
 EN
EN










































Ứng dụng của Hạt Polyamide trong Các Ngành Công Nghiệp Khác Nhau
POLYWELL cung cấp hạt polyamide chất lượng cao được sử dụng trong ô tô, điện tử, dệt may và xây dựng, đảm bảo độ bền và tuổi thọ.
Xem Thêm
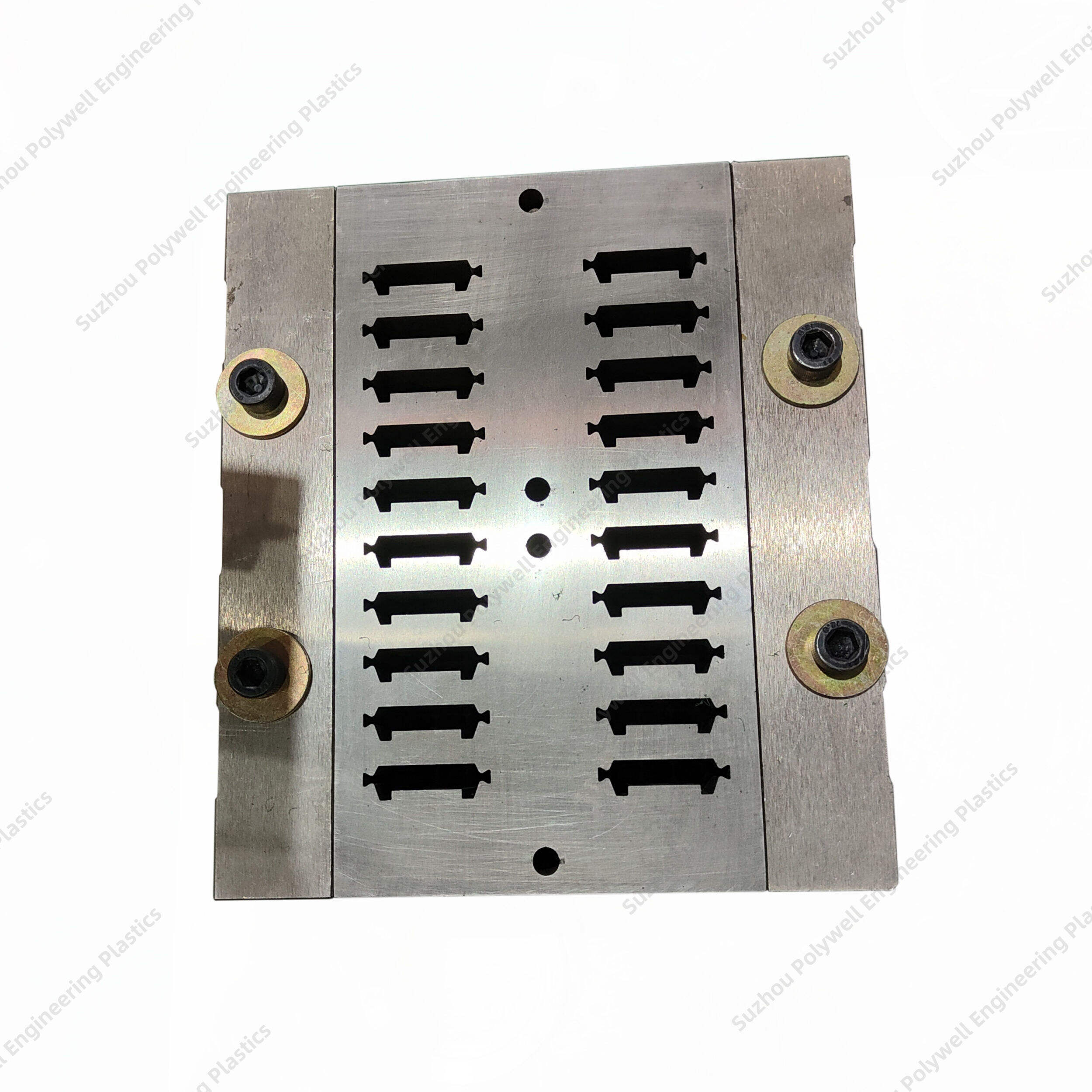
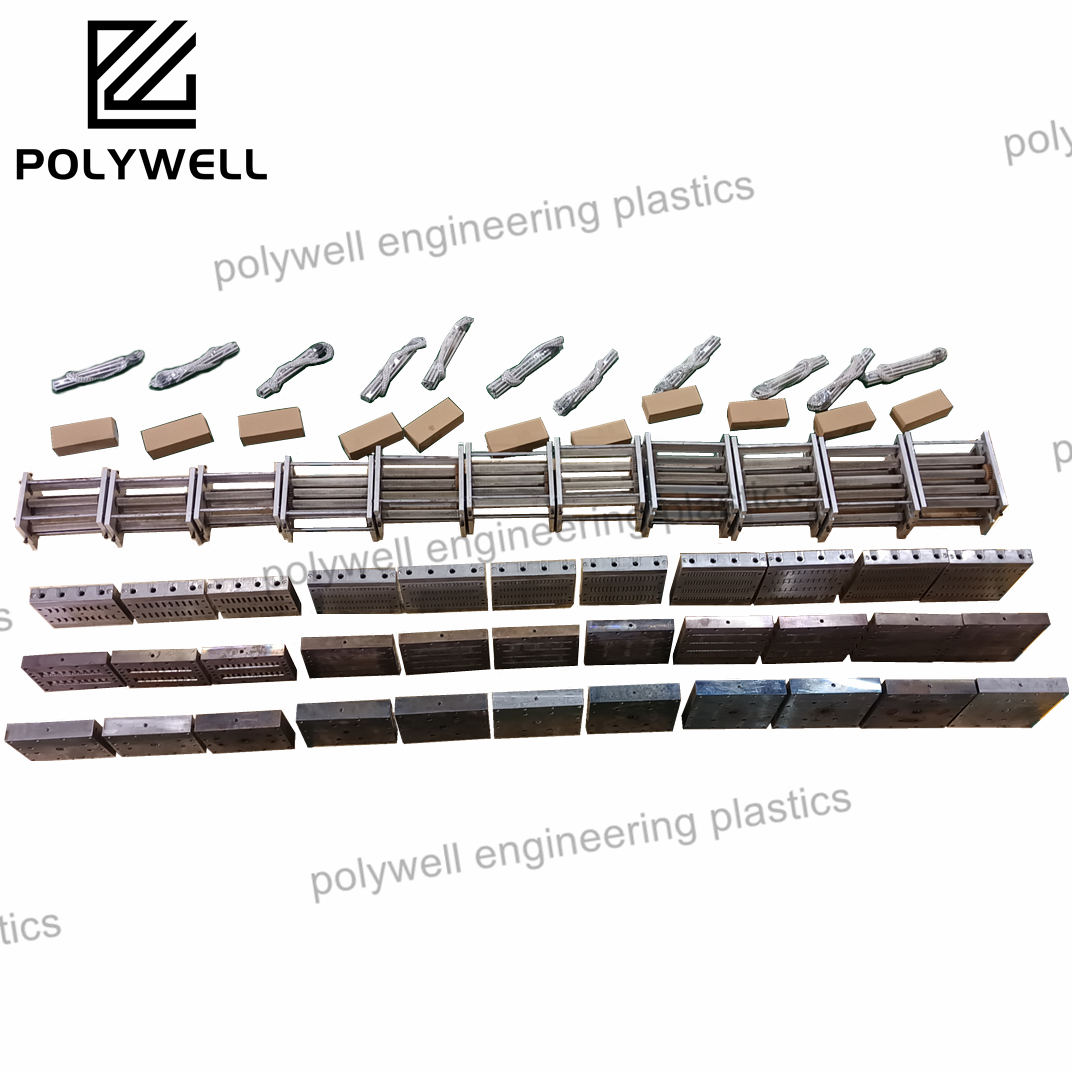
Vật liệu đầu ép là yếu tố quan trọng trong các quá trình đùn thanh nhựa và nhôm, vì đầu ép chính là công cụ tạo hình cuối cùng cho vật liệu nóng chảy. Việc lựa chọn vật liệu làm đầu ép phụ thuộc vào các yêu cầu về khả năng chống mài mòn, khả năng đánh bóng, độ bền cơ học ở nhiệt độ cao và đôi khi là khả năng chống ăn mòn. Đối với đùn thanh nhựa, đặc biệt là các polymer kỹ thuật như PA66 có độn sợi thủy tinh dùng trong thanh cách nhiệt, các đầu ép gần như luôn được chế tạo từ thép dụng cụ chất lượng cao. AISI P20 và H13 (thép crôm – thép làm việc nóng) là những lựa chọn phổ biến. Thép H13 được đánh giá cao nhờ sự kết hợp vượt trội giữa độ cứng ở nhiệt độ cao, khả năng chống