EN
EN










































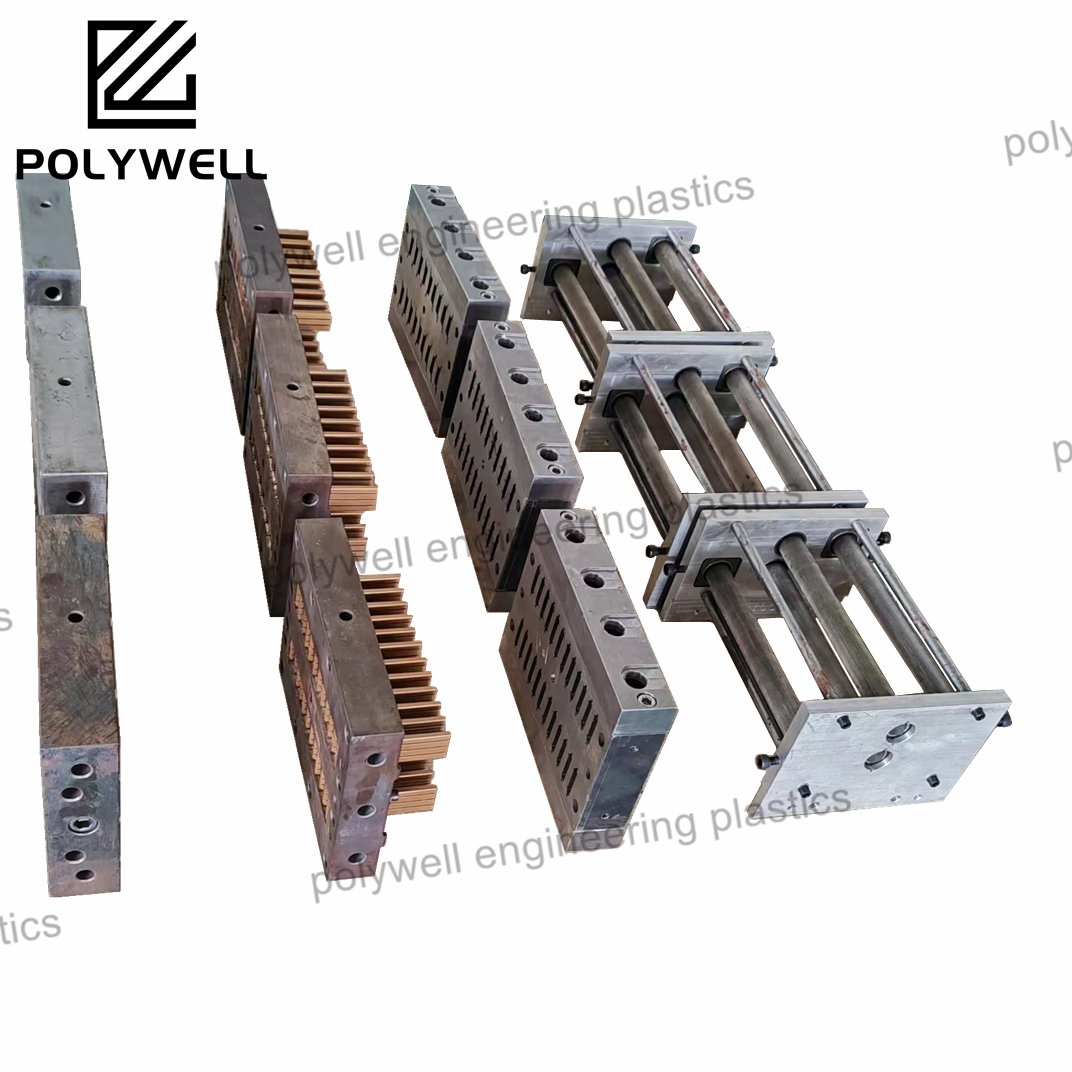

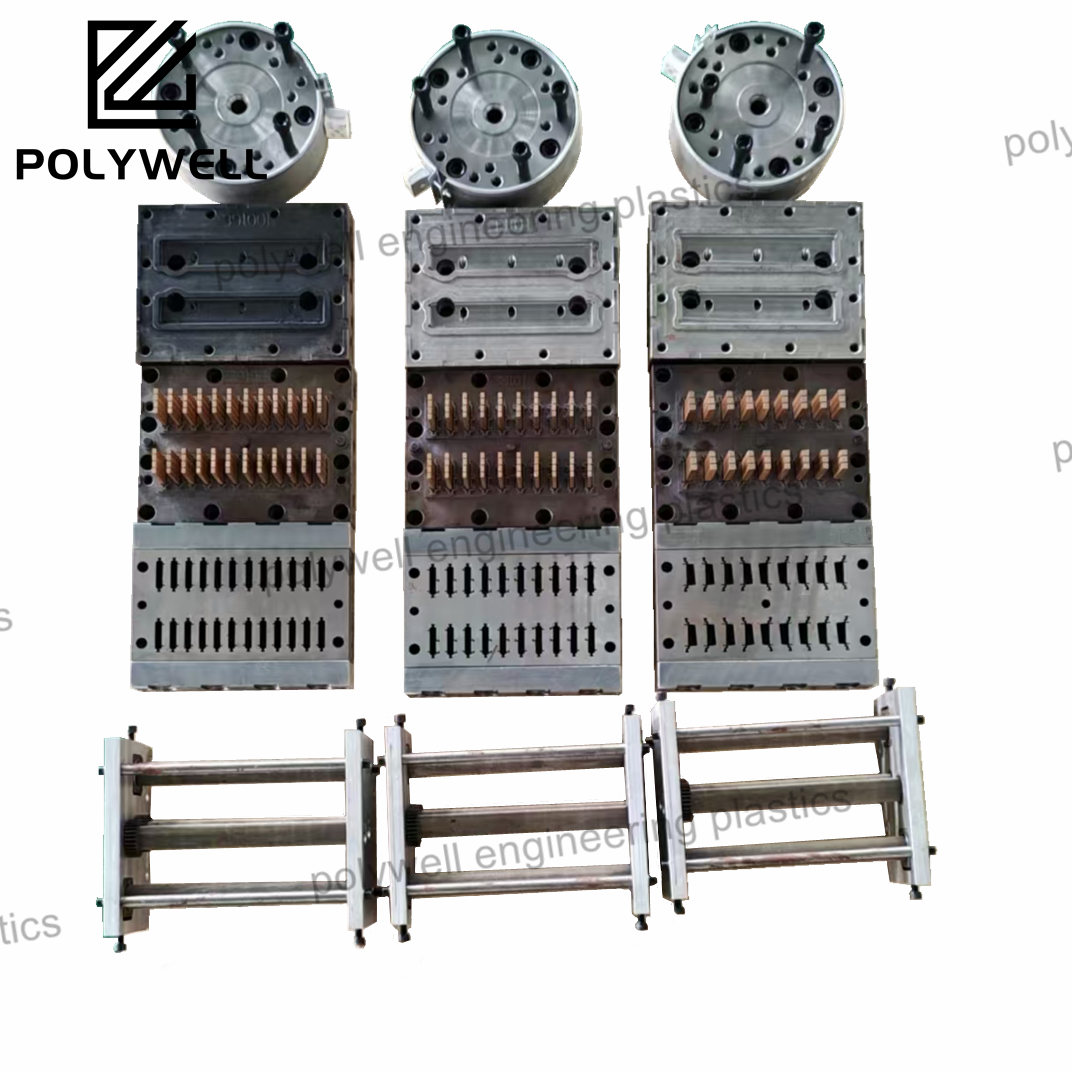
