EN
EN










































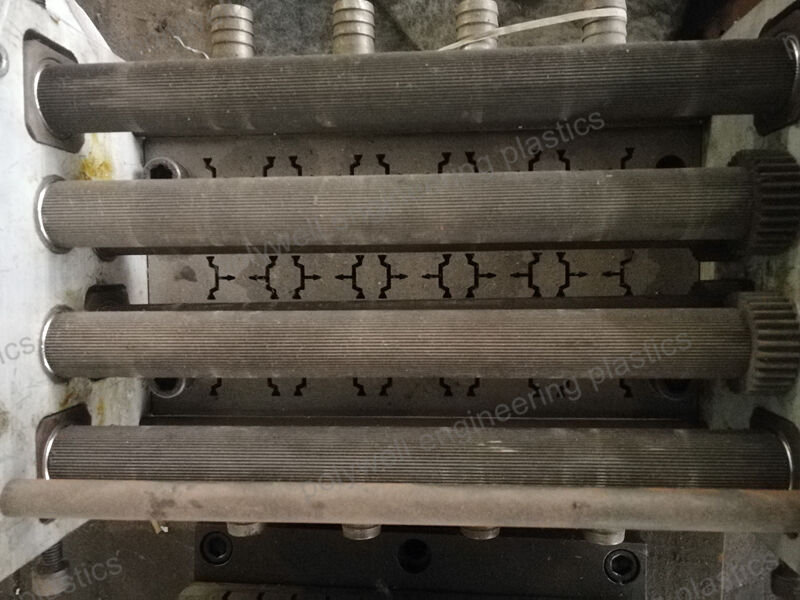

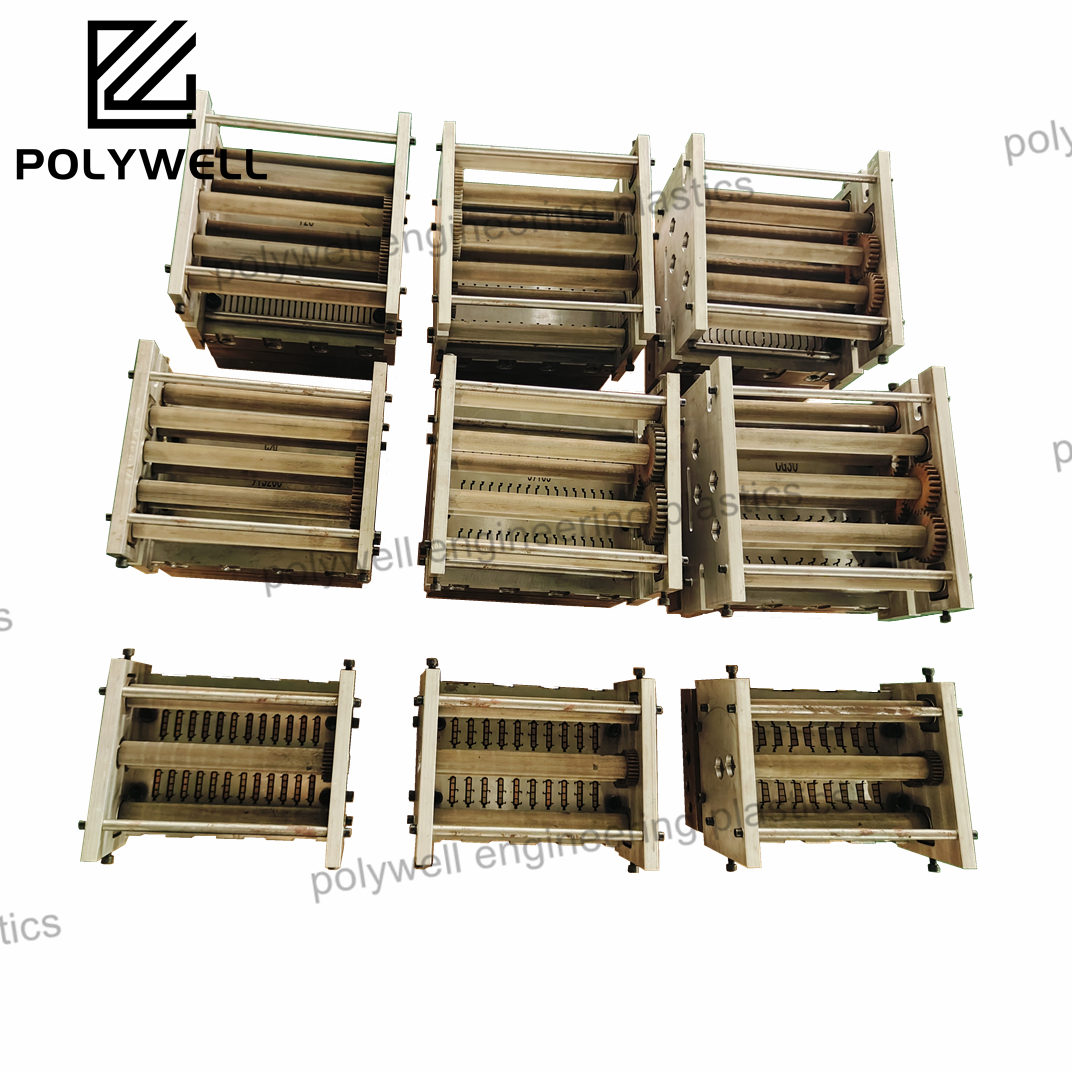
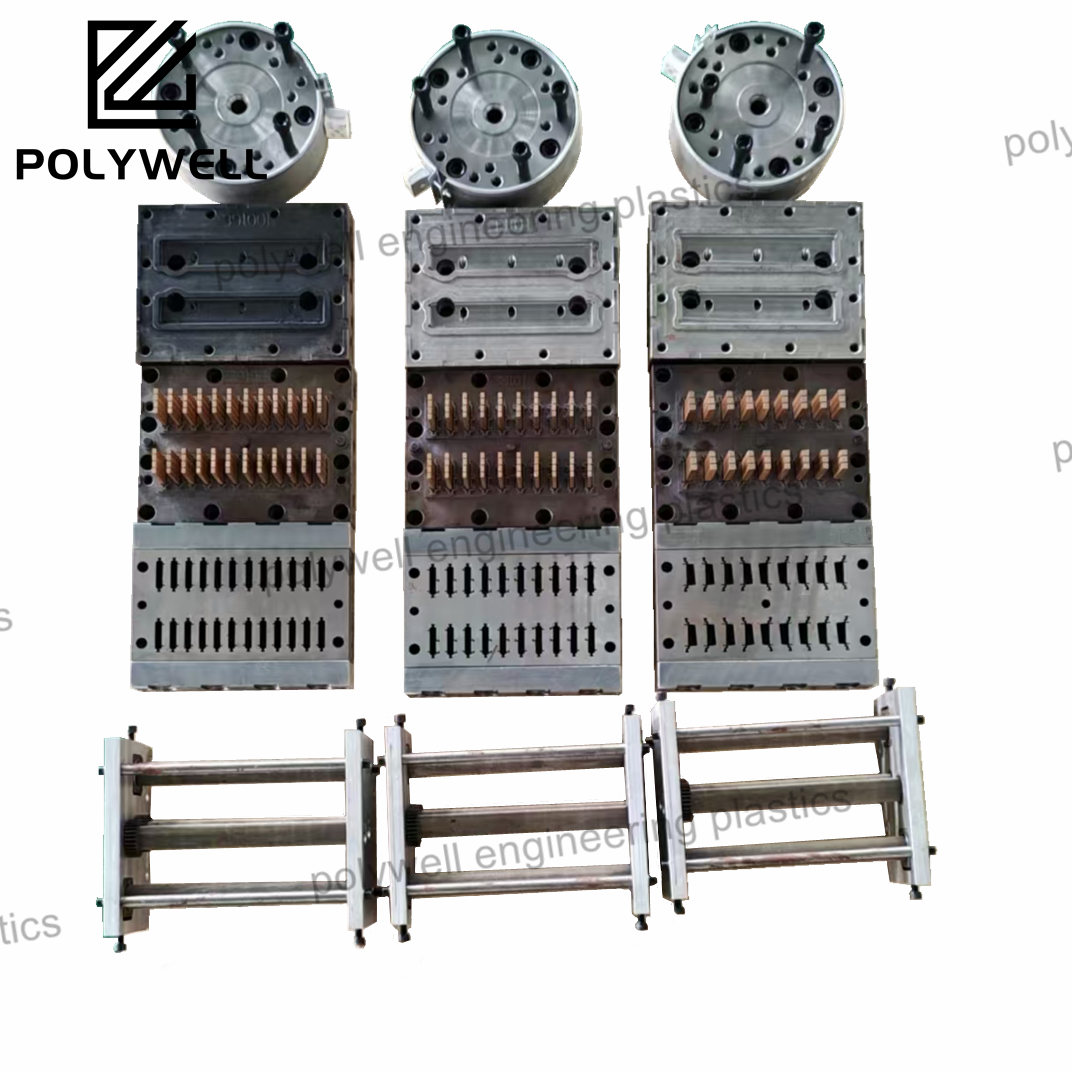
