EN
EN










































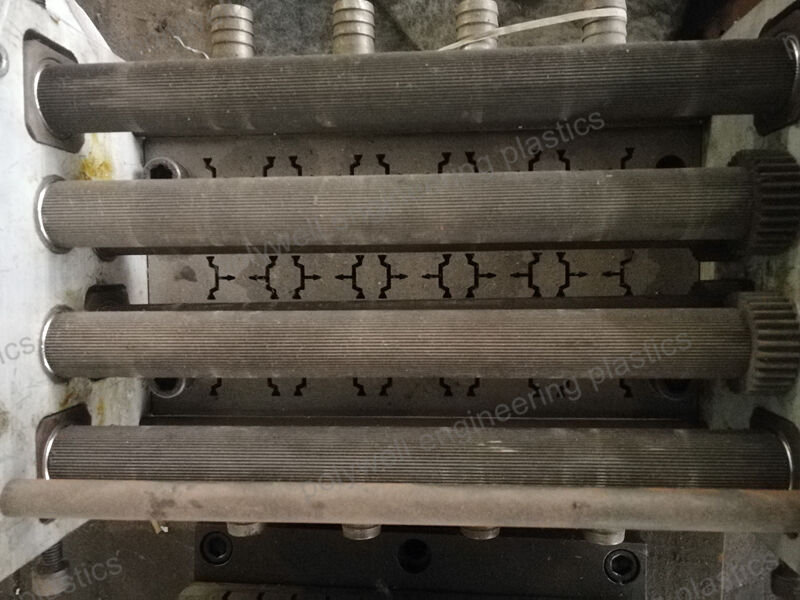

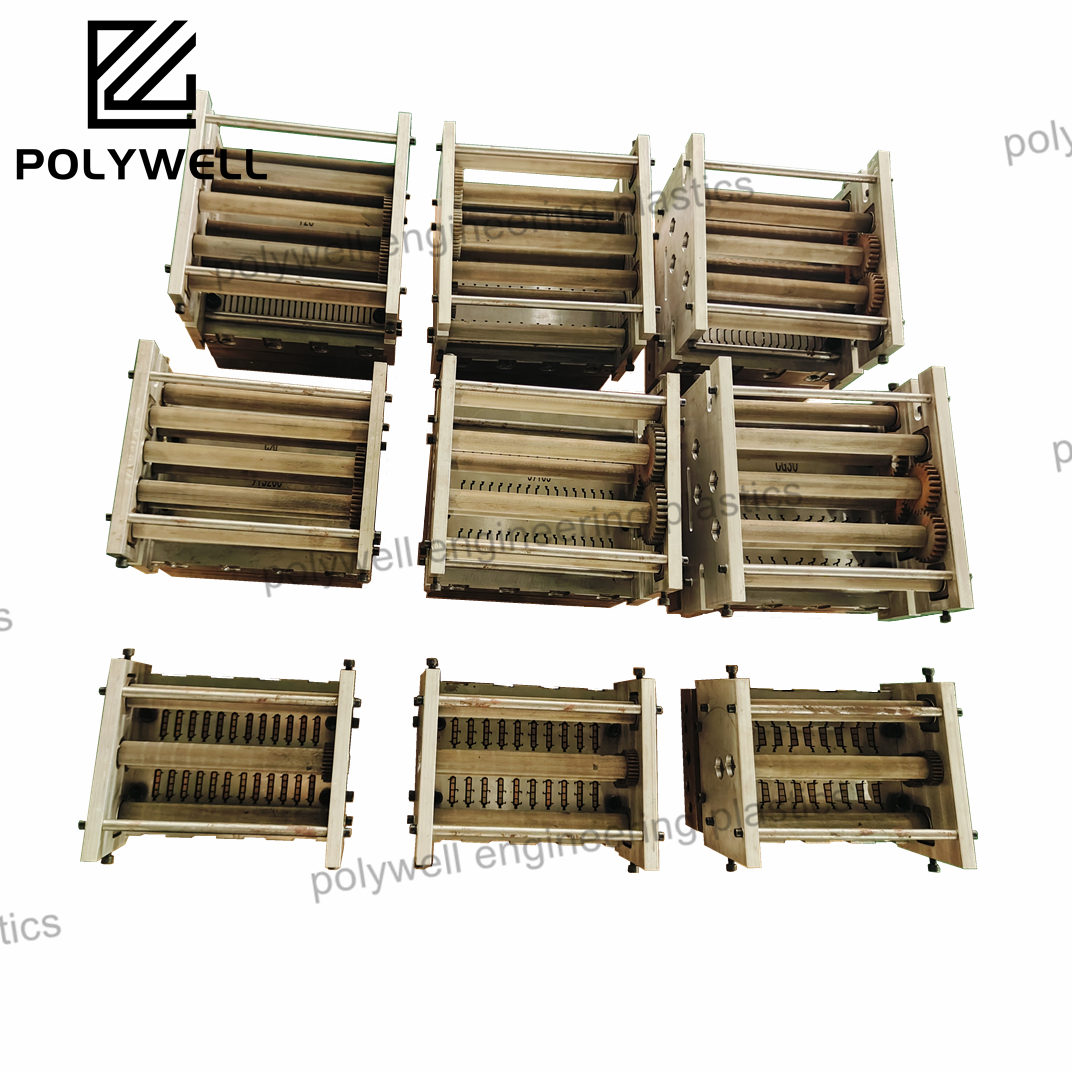
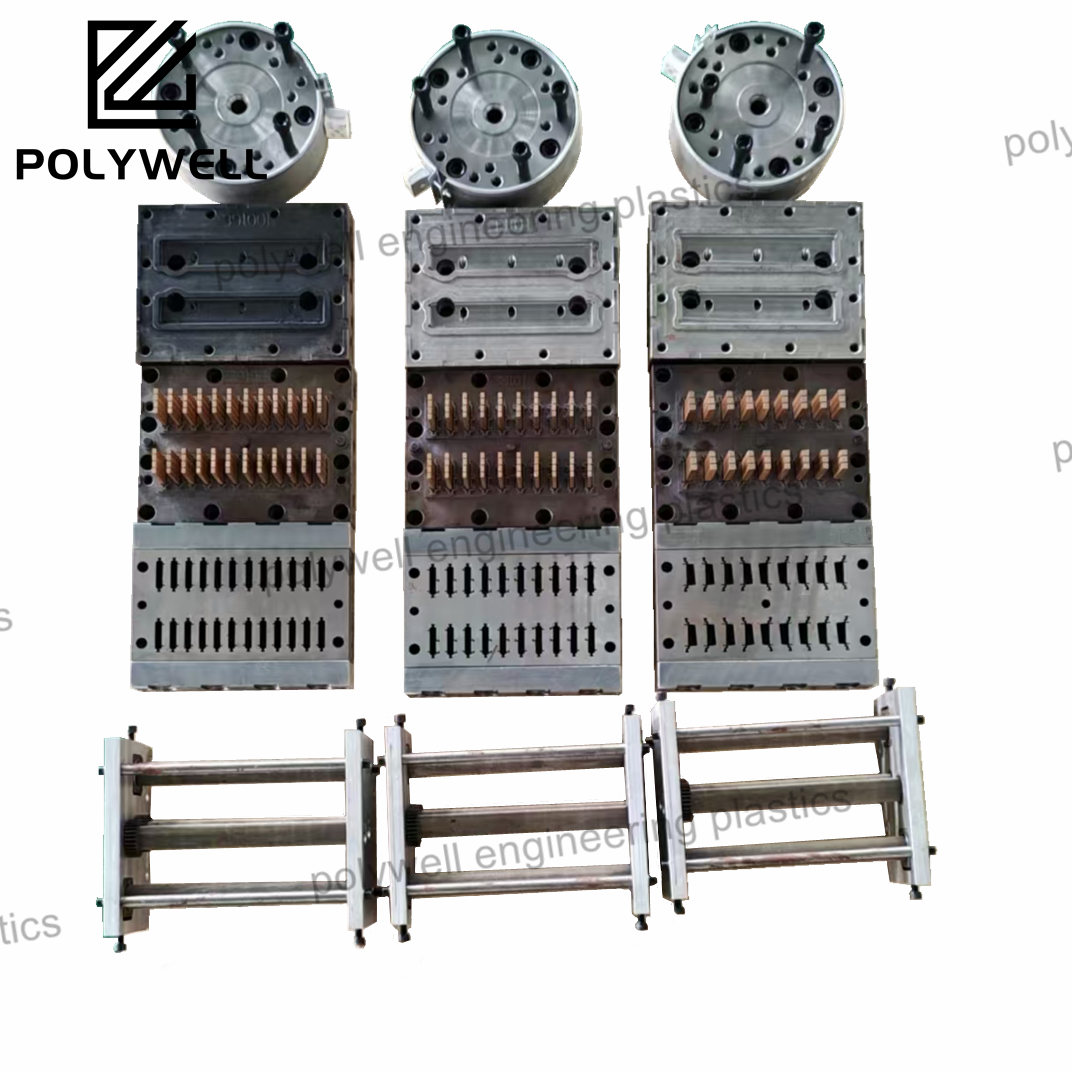
