EN
EN










































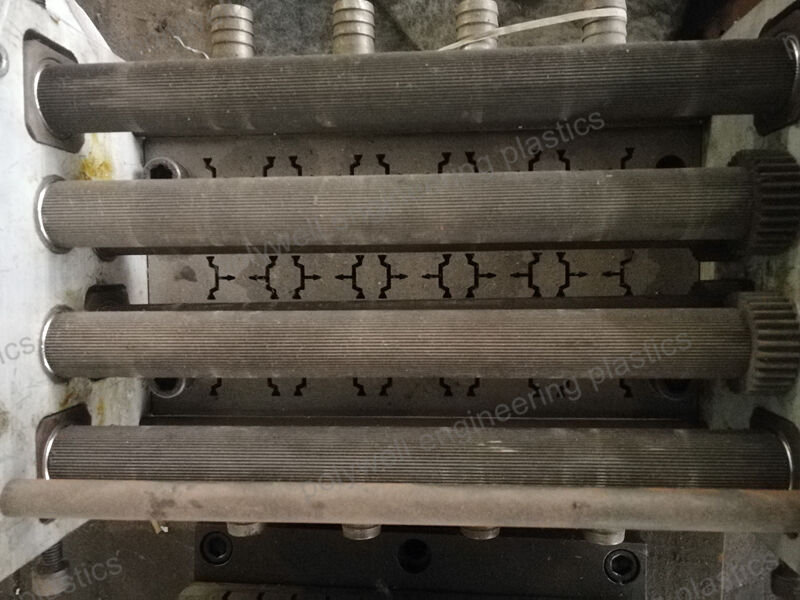

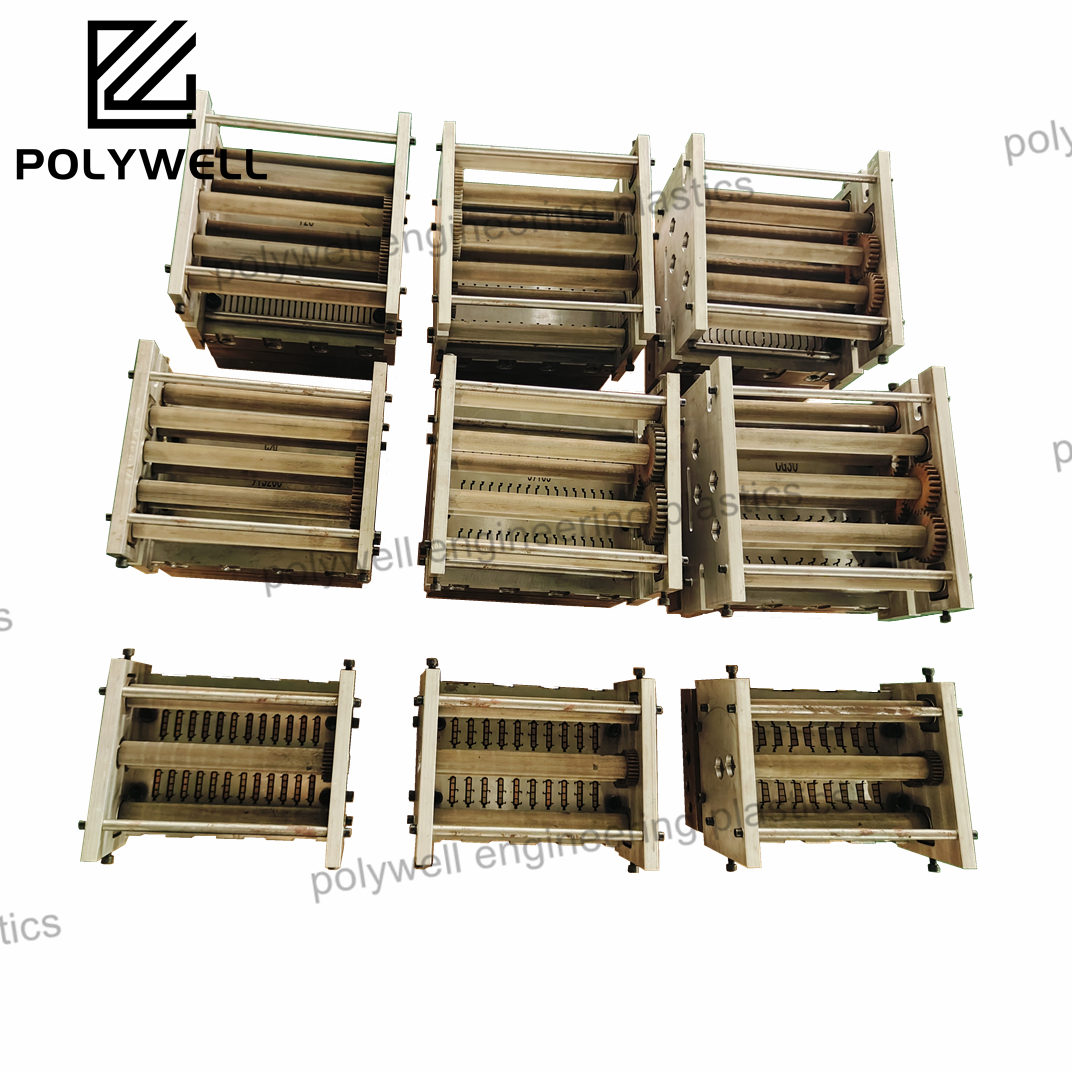
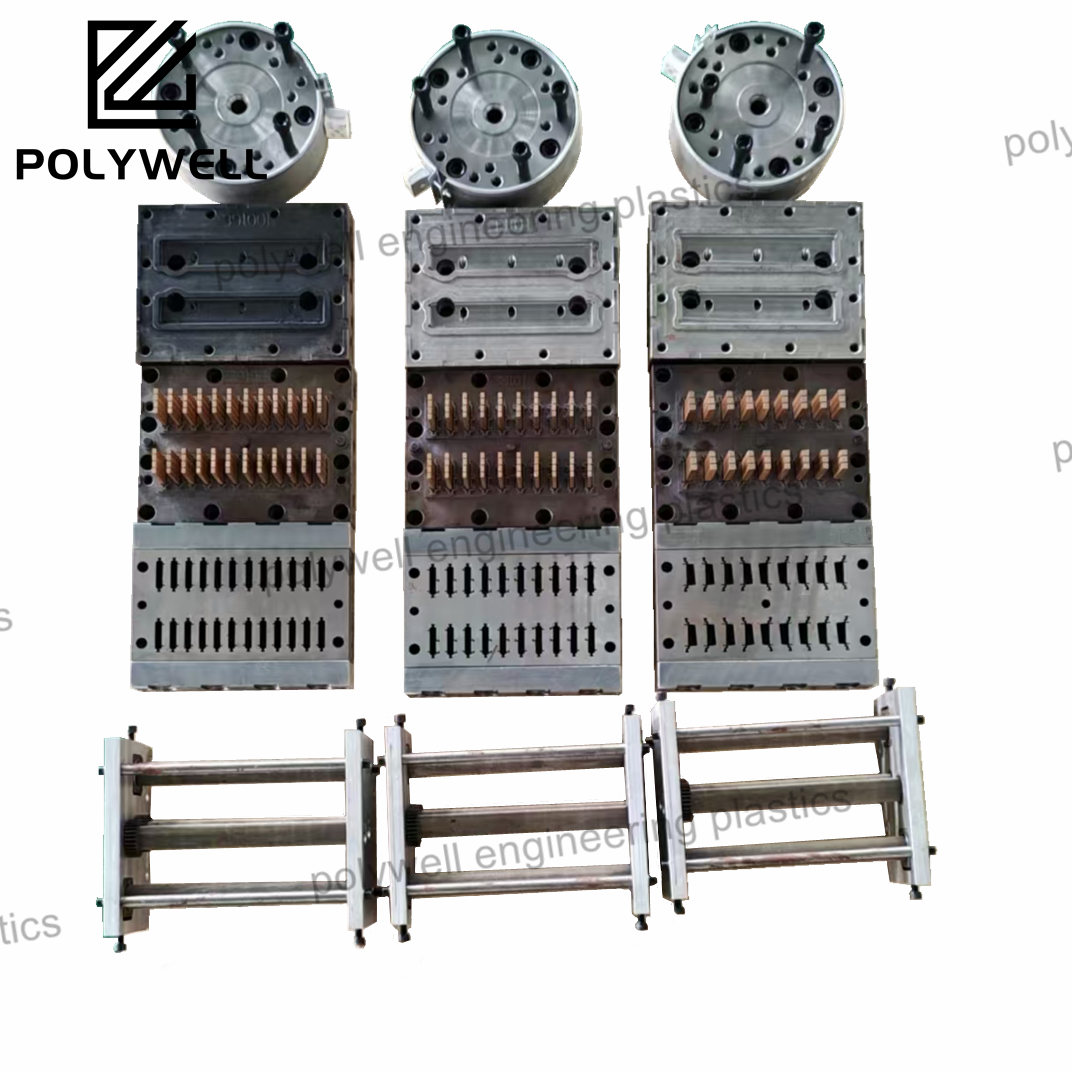
