POLYWELL — матрица для экструзии: основной компонент для производства термопрерывистых полос из полиамида
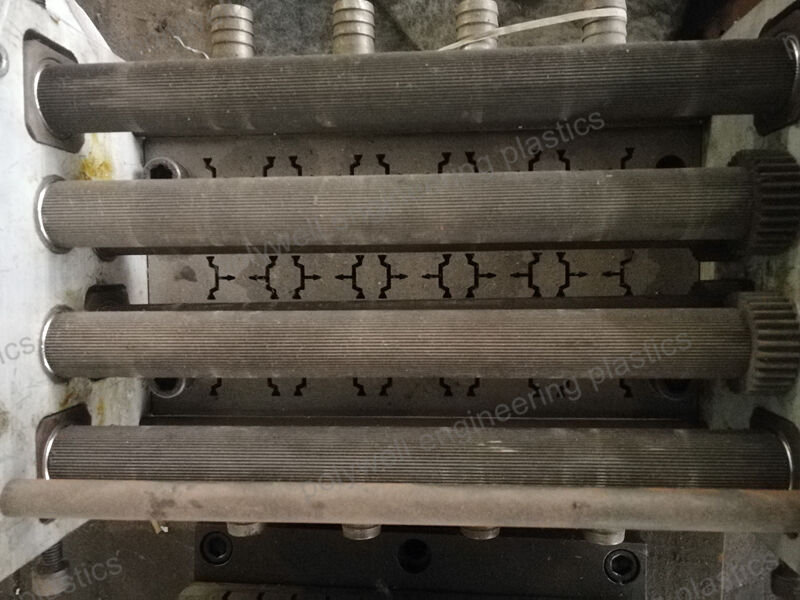
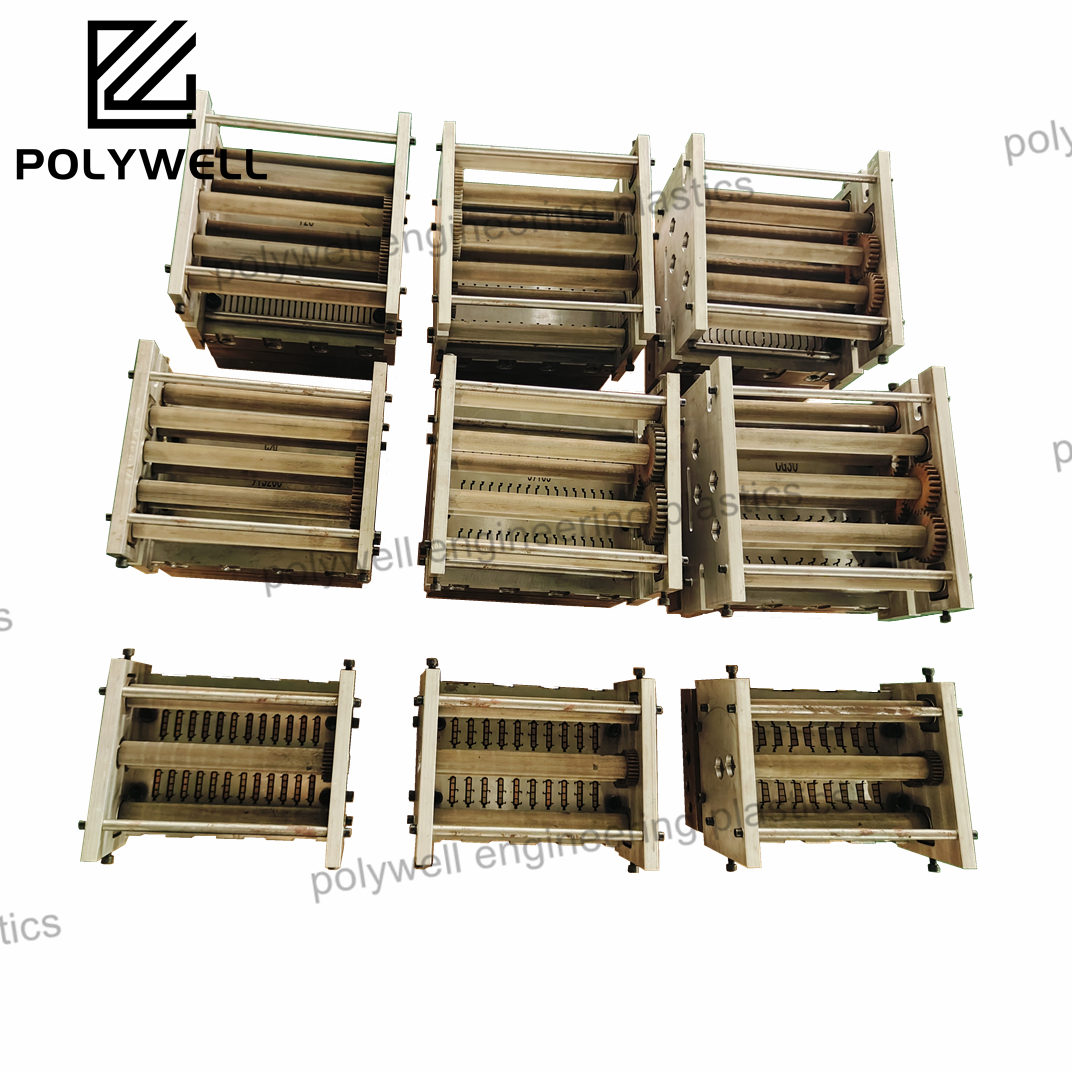
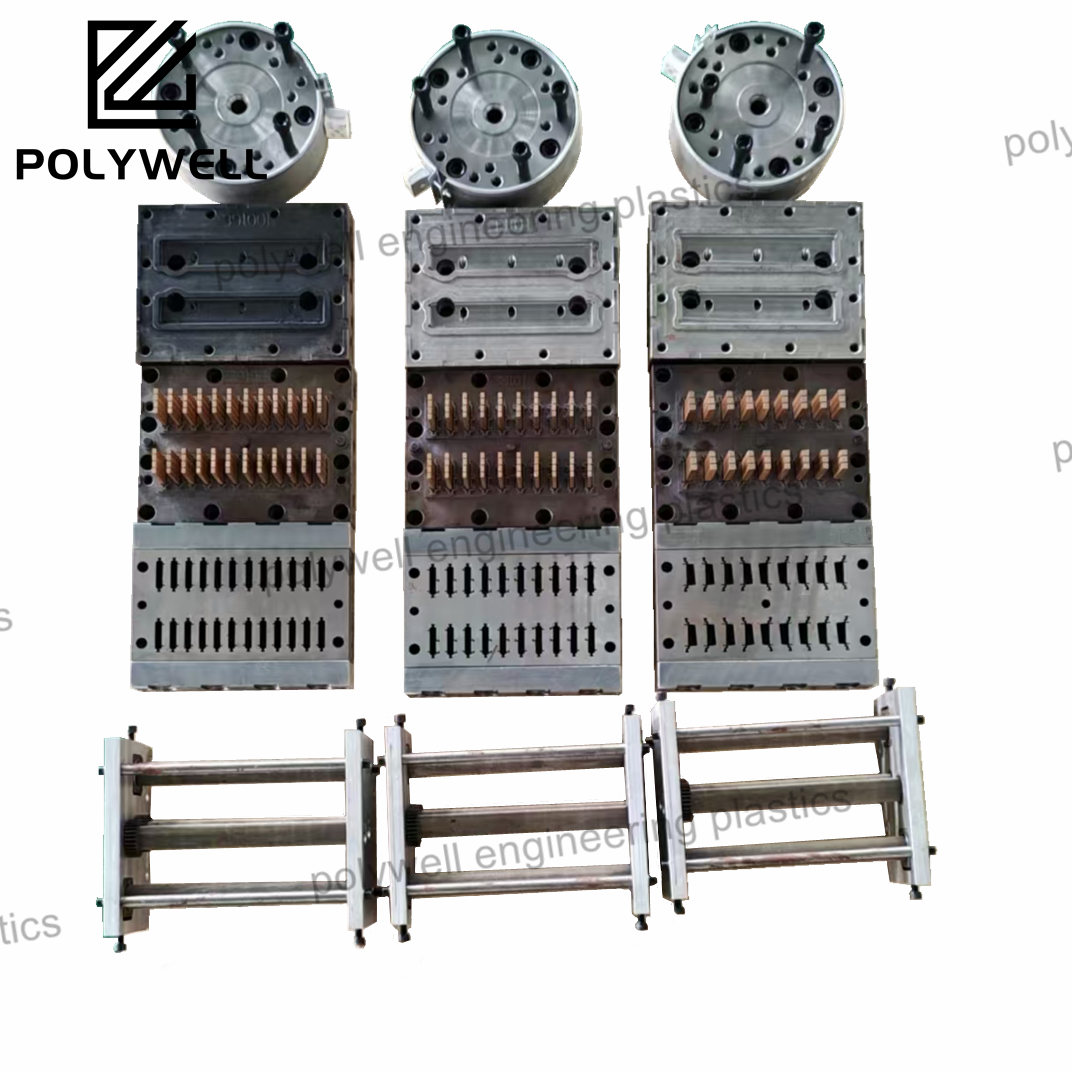
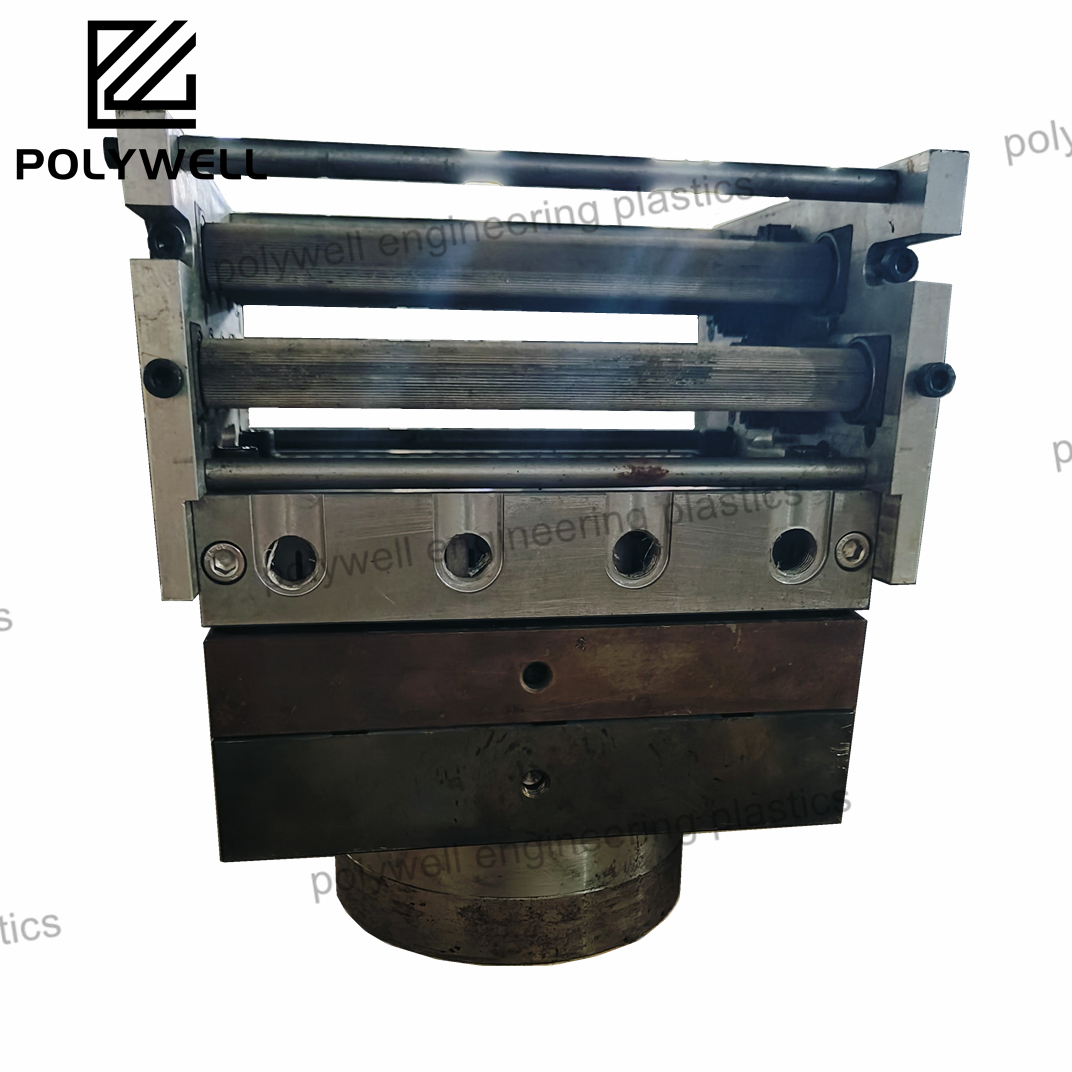
На этой странице объясняется роль матрицы в процессе экструзии при производстве термопрерывистых полос из полиамида, с учетом 15-летнего опыта компании POLYWELL. Матрица для экструзии выполняет функцию формовочного инструмента — превращает расплавленный полиамид в полосы через прецизионные полости. POLYWELL предлагает матрицы различных конструкций (например, для сплошных и пустотелых полос) и предоставляет анализ конструирования для производства (DFM), чтобы избежать дефектов экструзии. Сервис на месте решает проблемы, связанные с матрицами, а клиент г-н Робин подтверждает высокие эксплуатационные характеристики полос. Шестиступенчатый процесс обеспечивает производителям надежные решения по матрицам для экструзии при производстве полиамида.
Получить предложение

 EN
EN