуть надати цінні уявлення про практичні аспекти цього рішення.
 Гарячі новини
Гарячі новини
POLYWELL спеціалізується на теплоізоляційних смугах PA66, пропонуючи гранули поліаміду, екструдери, форми, обмотальні машини та комплексні послуги з індивідуалізації.
Місто Чжанцзягань, район Цзінфенг, місто Сучжоу, провінція Джянсу, Китай
Авторське право © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Політика конфіденційності

 EN
EN