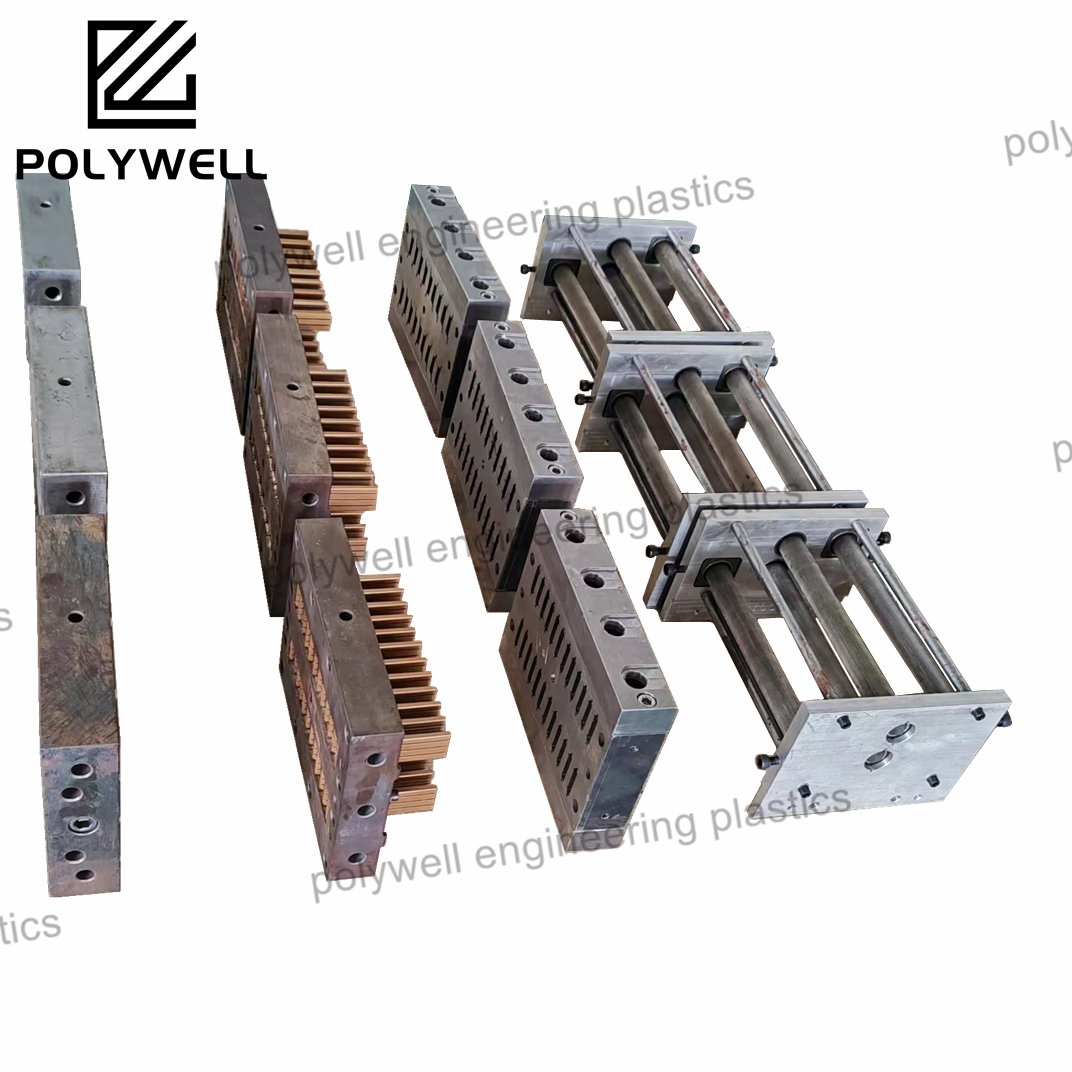
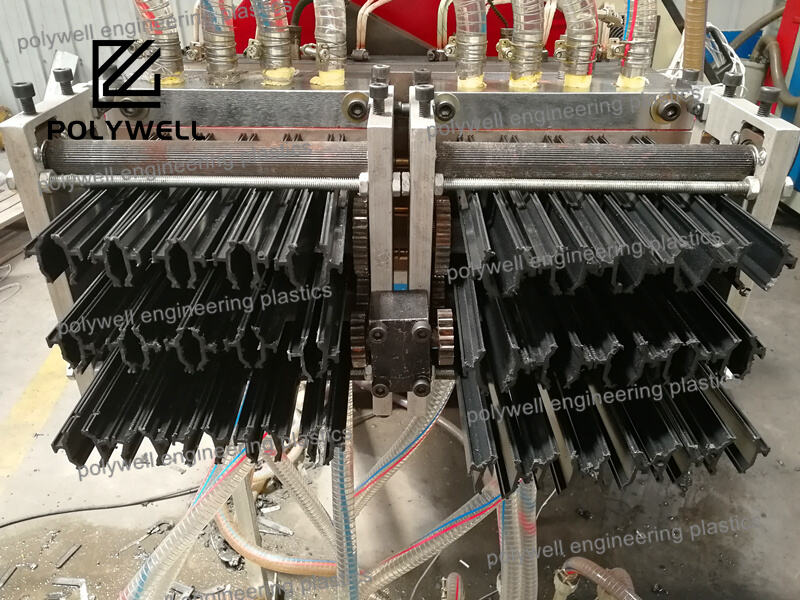
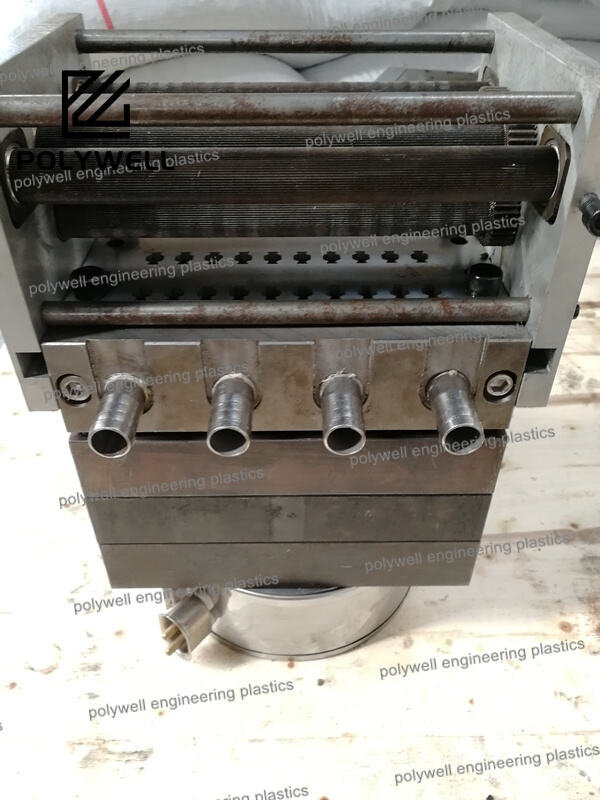
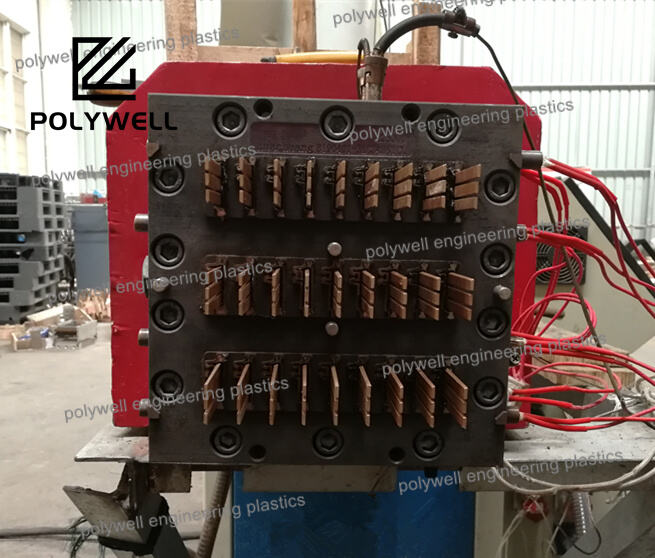
POLYWELL plastový skrutkový extrudér: Optimalizovaný pre extrúziu polyamidových tepelno-izolačných profilov
Táto stránka sa zameriava na plastové skrutkové extrudéry od spoločnosti POLYWELL, ktoré sú navrhnuté so špeciálnou geometriou skrutky na efektívne spracovanie polyamidových materiálov (jadro tepelno-izolačných profilov). Skrutka zabezpečuje rovnomerné roztavenie, miešanie a dopravovanie polyamidových granúl (ako pani Özge použila s úpravami teploty pre „dobré výsledky“). Spoločnosť POLYWELL poskytuje technickú podporu pri kalibrácii otáčok skrutky a teploty, DFM služby na prispôsobenie extrudéra výrobným linkám a servis na mieste na riešenie problémov. Celoživotné školenia pomáhajú klientom udržiavať vysoký výkon, zatiaľ čo spätná väzba od klientov (pán Tiago chváli jednoduchosť obsluhy extrudéra) potvrdzuje spoľahlivosť. Šesťkrokový proces spolupráce zabezpečuje, že výrobcovia dostanú šité na mieru riešenia plastových skrutkových extrudérov pre výrobu polyamidov.
Získajte cenovú ponuku

 EN
EN