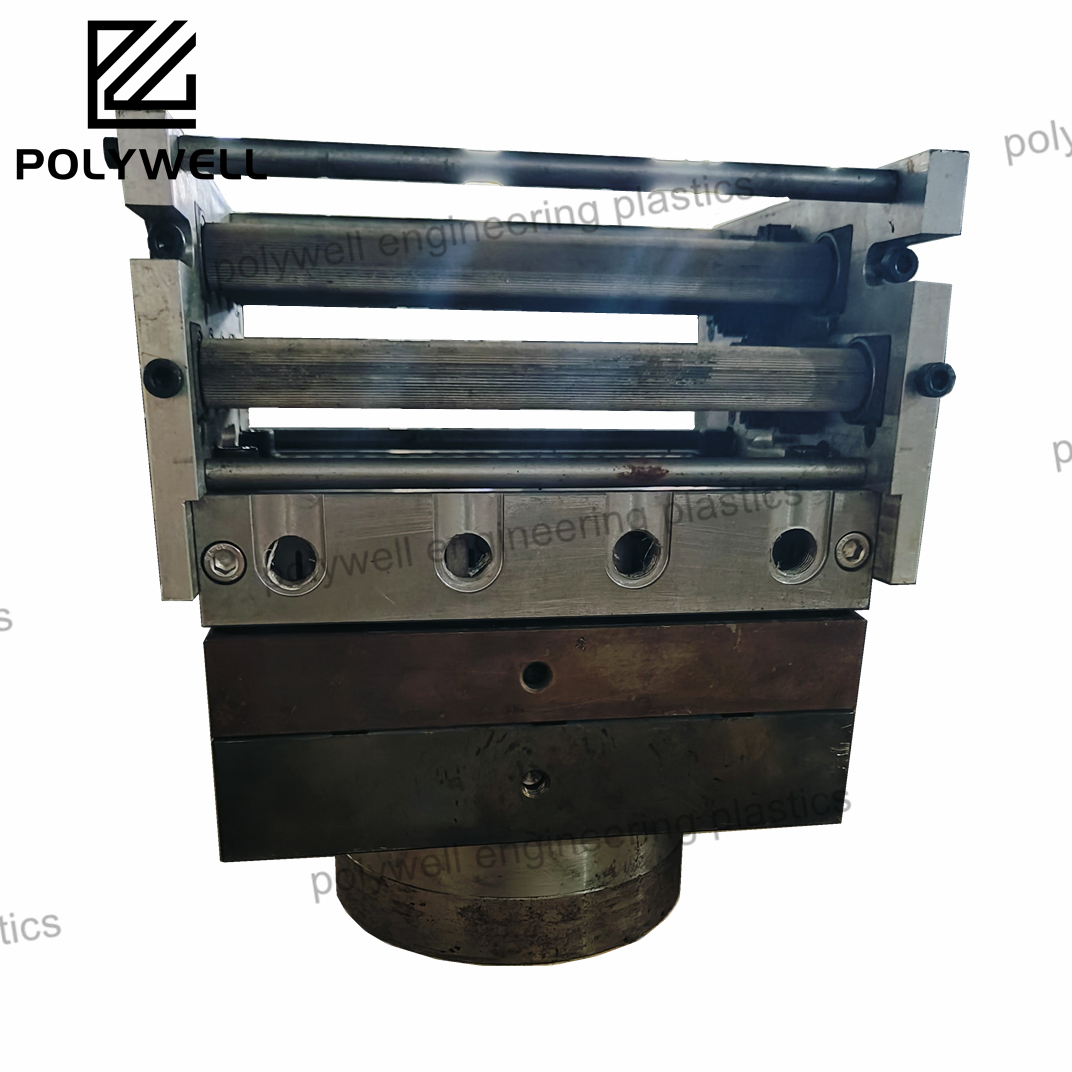
Kako izabrati materijal za termičke trake za prozore i vrata?
POLYWELL vas vodi kroz izbor najboljih materijala za termičke trake za prozore i vrata. Osigurajte optimalnu izolaciju i energetsku učinkovitost uz profile na bazi PA66GF25.
Погледај више