Конструкция литниковой системы: оптимизация потока материала для литья под давлением
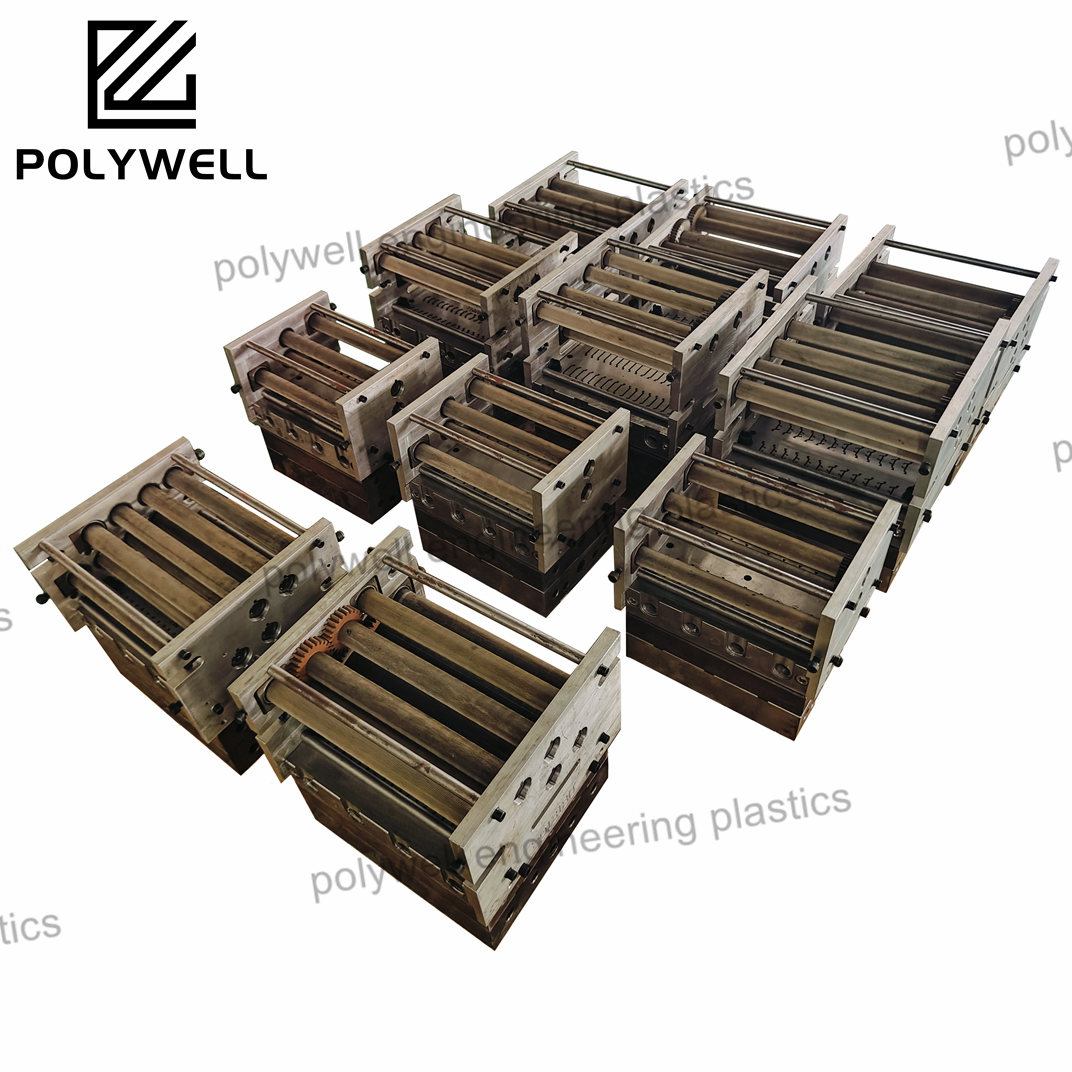
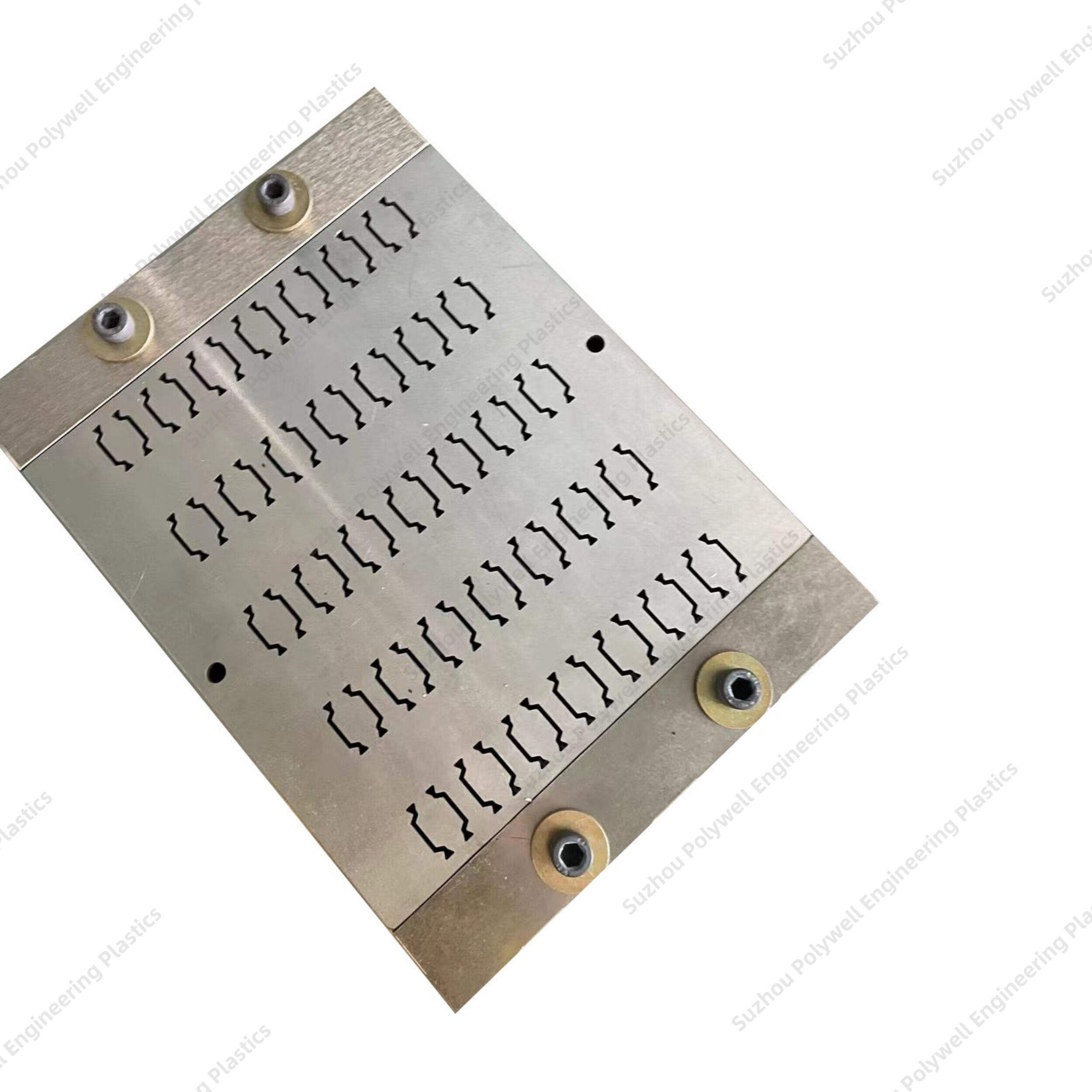
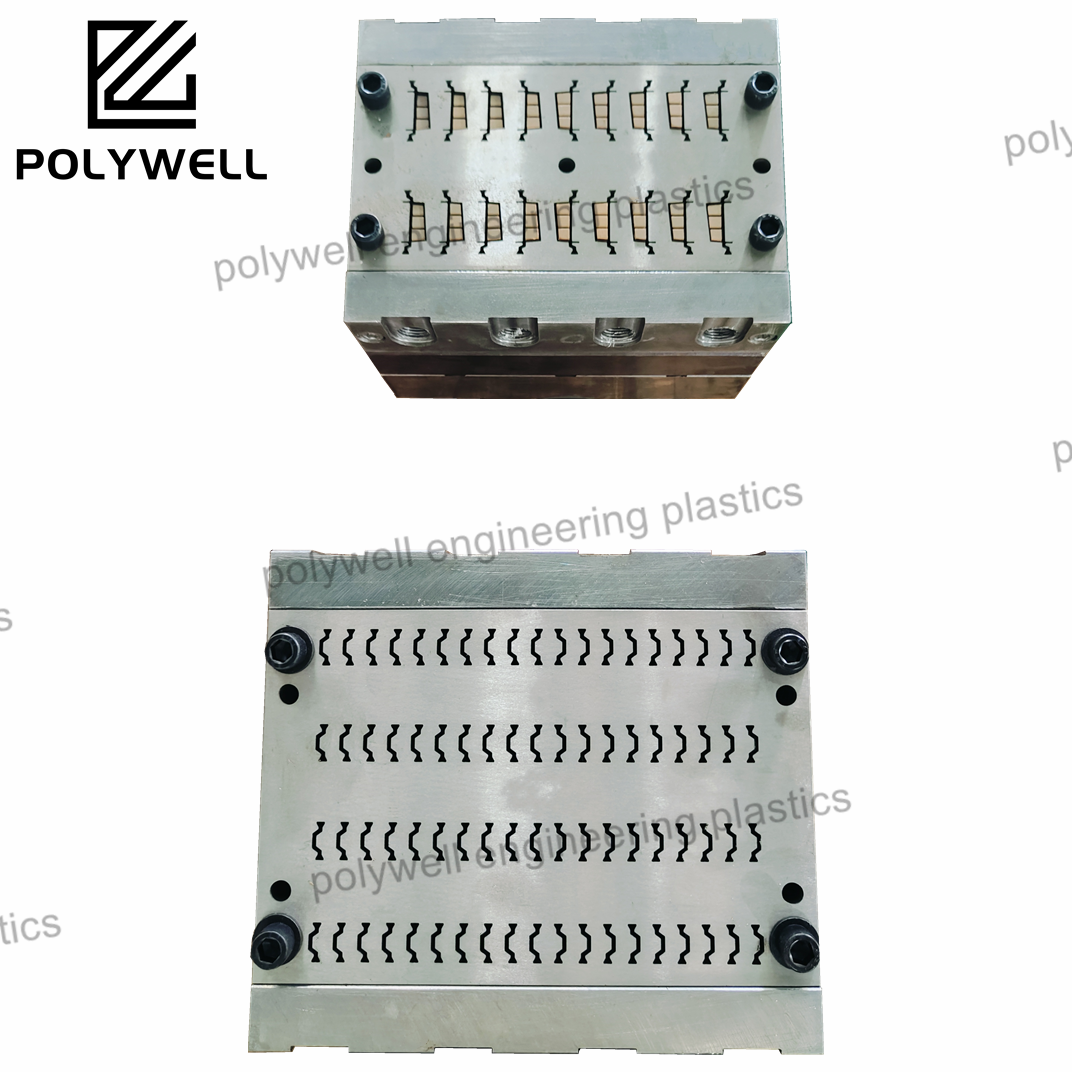
На этой странице рассматривается проектирование литниковых систем — важный аспект процесса литья под давлением, напрямую влияющий на качество изделий и эффективность производства. Описываются различные типы литниковых впускных отверстий (например, литник-ствол, кромочный литник, точечный литник, литник горячей камеры) и критерии их выбора в зависимости от размера детали, геометрии, материала и требований к отделке поверхности. Приведены рекомендации по проектированию: размещение литника (для минимизации следов спайки), размер литника (для контроля времени заполнения и давления) и удаление литника (для последующей отделки). Также представлены сведения о влиянии конструкции литника на распространённые дефекты литья (например, заусенцы, усадочные раковины, воздушные карманы) и о применении инструментов моделирования для проверки и оптимизации конфигураций литниковых систем. Данная страница служит практическим руководством для конструкторов пресс-форм и производителей, стремящихся улучшить процессы литья под давлением за счёт эффективного проектирования литниковых систем.
Получить предложение

 EN
EN