mài mòn và độ dẻo dai, điều này rất cần thiết để chịu được tính mài mòn của các hợp chất có độn sợi thủy tinh. Các phần lưỡi cắt (die lands) và bề mặt dòng chảy quan trọng thường được tôi và ram để đạt độ cứng bề mặt cao, thông thường trong khoảng 48-52 HRC. Sau khi gia công cơ khí, các bề mặt này được đánh bóng cẩn thận đến độ hoàn thiện như gương, thường đạt độ nhám bề mặt 8-16 micro-inch, nhằm giảm thiểu ma sát và ngăn ngừa tình trạng vật liệu bị tắc, gây phân hủy và khuyết tật bề mặt trên sản phẩm đùn. Đối với quá trình đùn nhôm, vốn đòi hỏi áp lực và nhiệt độ cao hơn nhiều, các loại thép đã qua nitride hóa như H13 là tiêu chuẩn, trong đó quá trình nitride tạo ra một lớp bề mặt cực kỳ cứng và chống mài mòn. Độ nguyên vẹn, ổn định nhiệt và độ hoàn thiện bề mặt của vật liệu đầu đùn là yếu tố hàng đầu, bởi bất kỳ sự mài mòn hay biến dạng nào cũng sẽ được sao chép trực tiếp lên từng mét sản phẩm thanh đùn, ảnh hưởng đến độ chính xác về kích thước, chất lượng bề mặt và cuối cùng là hiệu suất sản phẩm.
