POLYWELL Ekstrüzyon Kalıbı: Poliamid Isı Kesici Şeritler için Temel Bileşen
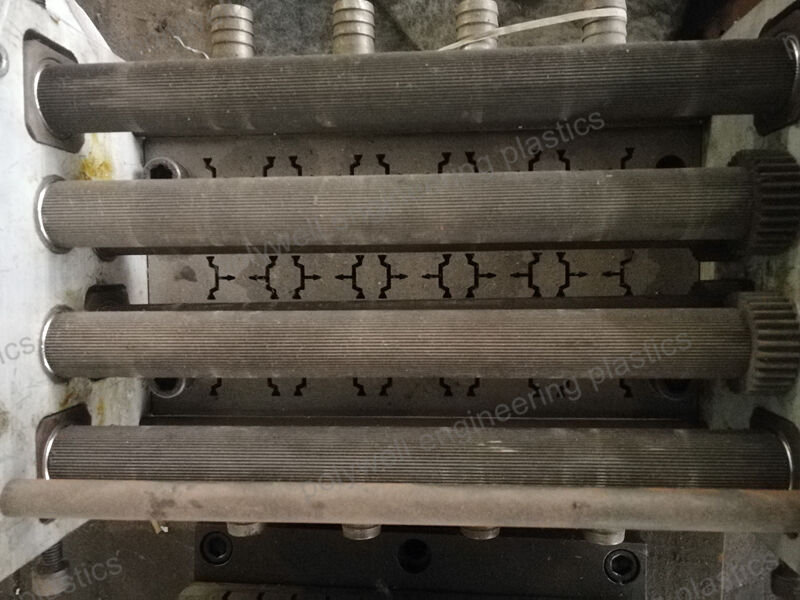
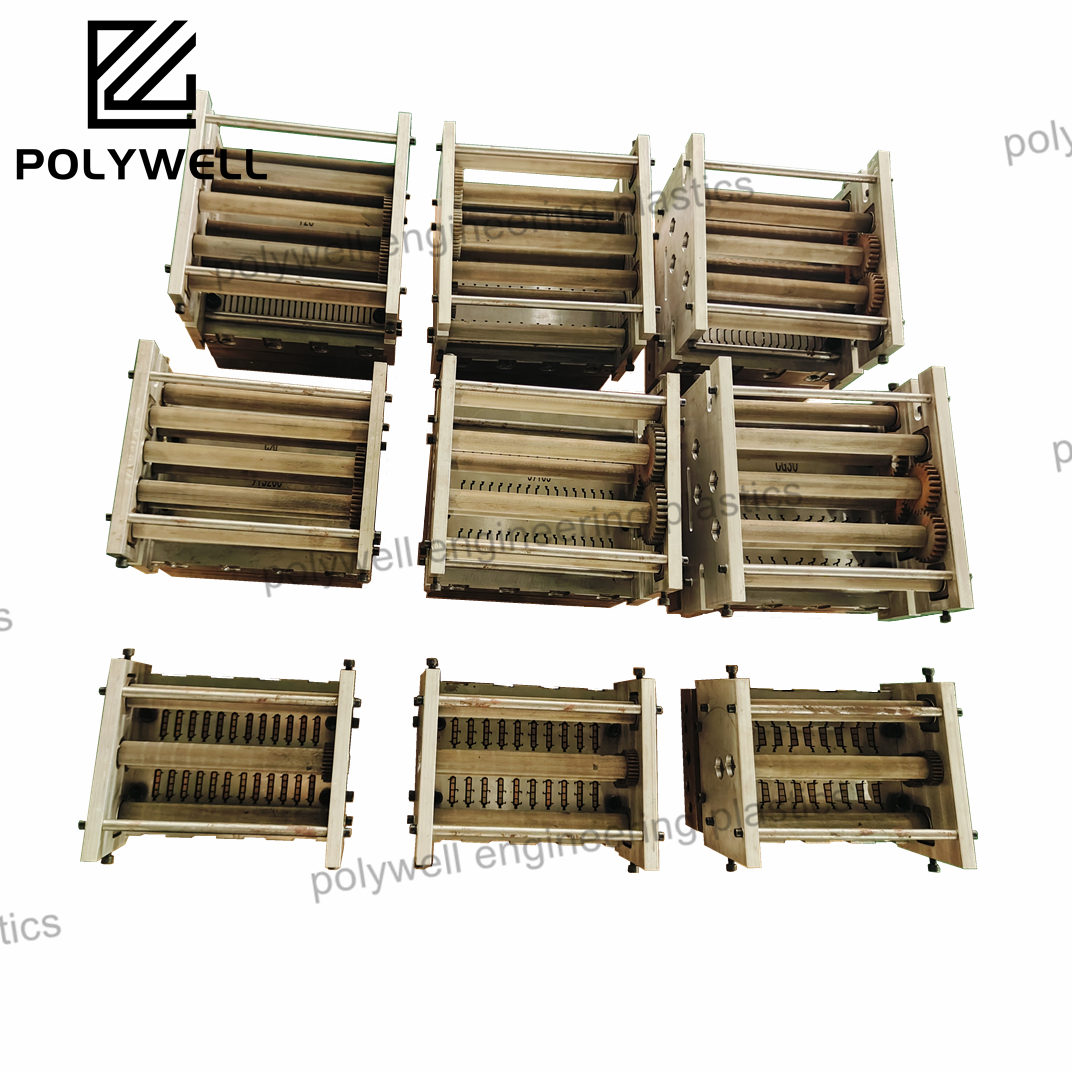
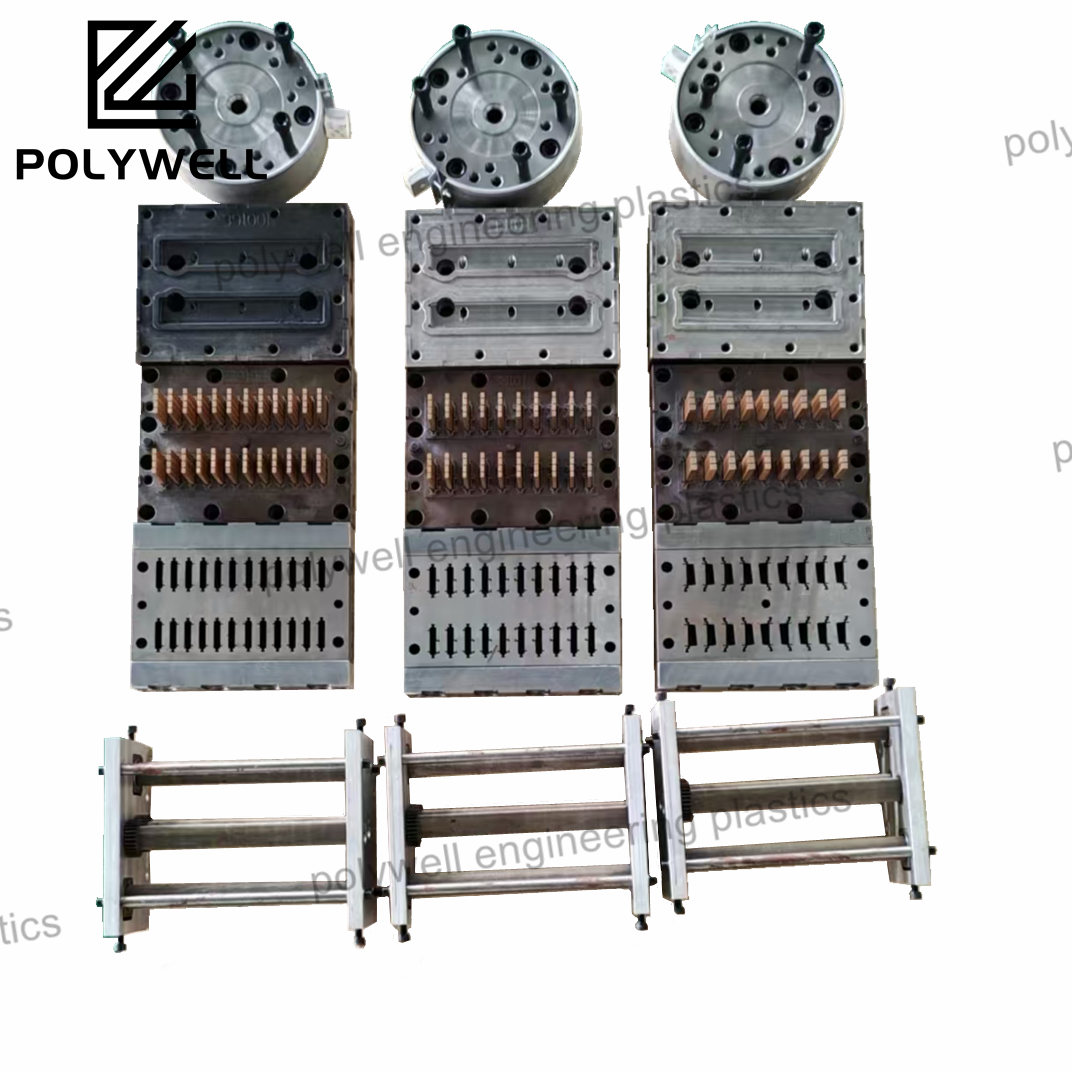
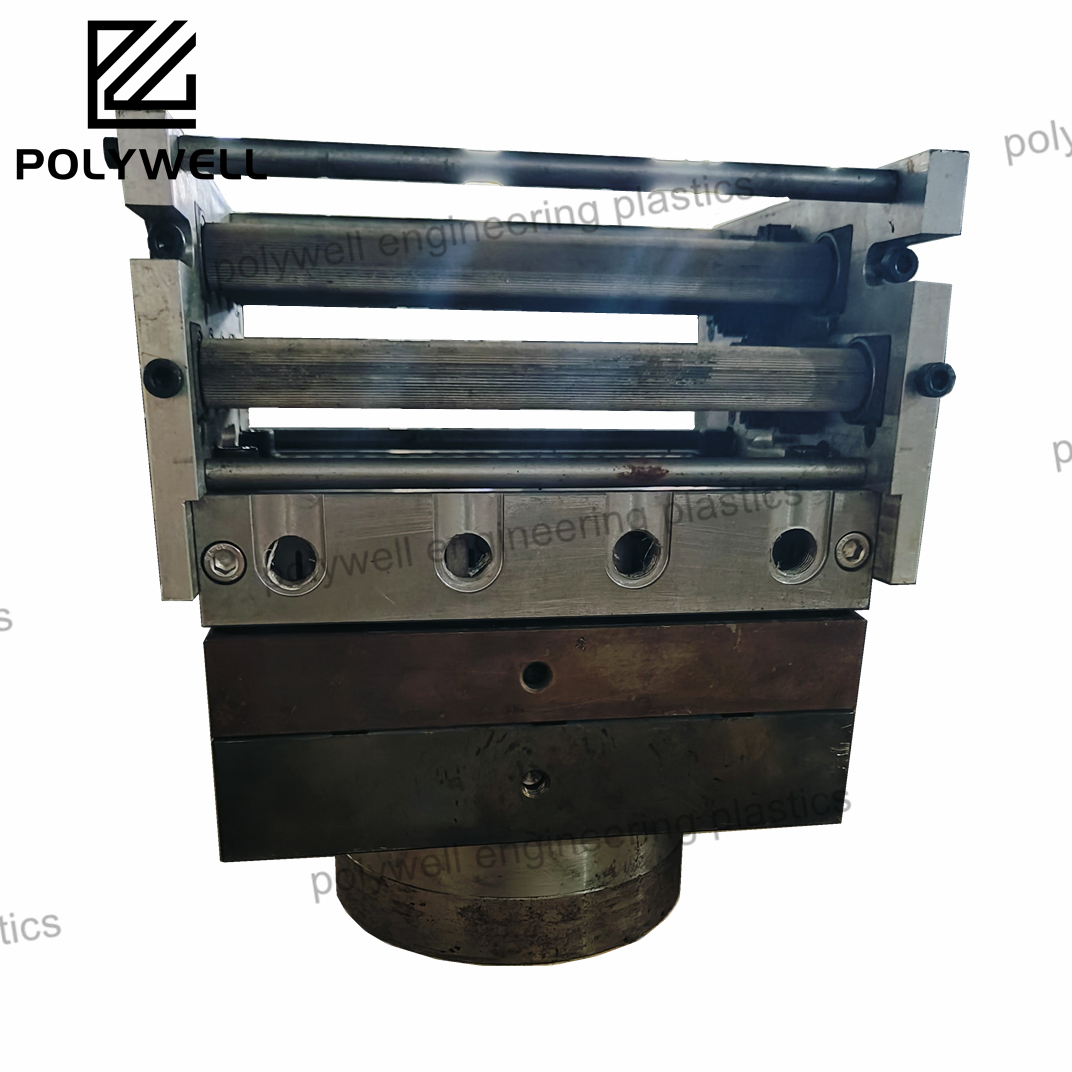
Bu sayfa, poliamid ısı kesici şerit üretiminde ekstrüzyon kalıbının rolünü ve POLYWELL'in 15 yıldan fazla olan uzmanlığını açıklamaktadır. Ekstrüzyon kalıbı, erimiş poliamidi hassas boşluklar aracılığıyla şeritlere dönüştüren şekillendirme aracı olarak çalışır. POLYWELL, farklı tasarımlarda (örneğin, dolu/boşluklu şeritler için) kalıplar sunar ve ekstrüzyon kusurlarını önlemek amacıyla DFM sağlar. Sahada yapılan hizmet, kalıpla ilgili sorunları çözer ve müşteri Bay Robin, şerit performansını onaylamıştır. 6 adımlı süreç, üreticilerin poliamid üretimi için güvenilir ekstrüzyon kalıbı çözümleri almasını sağlar.
Teklif Al

 EN
EN