EN
EN











































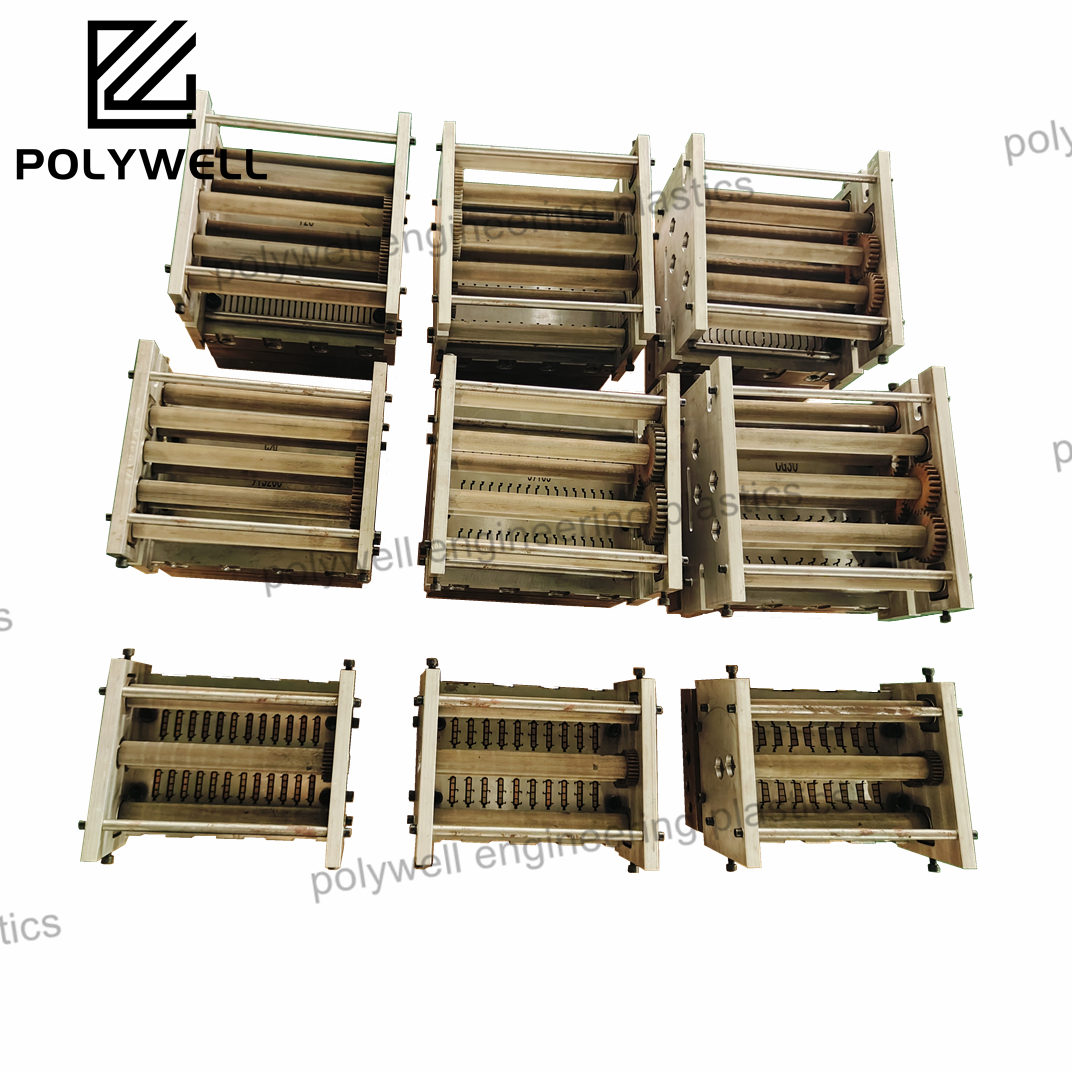
TEHNOLOGIJA OBRADE „BOJANJA POSLIJE UMETANJA“ ALUMINIJSKIH PROFILA S TERMALNIM PREKIDOM OD PA
POLYWELL nudi naprednu tehnologiju bojenja nakon uvođenja PA toplinskih traka za prekid u aluminijumske profile, osiguravajući dugotrajnu boju i odličnu izolaciju za energetski učinkovite sustave prozora i vrata.
PRIKAŽI VIŠE