EN
EN










































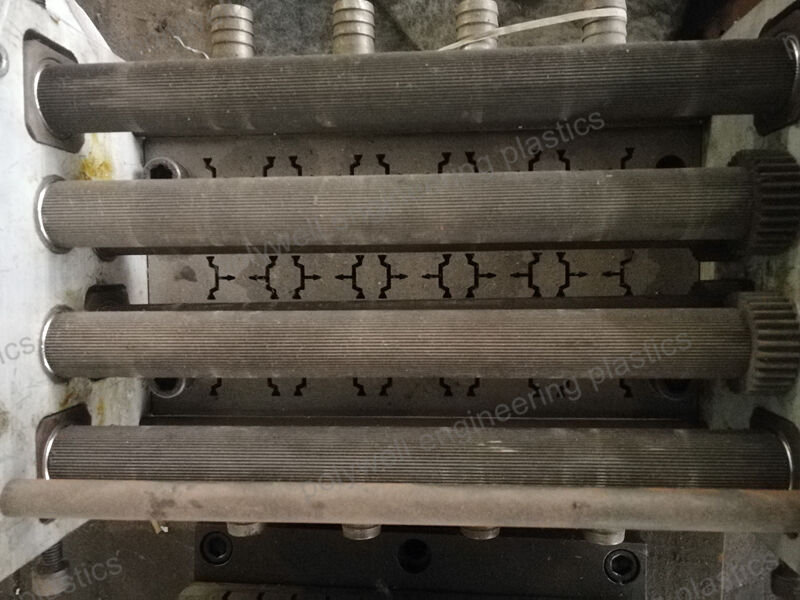

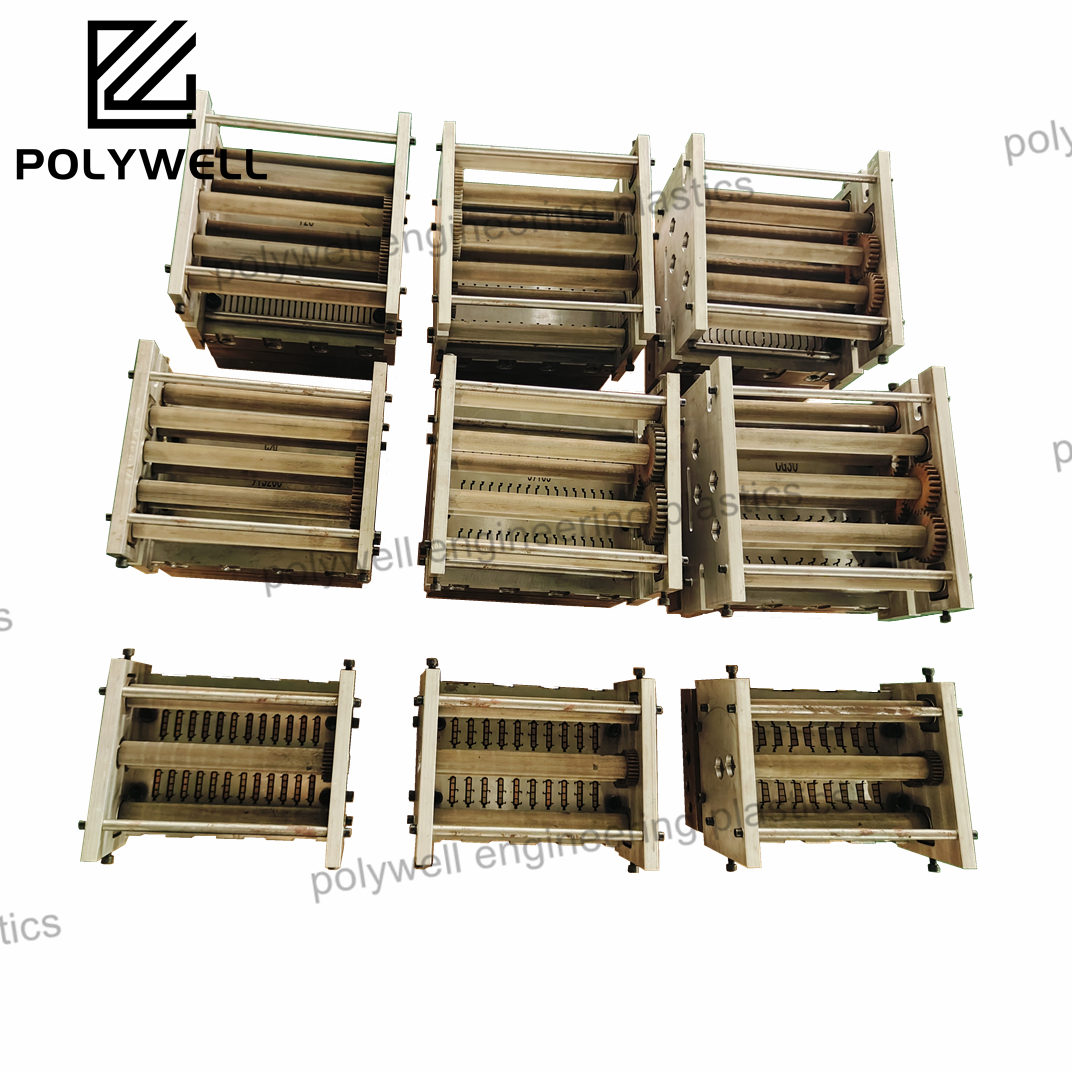
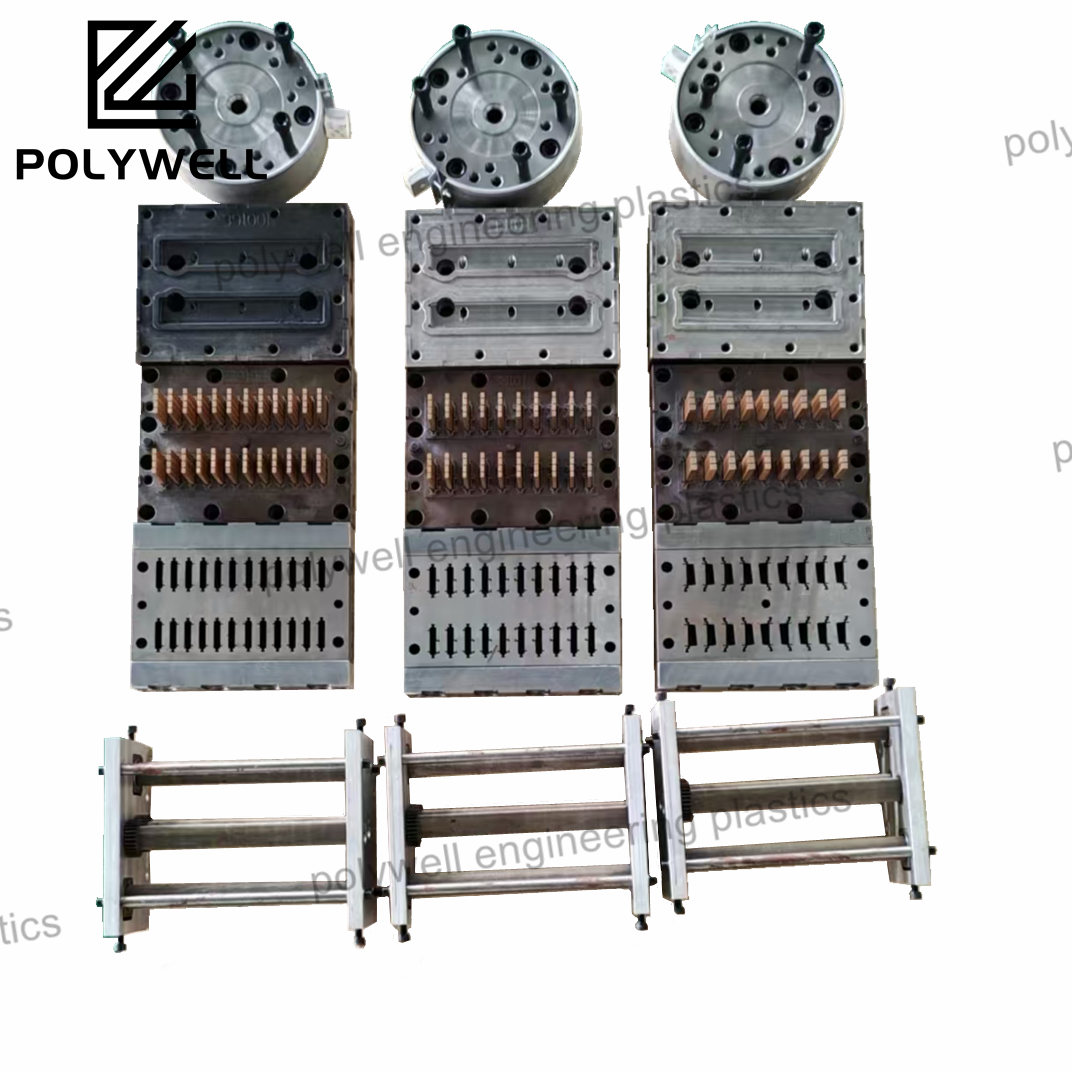