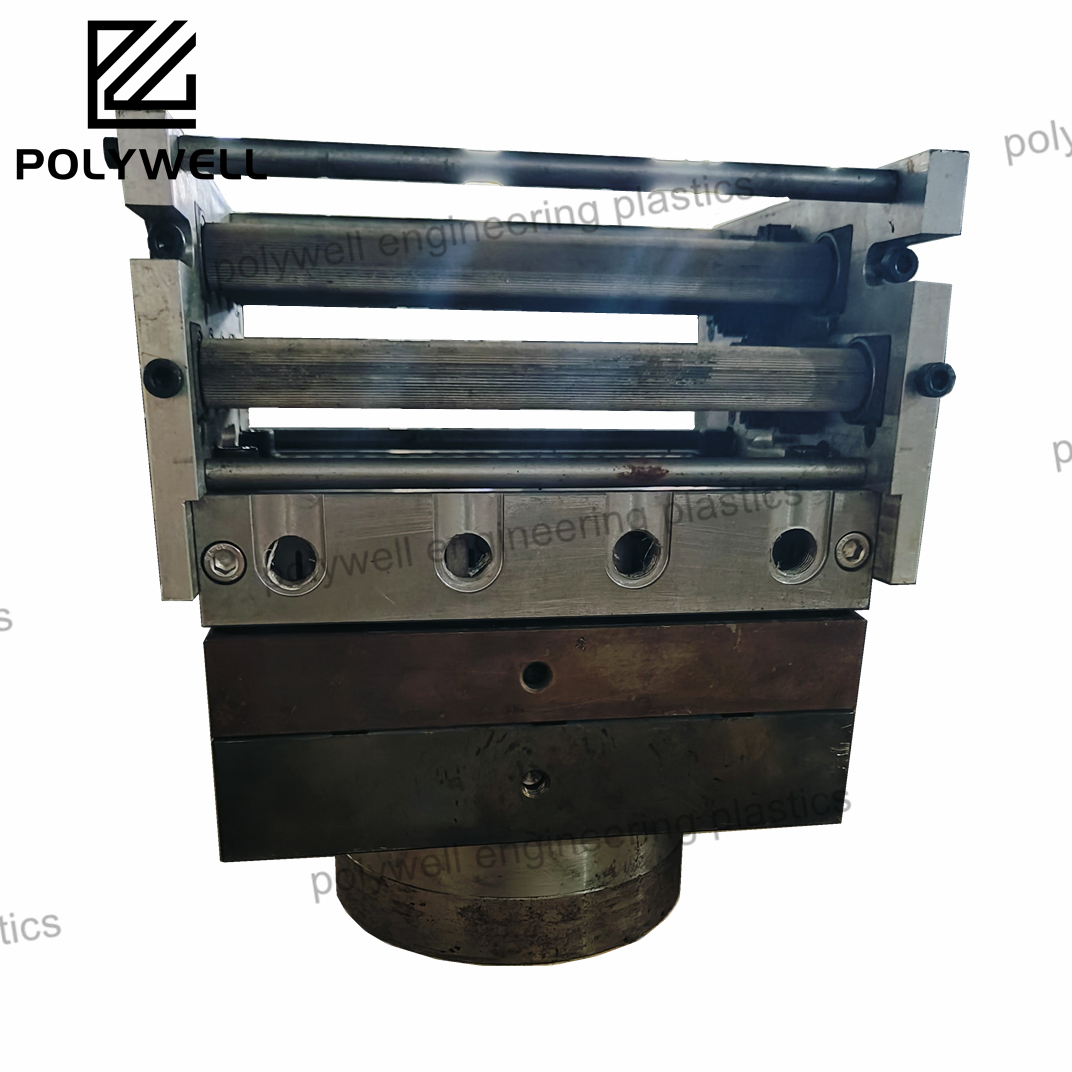
TEHNOLOGIJA OBRADE „BOJANJE POSLE UMETANJA“ ZA PA TERMICKE ALUMINIJUMSKE PROFILSKE
Поливелл нуди напредну технологију бојења након уноса ПА топлотних трака за прекид у алуминијумске профиле, обезбеђујући дуготрајну боју и одличну изолацију за енергетски ефикасне системе прозора и врата.
Погледај више