18
Nov
19
Nov
05
Mar
28
Mar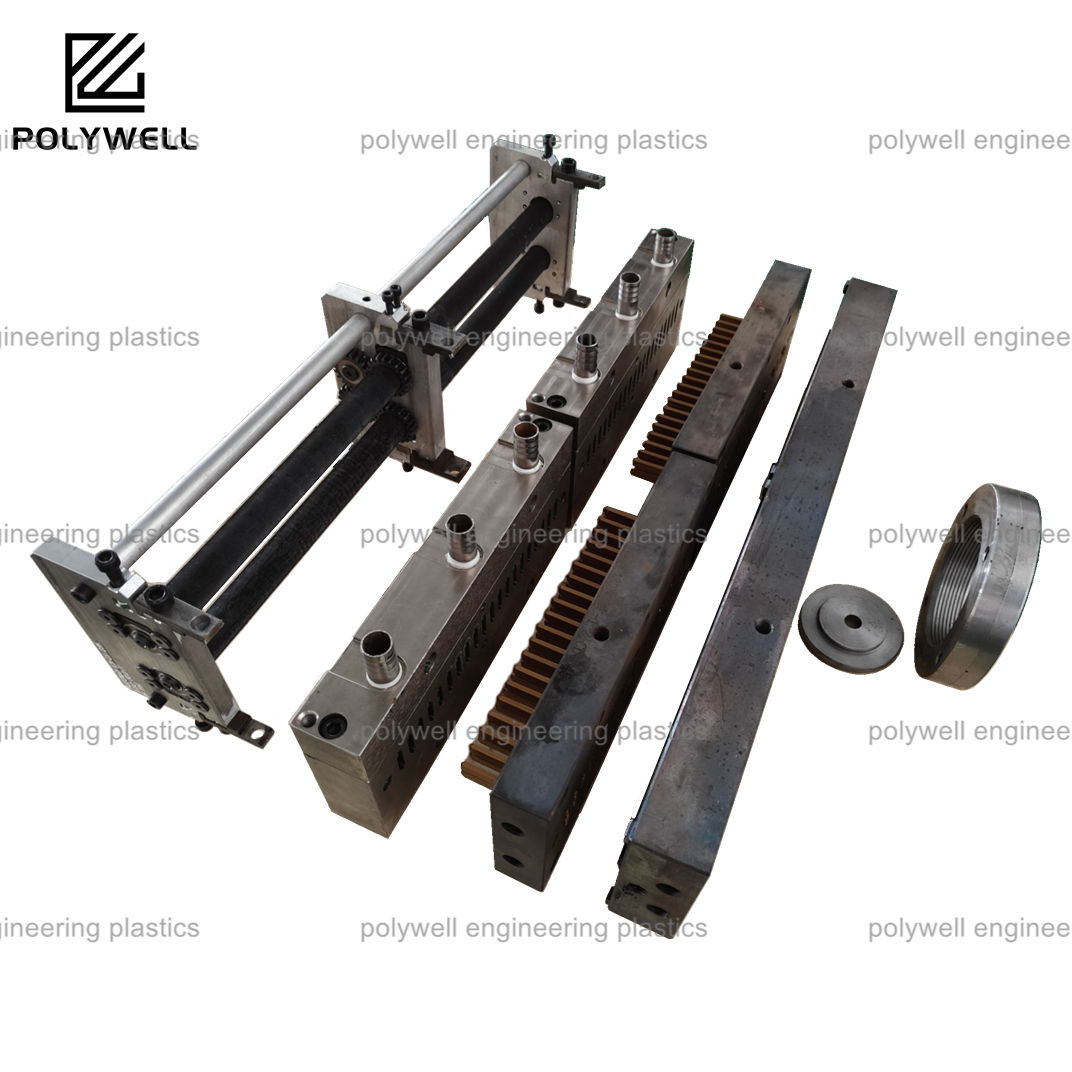
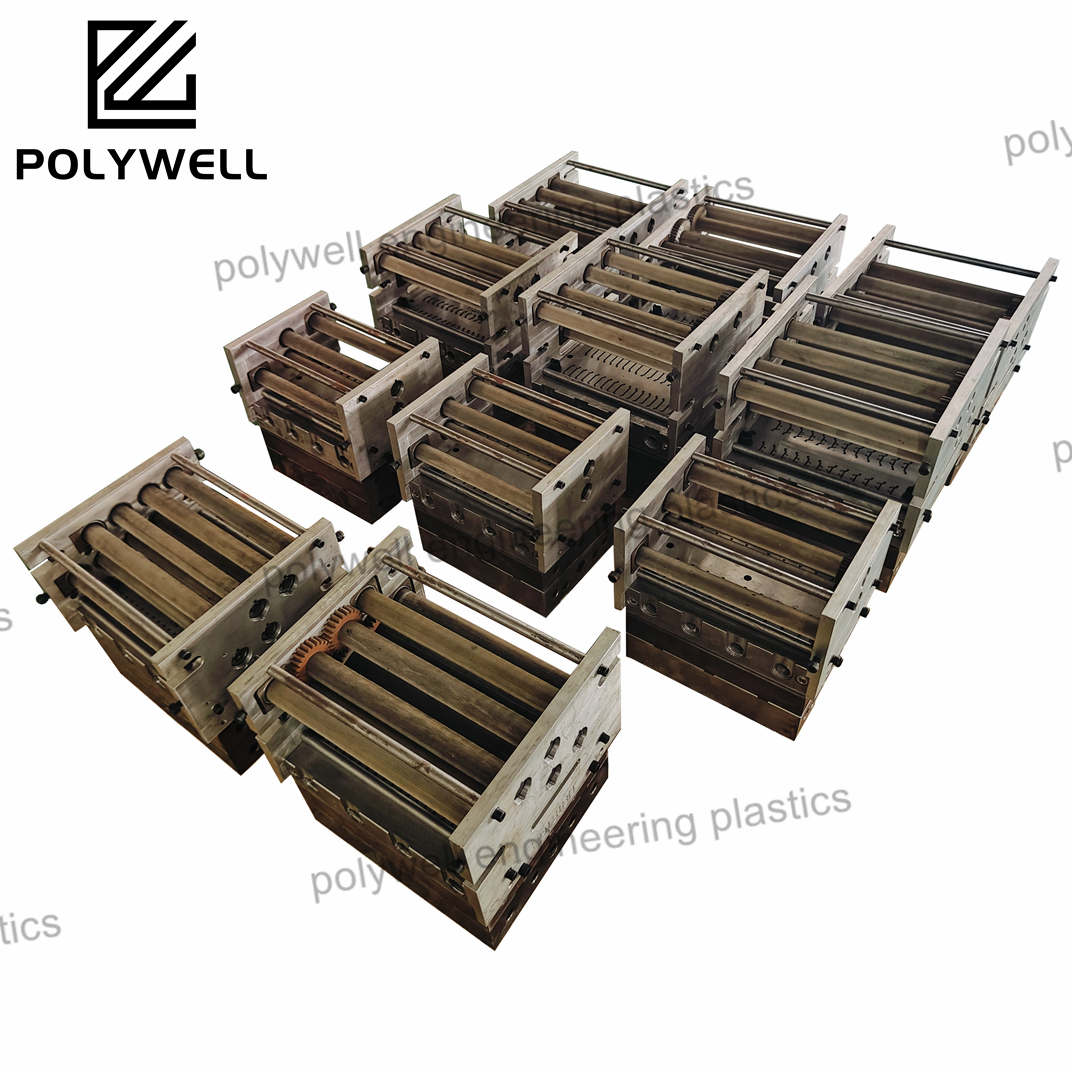

POLYWELL chuyên về thanh cách nhiệt PA66, cung cấp hạt polyamide, máy ép, mold, máy cuộn và dịch vụ tùy chỉnh toàn diện một điểm đến.
Thị trấn Jinfeng, thành phố Zhangjiagang, thành phố Suzhou, tỉnh Giang Tô, Trung Quốc
Bản quyền © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Chính sách bảo mật





