POLYWELL plastový šnekový extrudér: Optimalizovaný pro extruzi polyamidových tepelně izolačních profilů
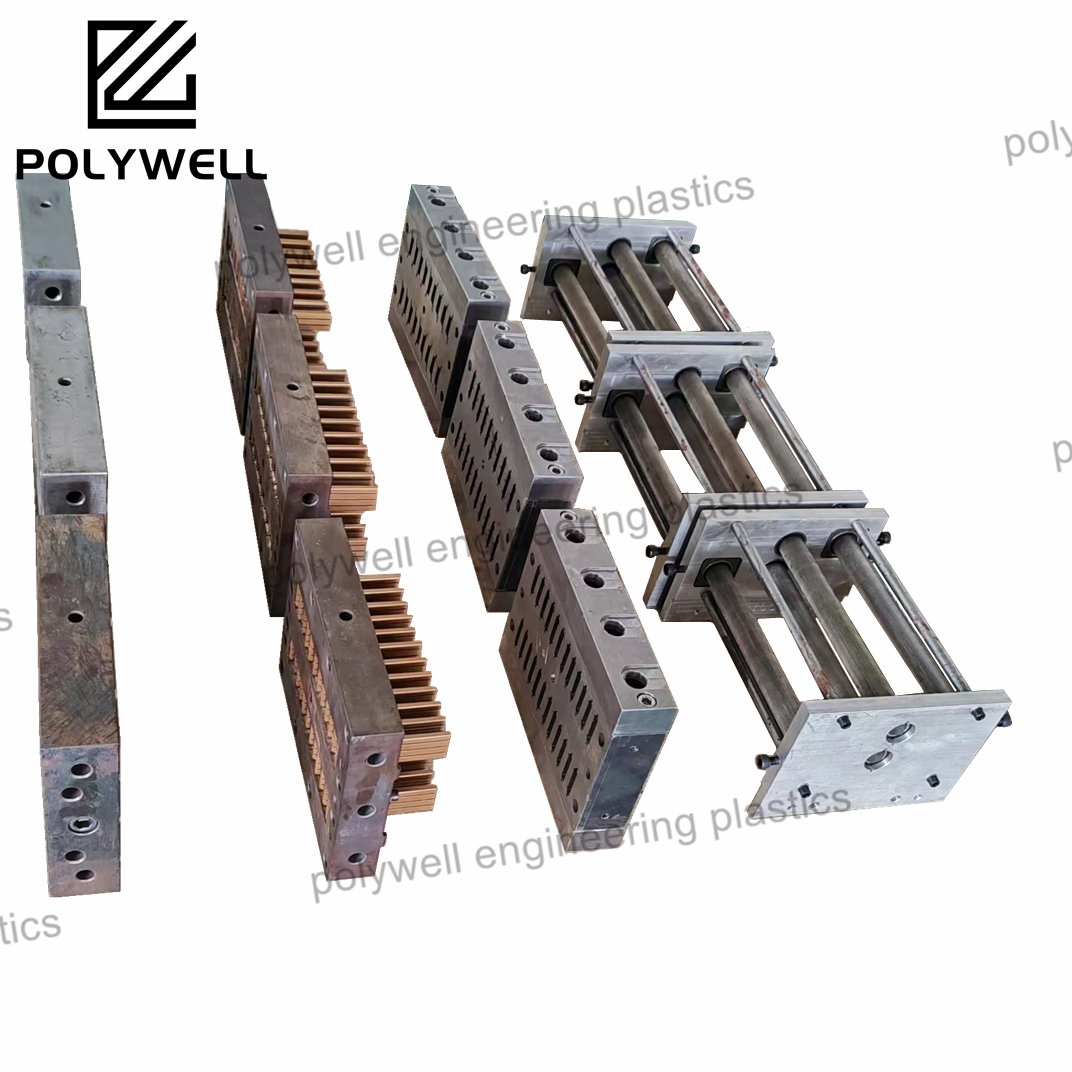
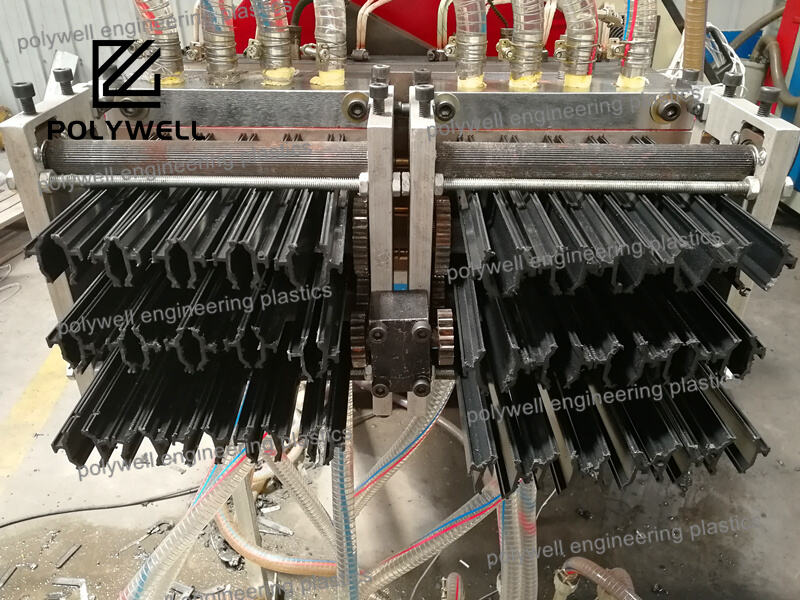
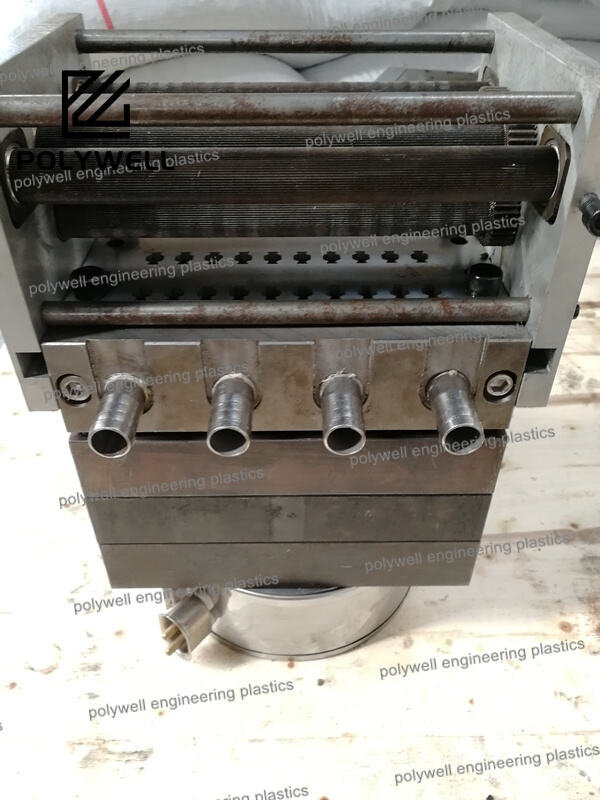
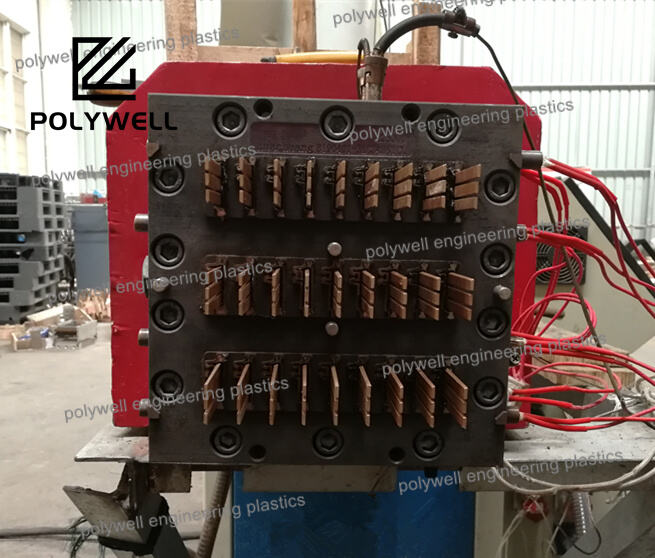
Tato stránka se zaměřuje na plastové šnekové extrudéry POLYWELL, které jsou navrženy se speciální geometrií šneku pro efektivní zpracování polyamidových materiálů (jádro tepelně izolačních profilů). Šnek zajišťuje rovnoměrné tavení, míchání a dopravu polyamidových granulátů (jak paní Özge použila s úpravami teploty pro „dobré výsledky“). POLYWELL poskytuje technickou podporu pro kalibraci otáček šneku a teploty, DFM služby pro integraci extrudéru do výrobních linek a servis na místě pro řešení problémů. Celoživotní školení pomáhá klientům udržovat vysoký výkon, zatímco zpětná vazba od klientů (pan Tiago chválí snadnost ovládání extrudéru) potvrzuje spolehlivost. Šesti krokový proces spolupráce zajišťuje, že výrobci získají přizpůsobená řešení plastových šnekových extrudérů pro výrobu polyamidu.
Získat nabídku

 EN
EN