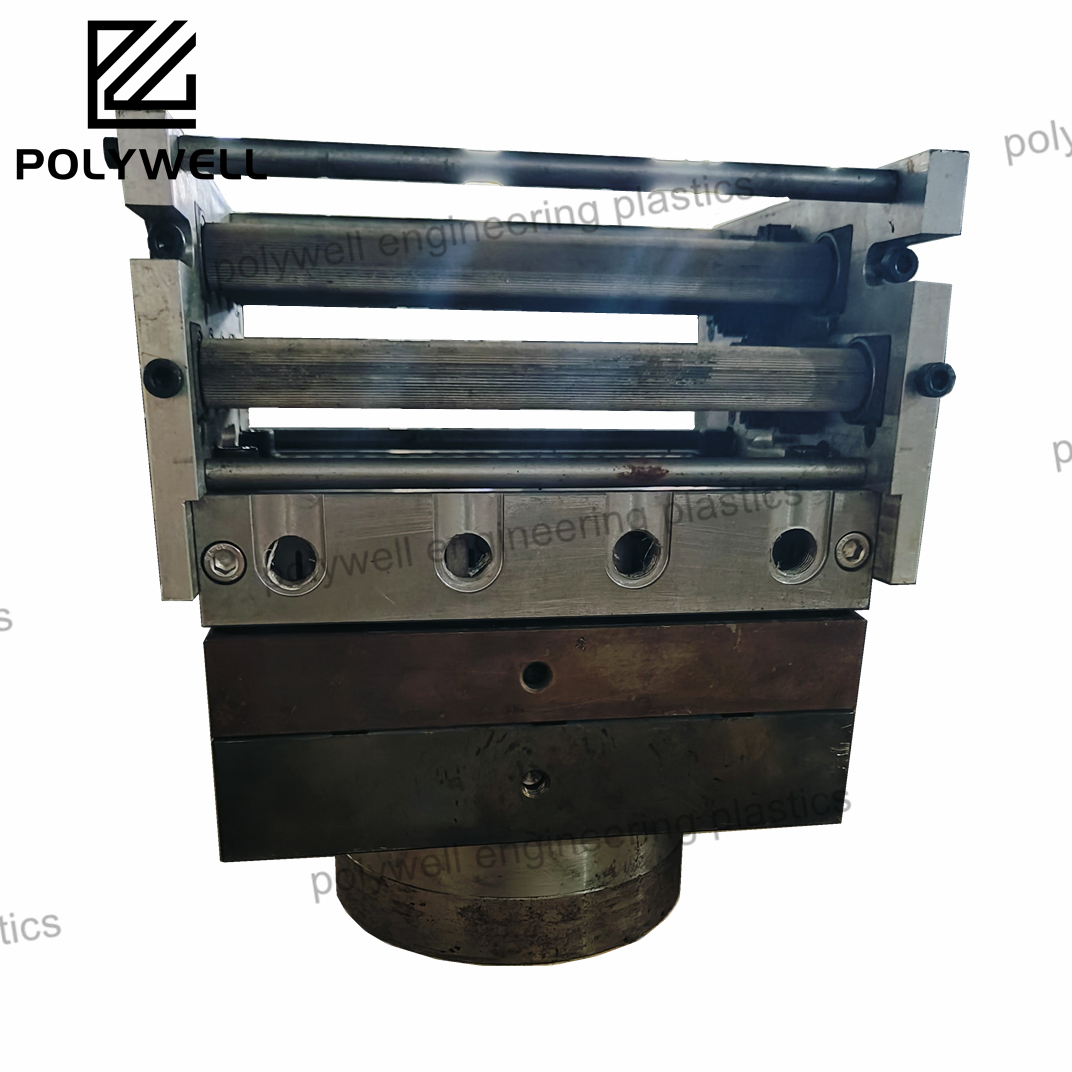
PROCESSING TECHNOLOGY OF “COLORING AFTER INSERTING” OF PA THERMAL BREAK ALUMINUM PROFILES
POLYWELL offers advanced coloring technology after inserting PA thermal break strips in aluminum profiles, ensuring long-lasting color and excellent insulation for energy-efficient window and door systems.
View More