EN
EN










































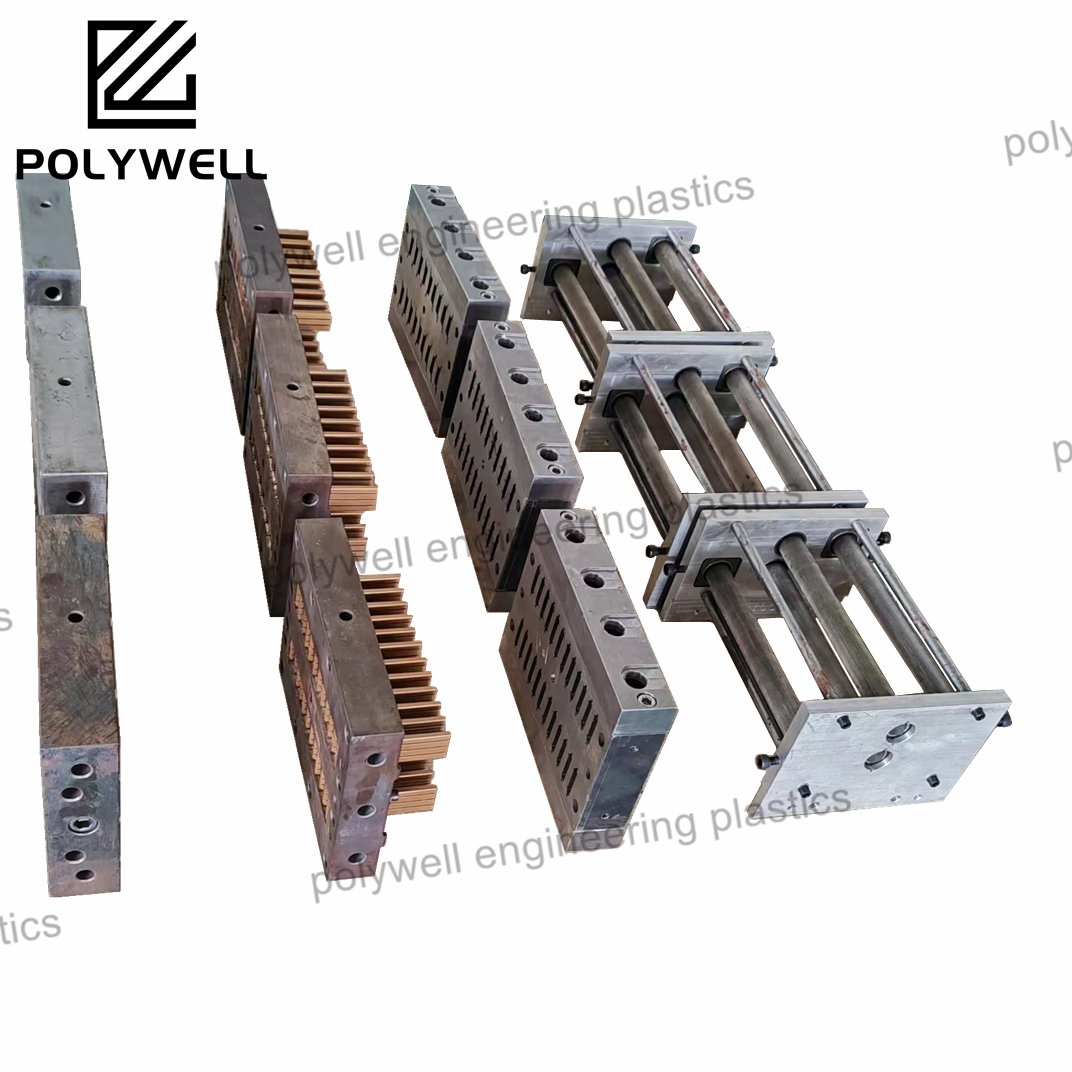
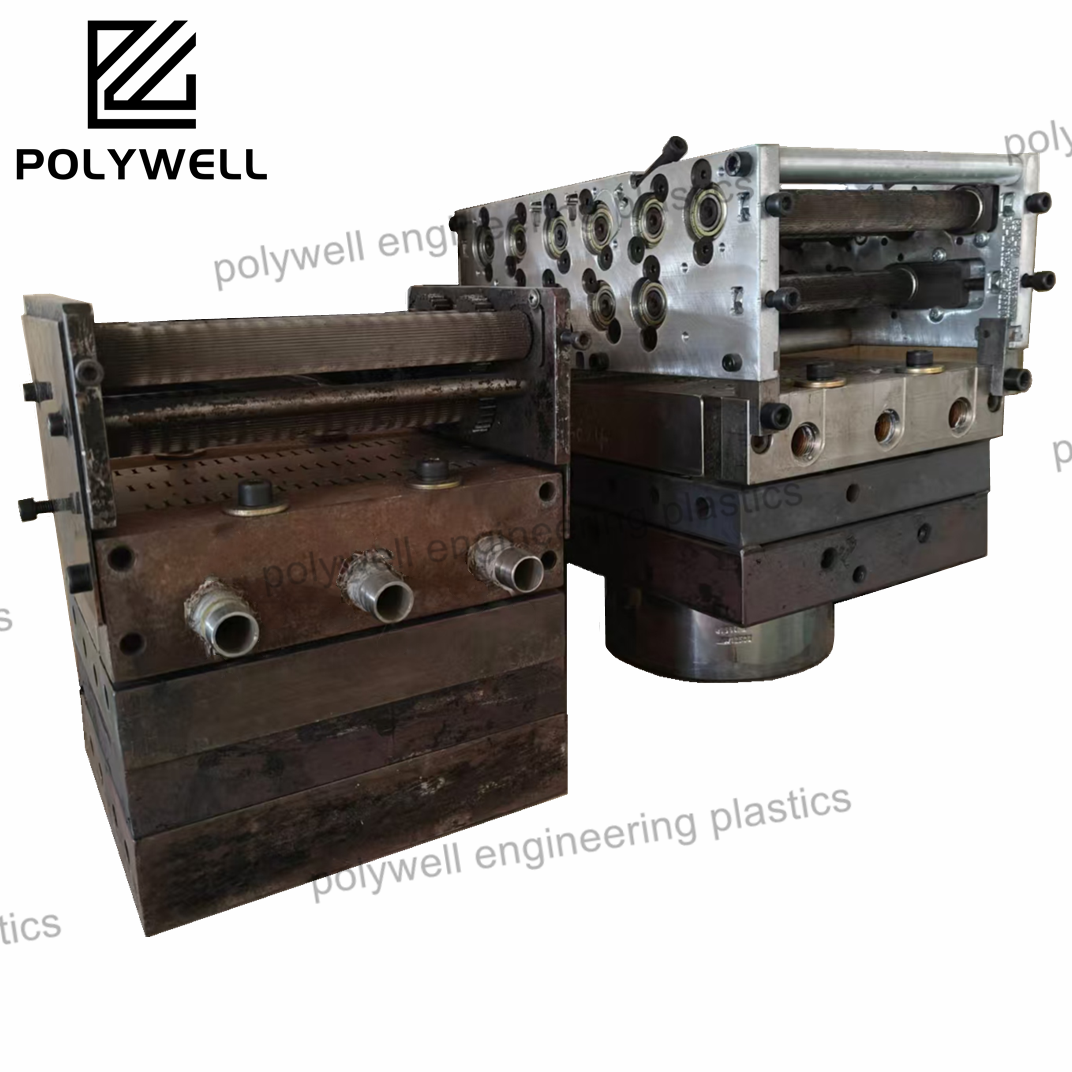
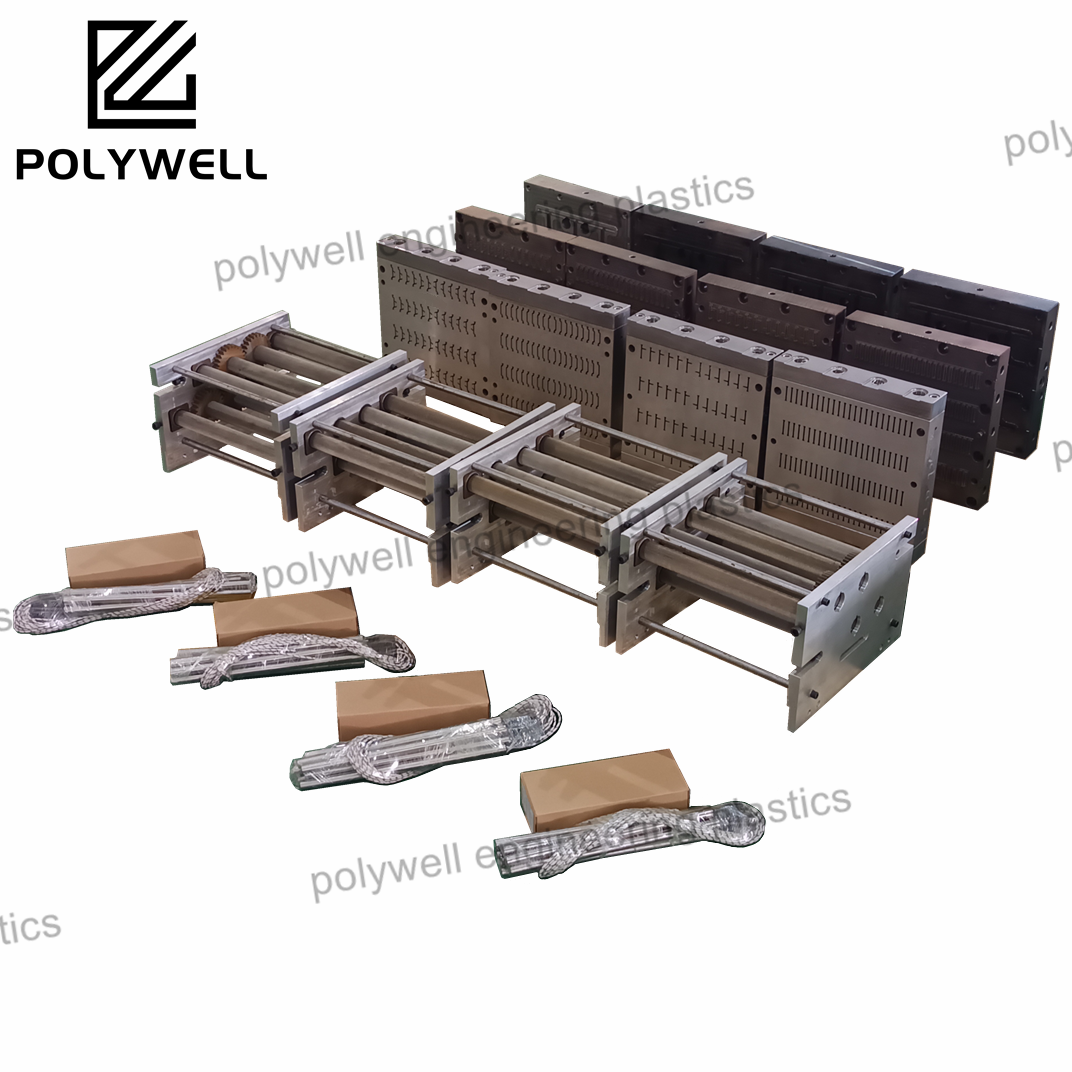
Advancements in Extrusion Molds for Complex Thermal Break Profiles
Explore the latest advancements in extrusion molds for thermal break profiles, including the use of advanced materials, 3D printing technology, and CAD software. Discover how these innovations enhance thermal efficiency, energy management, and sustainability in construction projects.
View More