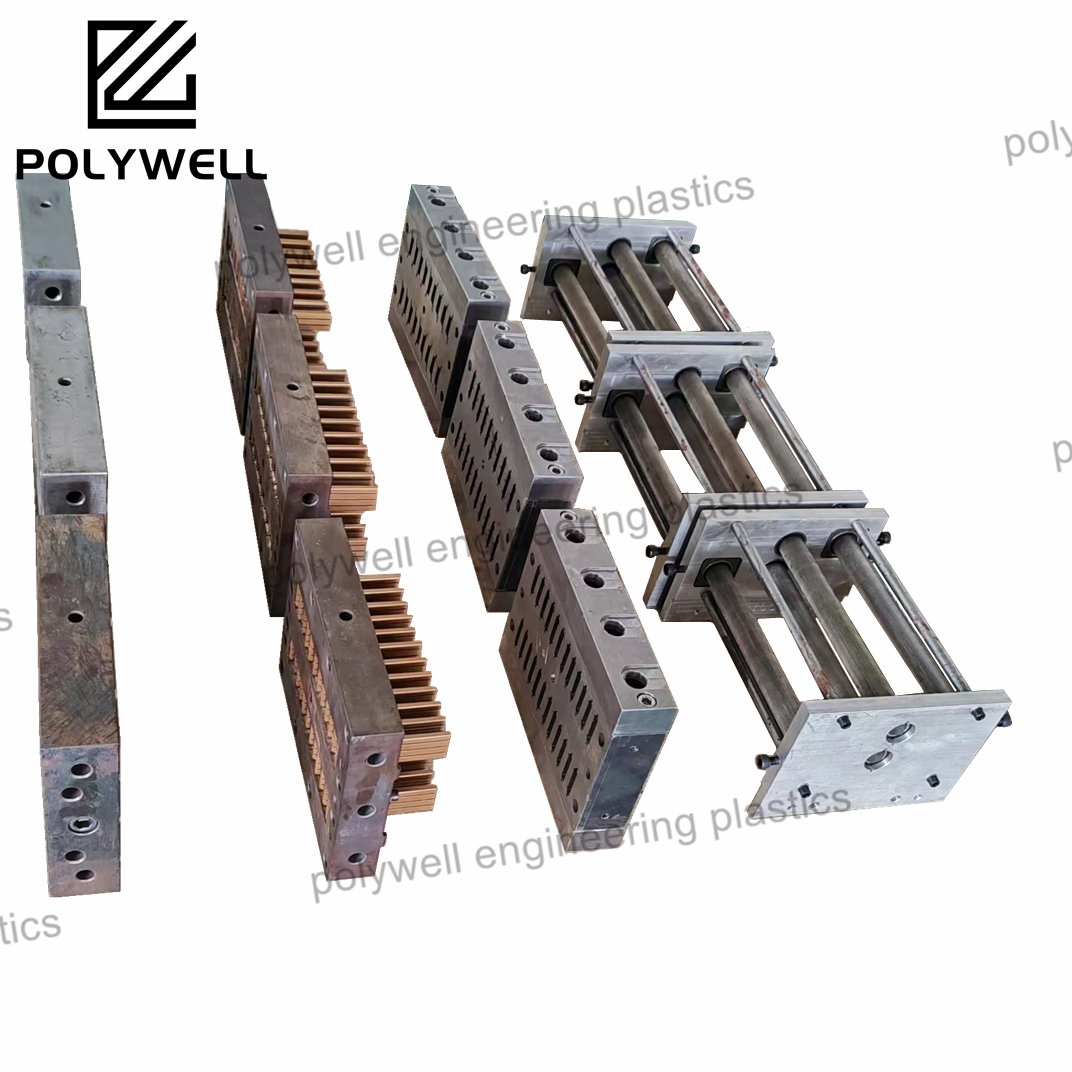
POLYWELL-plastskrueekstruder: Optimalisert for ekstrudering av polyamid varmebruddstrimmel
Denne siden fokuserer på POLYWELLs plastskrueekstrudere, utformet med spesialisert skrugeometri for effektiv håndtering av polyamidmaterialer (kjernen i varmebruddstrimler). Skruen sikrer jevnt smelting, blanding og transport av polyamidgranulater (som fru Özge brukte med temperaturtilpasninger for «bra resultater»). POLYWELL tilbyr teknisk støtte for kalibrering av skruhastighet og temperatur, DFM-tjenester for å justere ekstruder med produksjonslinjer og on-site service for å løse problemer. Livslang opplæring hjelper kunder med å opprettholde ytelsen, mens tilbakemeldinger fra kunder (herr Tiago som roser ekstruderen for brukervennlighet) bekrefter pålitelighet. Det 6-trinns samarbeidsprosessen sikrer at produsenter får skreddersydde løsninger med plastskrueekstruder for polyamidproduksjon.
Få et tilbud

 EN
EN