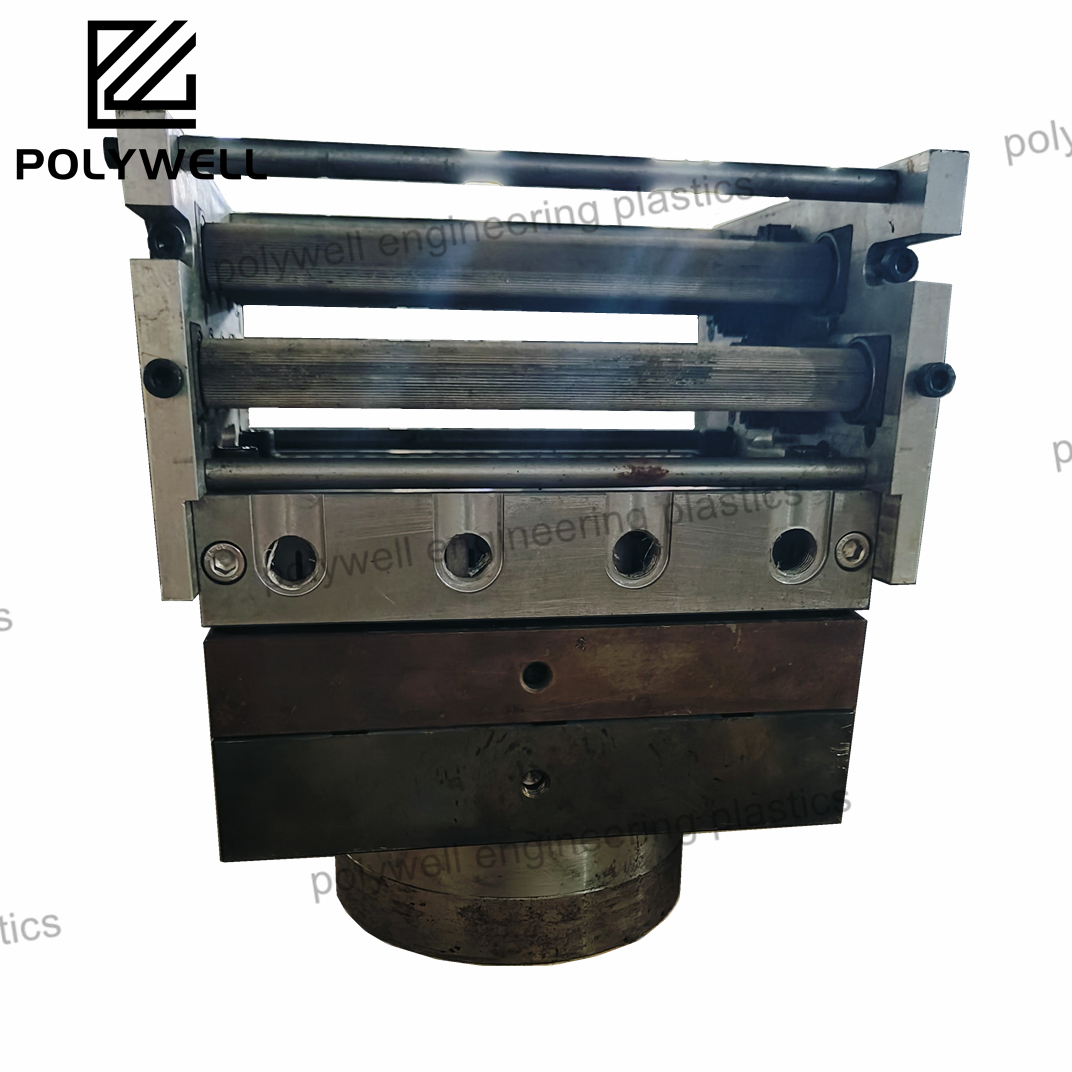
PA TƏRMEK QIRIM ALUMİNYUM PROFİLƏRİNİN „DAXİL OLMAQDAN SONRA RƏNGLƏNDİRİLMƏ“ İŞLƏM TƏKNOLΟGİYASİ
POLYWELL, PA tərmek qırım şeritlərinin aluminyum profilə daxil edilmədən sonra rəngləndirmə texnologiyasını təklif edir, enerji effektivlikli pəncərə və qapı sistemləri üçün uzun müddətli rəng və münasib ısıl izolyasiyayı təmin edir.
DAHA ÇOXUNA BAX