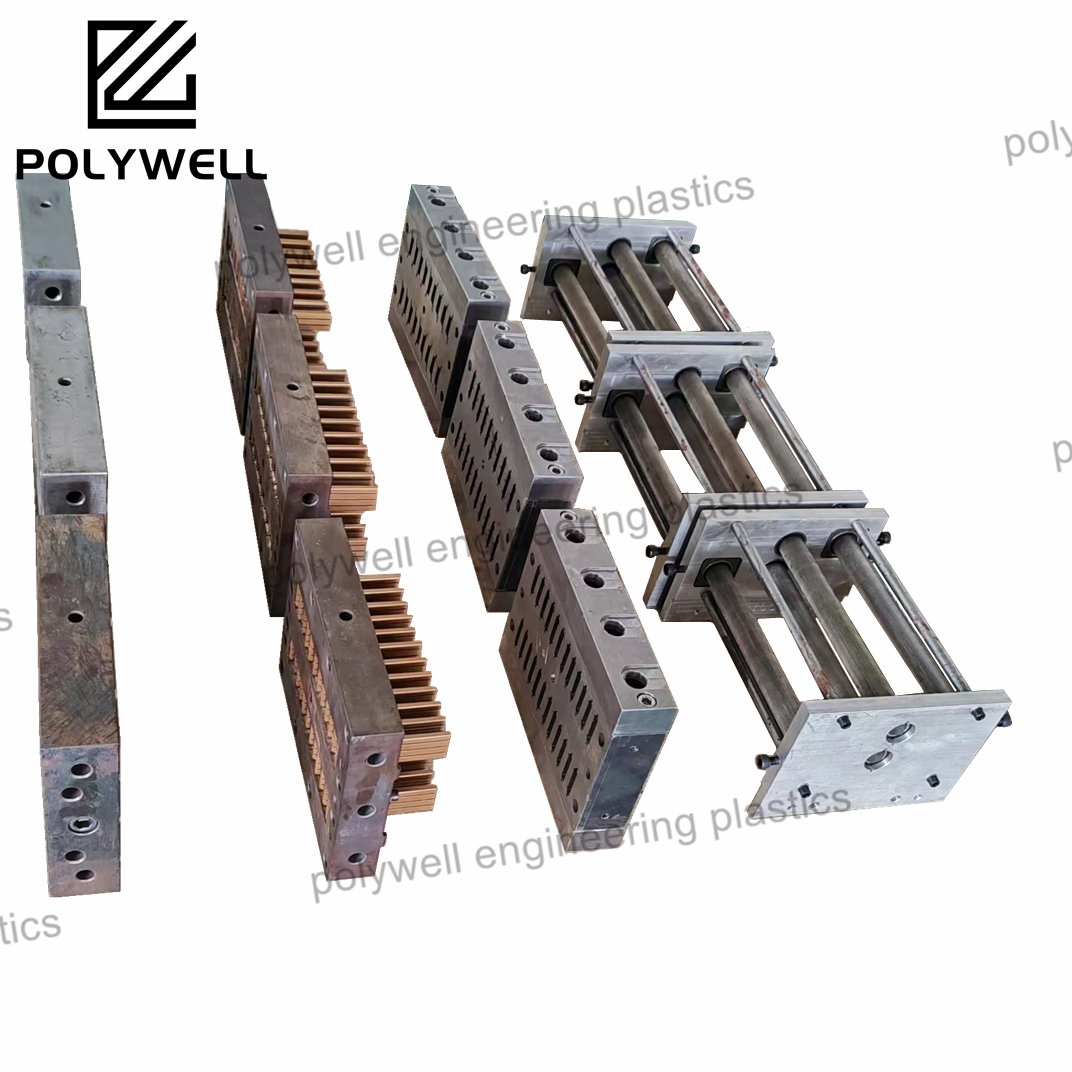
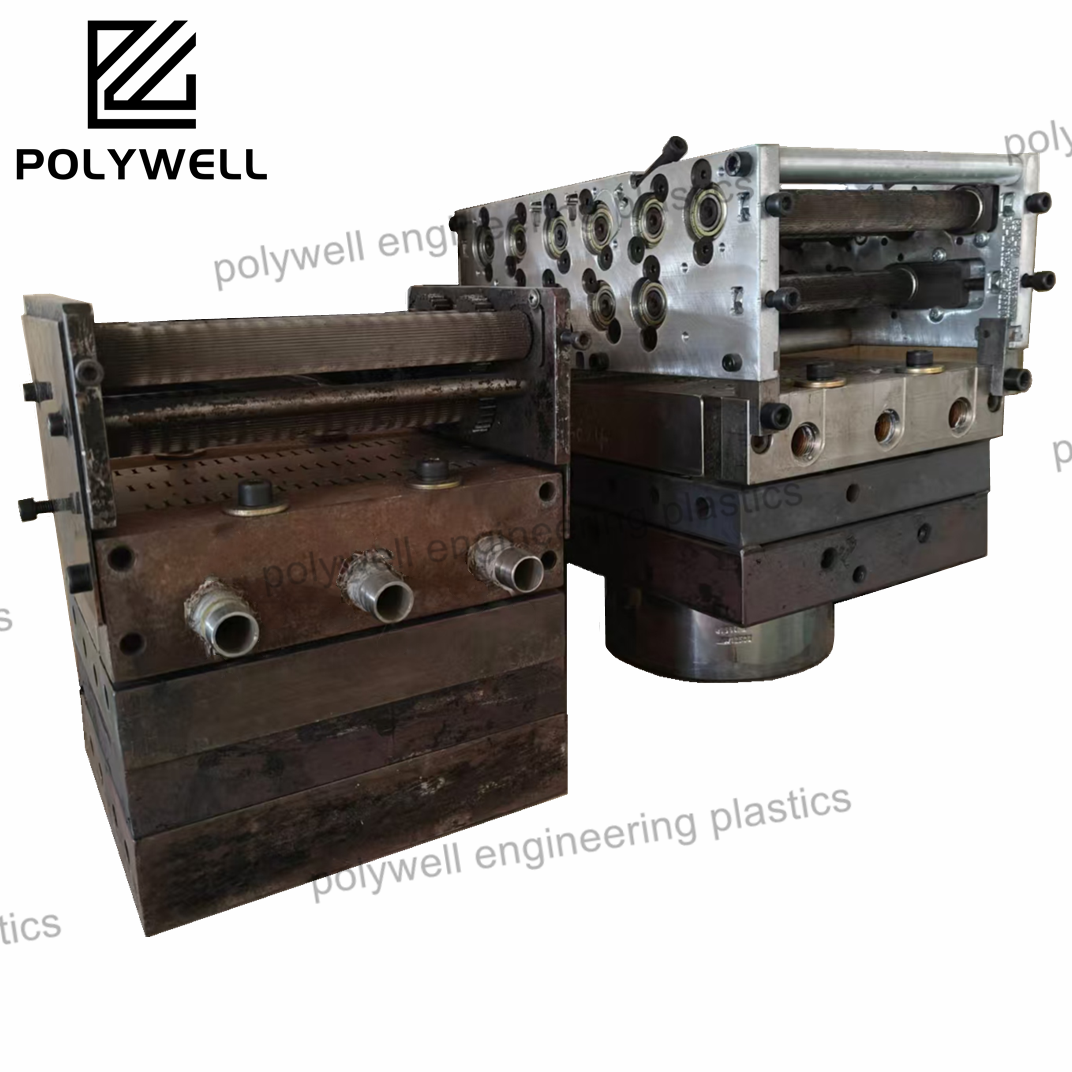
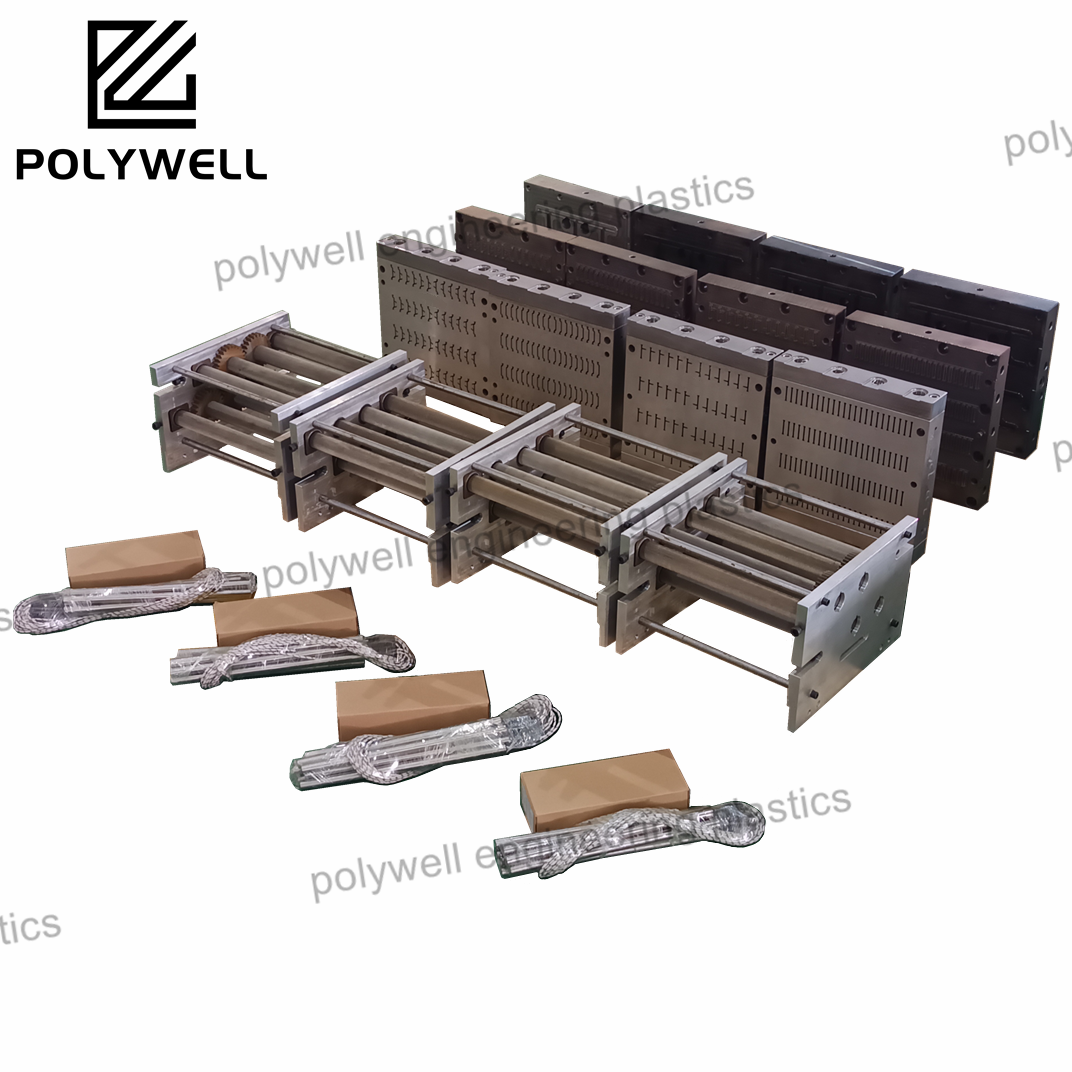
Ép đùn khuôn rỗng POLYWELL: Cho các thanh chèn cách nhiệt polyamide dạng profile rỗng
Trang này thuộc về POLYWELL, cung cấp dịch vụ ép đùn khuôn rỗng để sản xuất các thanh cách nhiệt polyamide rỗng — được hỗ trợ bởi hơn 15 năm kinh nghiệm. Phương pháp ép đùn khuôn rỗng sử dụng các loại khuôn chuyên dụng để tạo hình các thanh rỗng nhẹ có tính cách nhiệt, với POLYWELL cung cấp máy ép đùn, nguyên liệu thô và thiết kế khả năng sản xuất (DFM) nhằm tối ưu hóa quá trình sản xuất profile rỗng. Dịch vụ tại chỗ hỗ trợ thiết lập khuôn, và thành công của khách hàng là cô Özge với hạt nhựa khẳng định trình độ chuyên môn kỹ thuật. Quy trình 6 bước đảm bảo các nhà sản xuất nhận được giải pháp ép đùn khuôn rỗng được cá nhân hóa cho các thanh polyamide.
Nhận Báo Giá

 EN
EN