EN
EN










































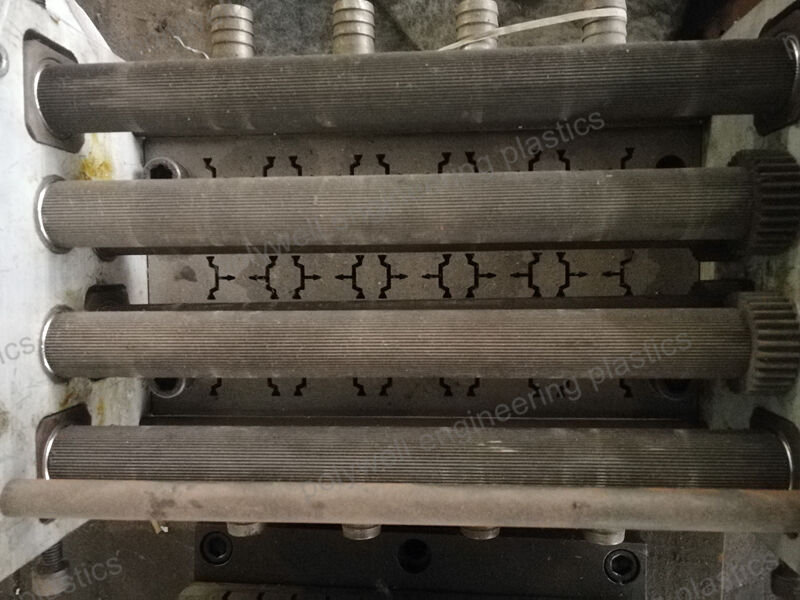

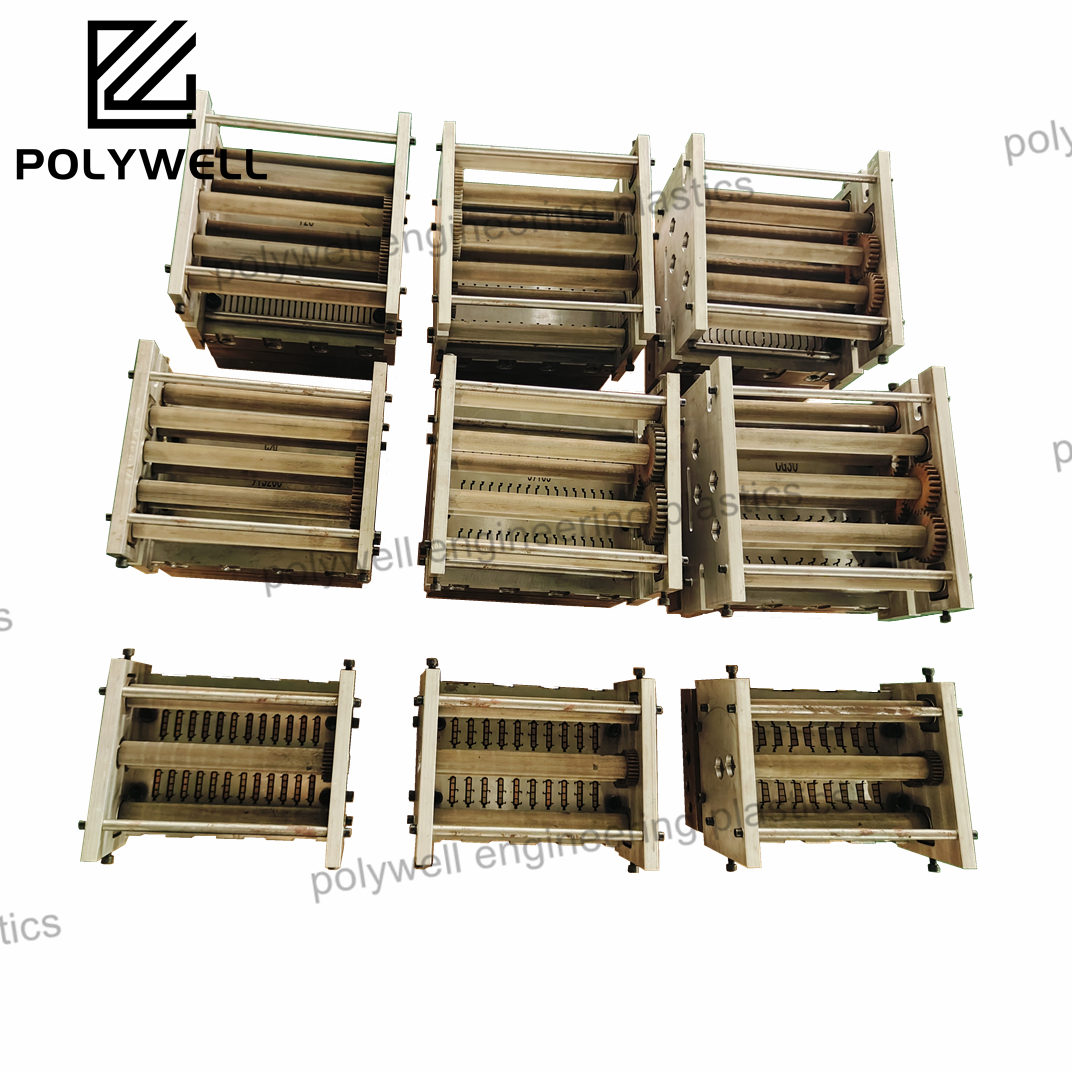
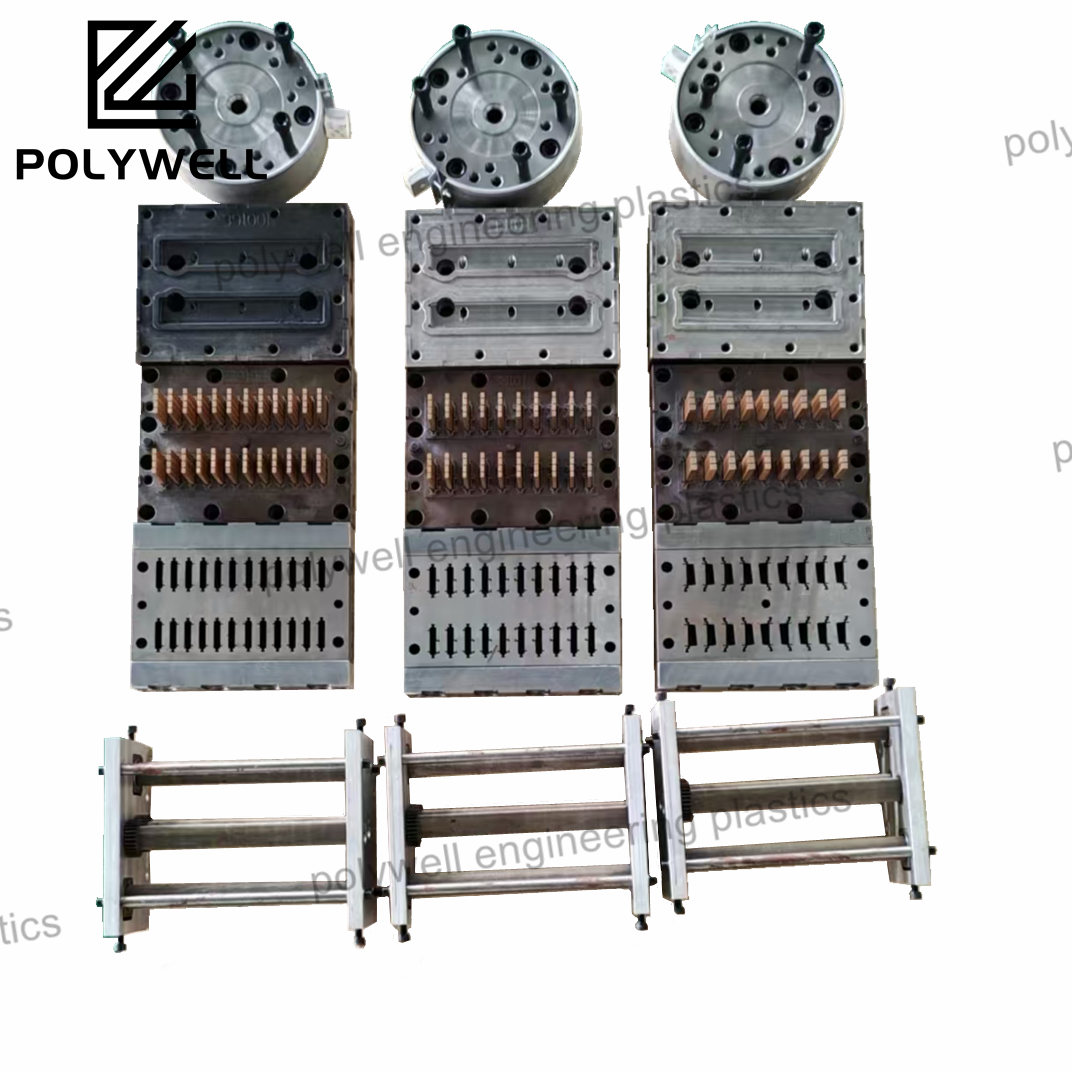