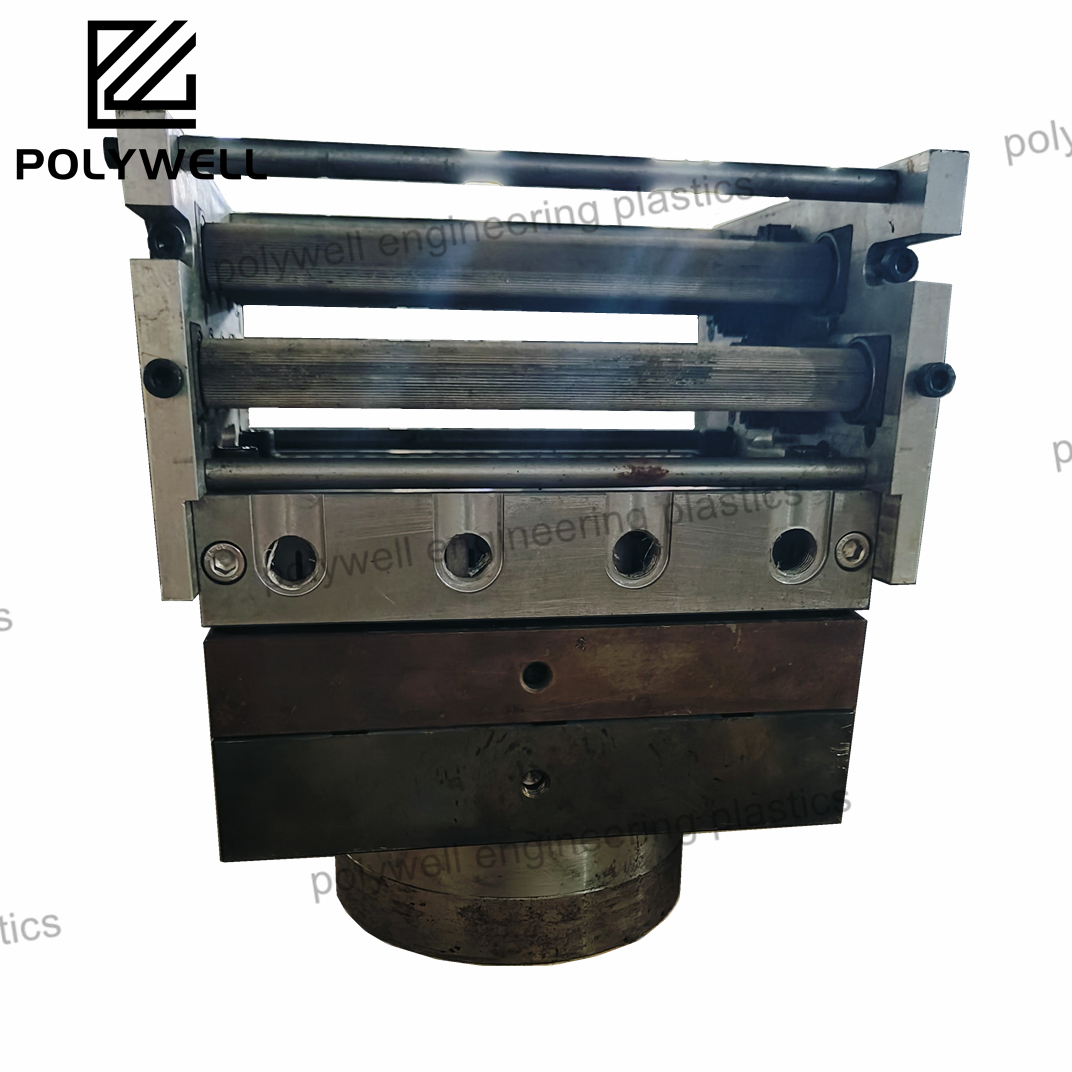
تكنولوجيا معالجة "الطلاء بعد الإدراج" للملفات الألمنيومية المقاومة للحرارة PA
تقدم POLYWELL تقنية طلاء متقدمة بعد إدراج شرائح عازلة حرارية PA في ملفات الألمنيوم، مما يضمن بقاء اللون لفترة طويلة والعزل الممتاز لأنظمة النوافذ والأبواب الموفرة للطاقة.
عرض المزيد