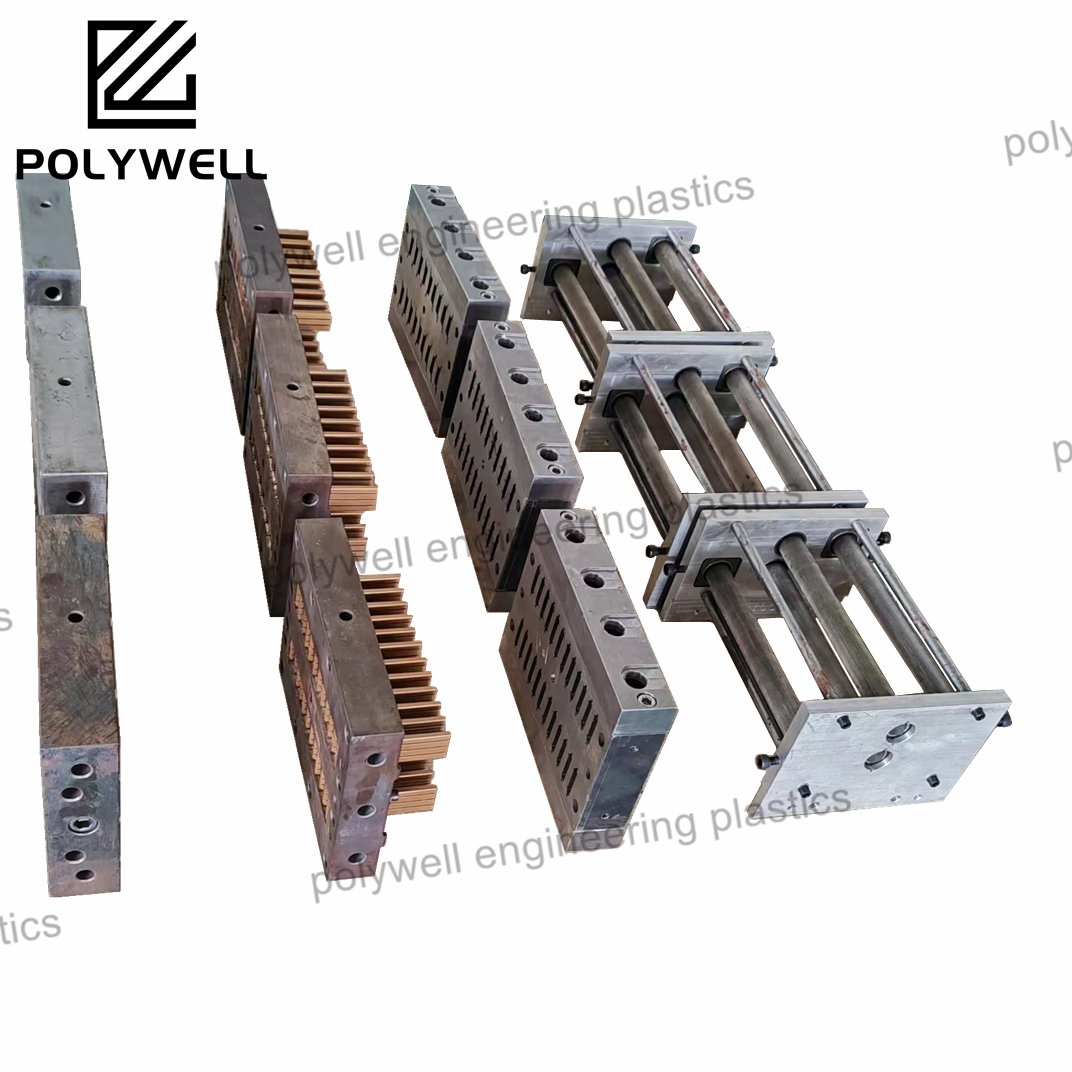
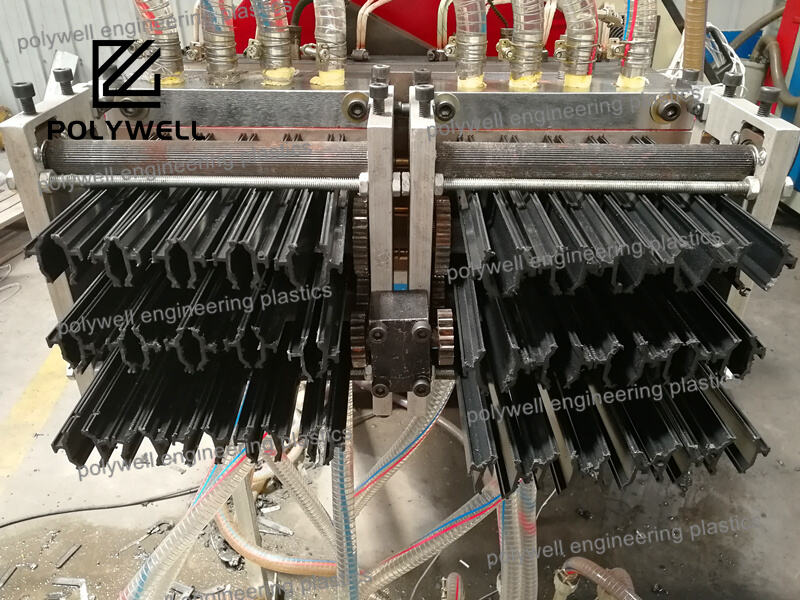
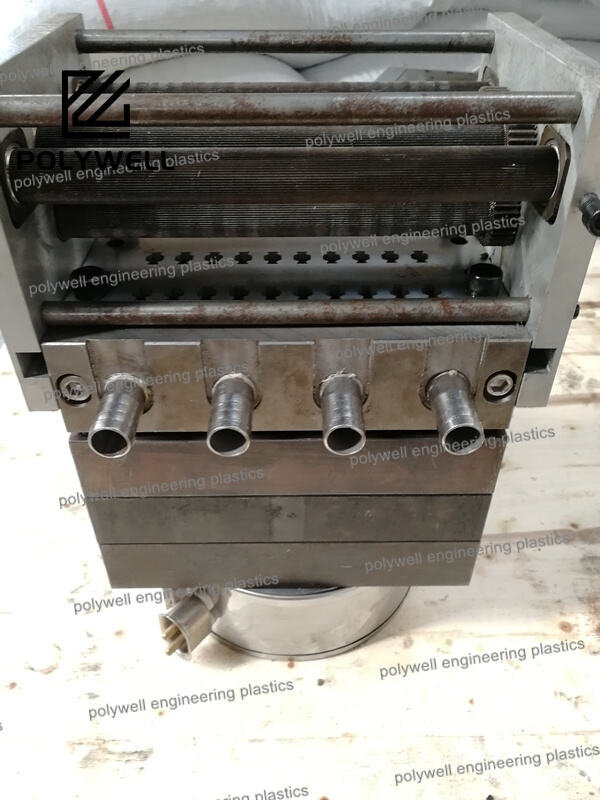
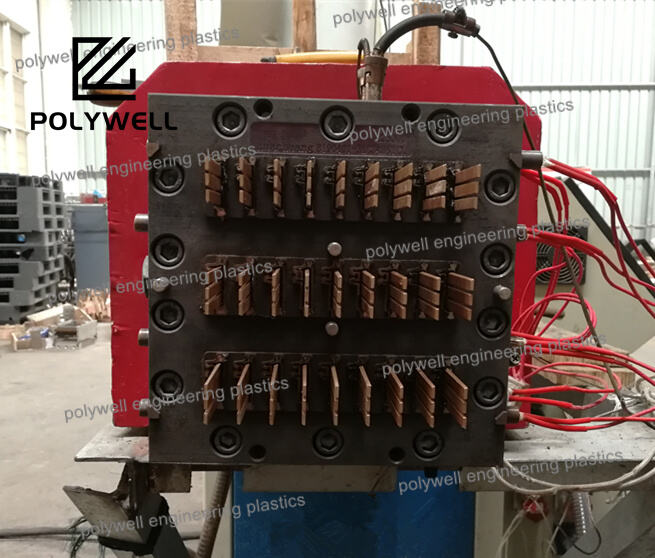
Пластиковый шнековый экструдер POLYWELL: оптимизирован для экструзии полосок термического разрыва из полиамида
На этой странице представлены пластиковые шнековые экструдеры POLYWELL, оснащенные специальной геометрией шнека для эффективной переработки полиамидных материалов (основа полосок термического разрыва). Шнек обеспечивает равномерное плавление, смешивание и транспортировку гранул полиамида (как использовала г-жа Ёзге, корректируя температуру для «хороших результатов»). POLYWELL предоставляет техническую поддержку по настройке скорости шнека и температурного режима, услуги DFM для интеграции экструдера в производственные линии, а также выездные сервисные услуги для устранения неисправностей. Пожизненное обучение помогает клиентам поддерживать высокую производительность оборудования, а отзывы клиентов (например, г-н Тиаго, который хвалил удобство использования экструдера) подтверждают его надежность. Шестиступенчатый процесс сотрудничества гарантирует, что производители получат индивидуальные решения на основе пластиковых шнековых экструдеров POLYWELL для производства полиамида.
Получить предложение

 EN
EN