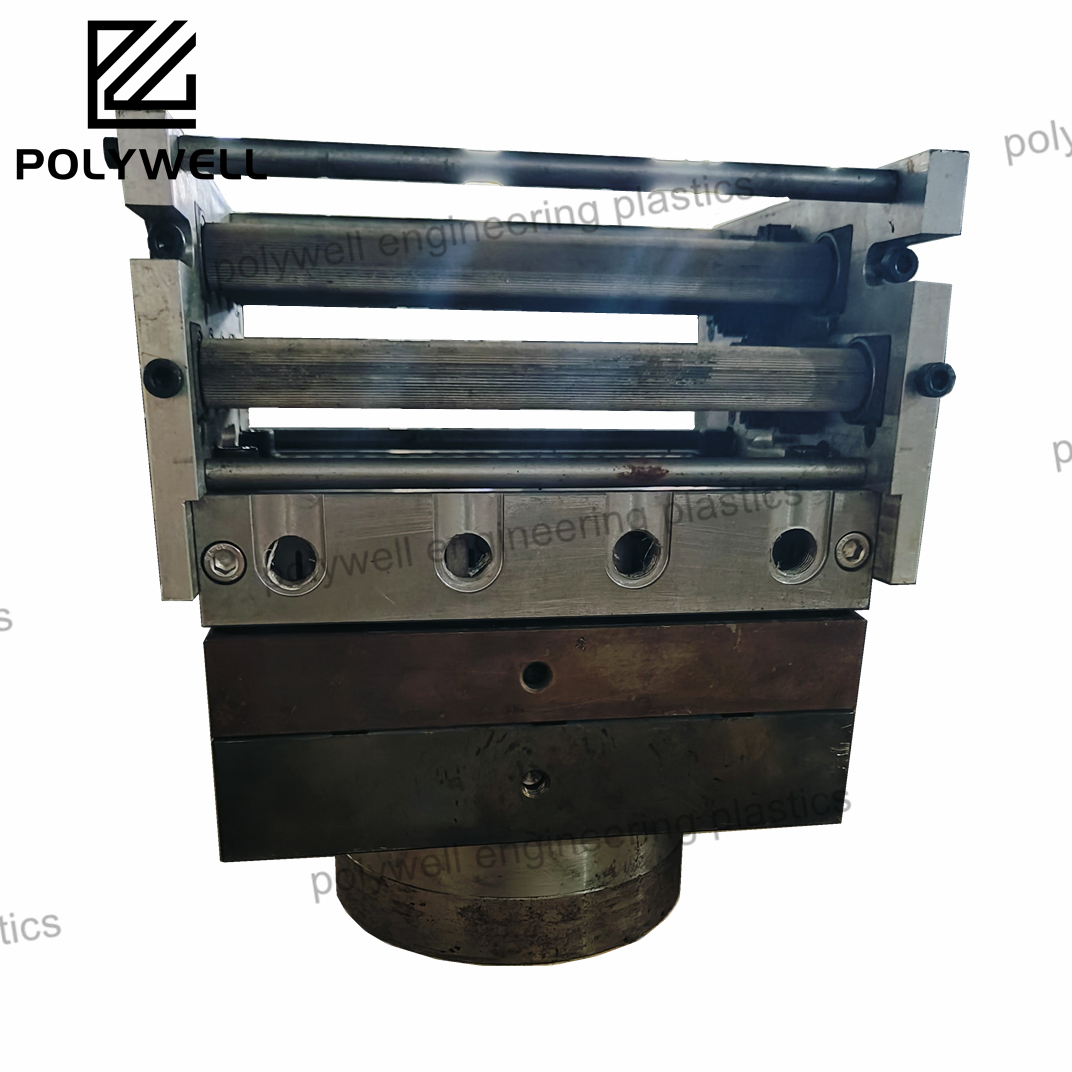
CÔNG NGHỆ XỬ LÝ “PHUN MÀU SAU KHI CHÈN” CỦA PROFILE NHÔM CÁCH NHIỆT PA
POLYWELL cung cấp công nghệ sơn tiên tiến sau khi chèn các sọc cắt nhiệt PA vào hồ sơ nhôm, đảm bảo màu sắc lâu dài và cách nhiệt tuyệt vời cho các hệ thống cửa sổ và cửa năng lượng hiệu quả.
Xem Thêm