EN
EN










































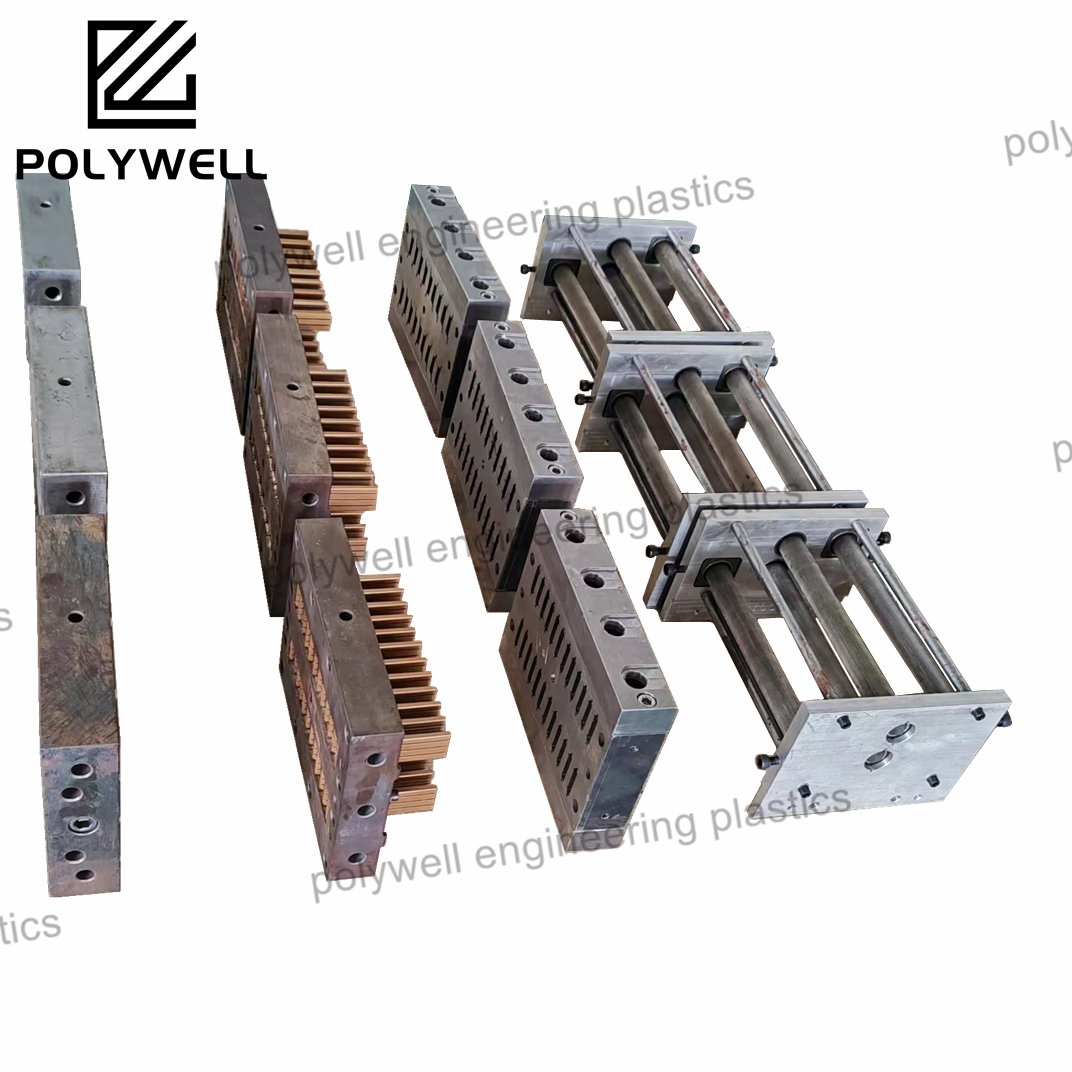
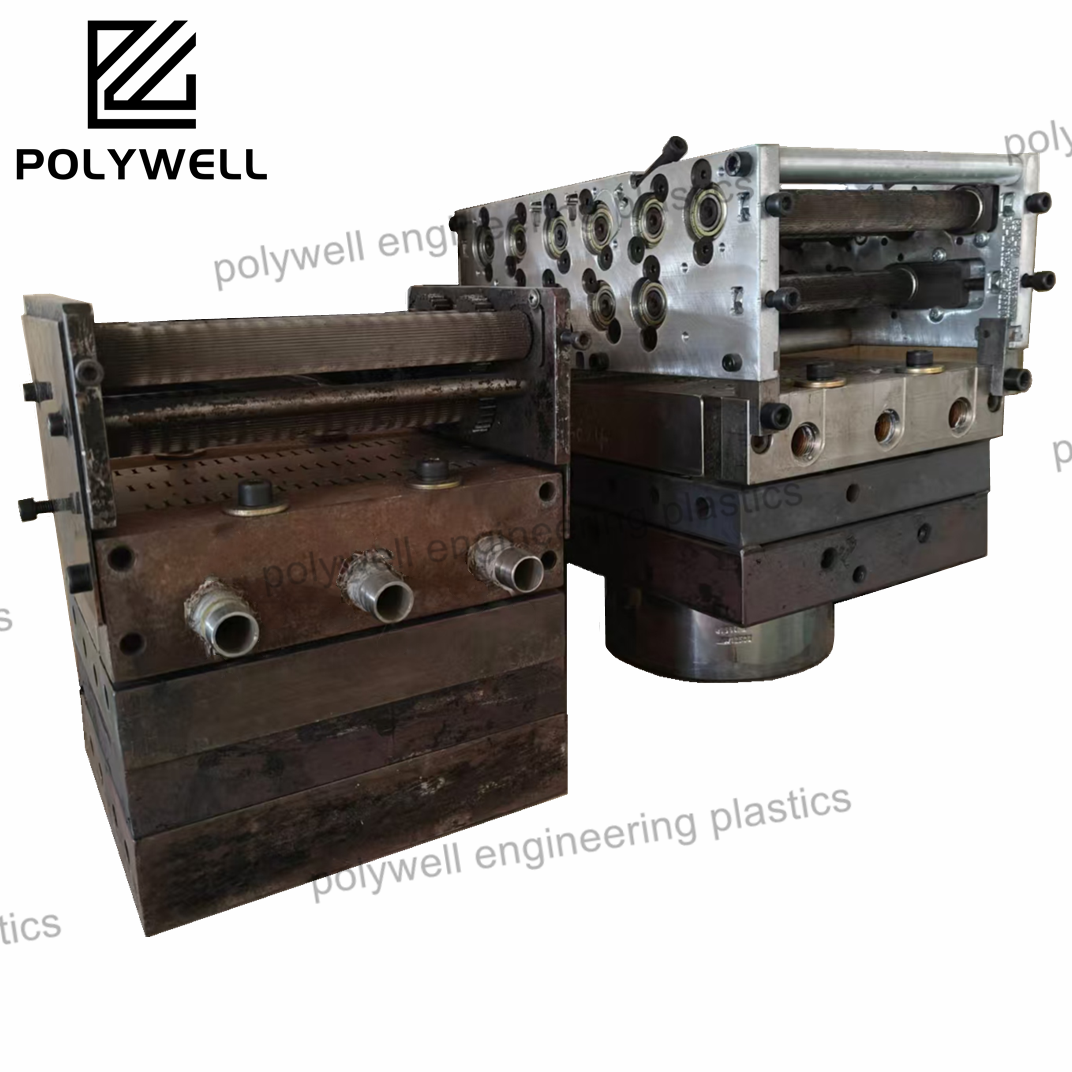
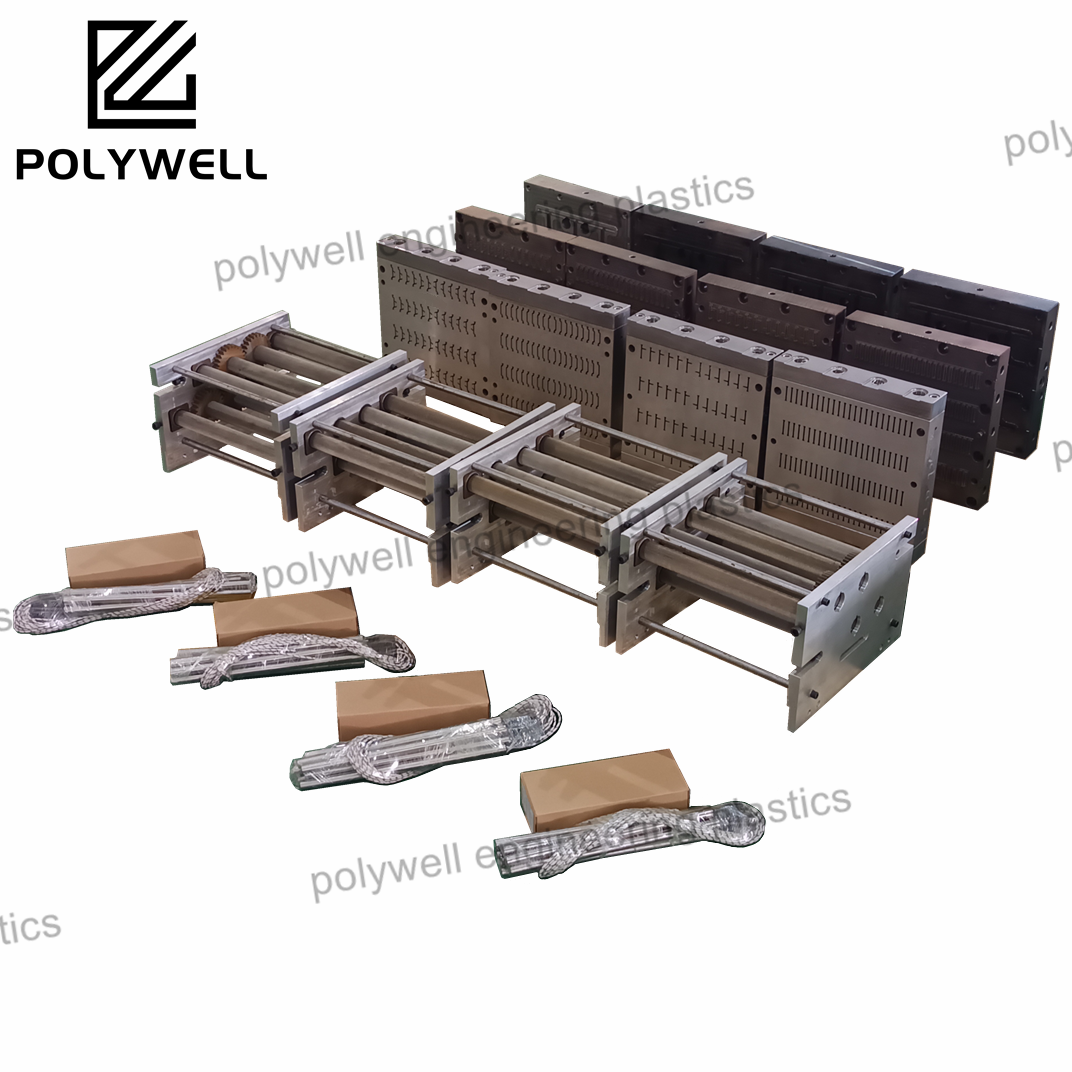
Karmaşık Termal Kesim Profilleri için Dışlama Kalıpları Teknolojisi İlerlemeleri
Isı kesim profilleri için en son ekstrüzyon kalıpları teknolojilerindeki gelişmeleri keşfedin, bununla birlikte ileri düzeyde malzemeler, 3B yazıcı teknolojisi ve CAD yazılımı kullanımını öğrenin. Bu yeniliklerin yapım projelerinde termal verimliliği, enerji yönetimi ve sürdürülebilirliği nasıl geliştirdiğini görün.
DAHA FAZLA GÖR