EN
EN










































Uporaba poliamidnih granul v različnih industrijskih področjih
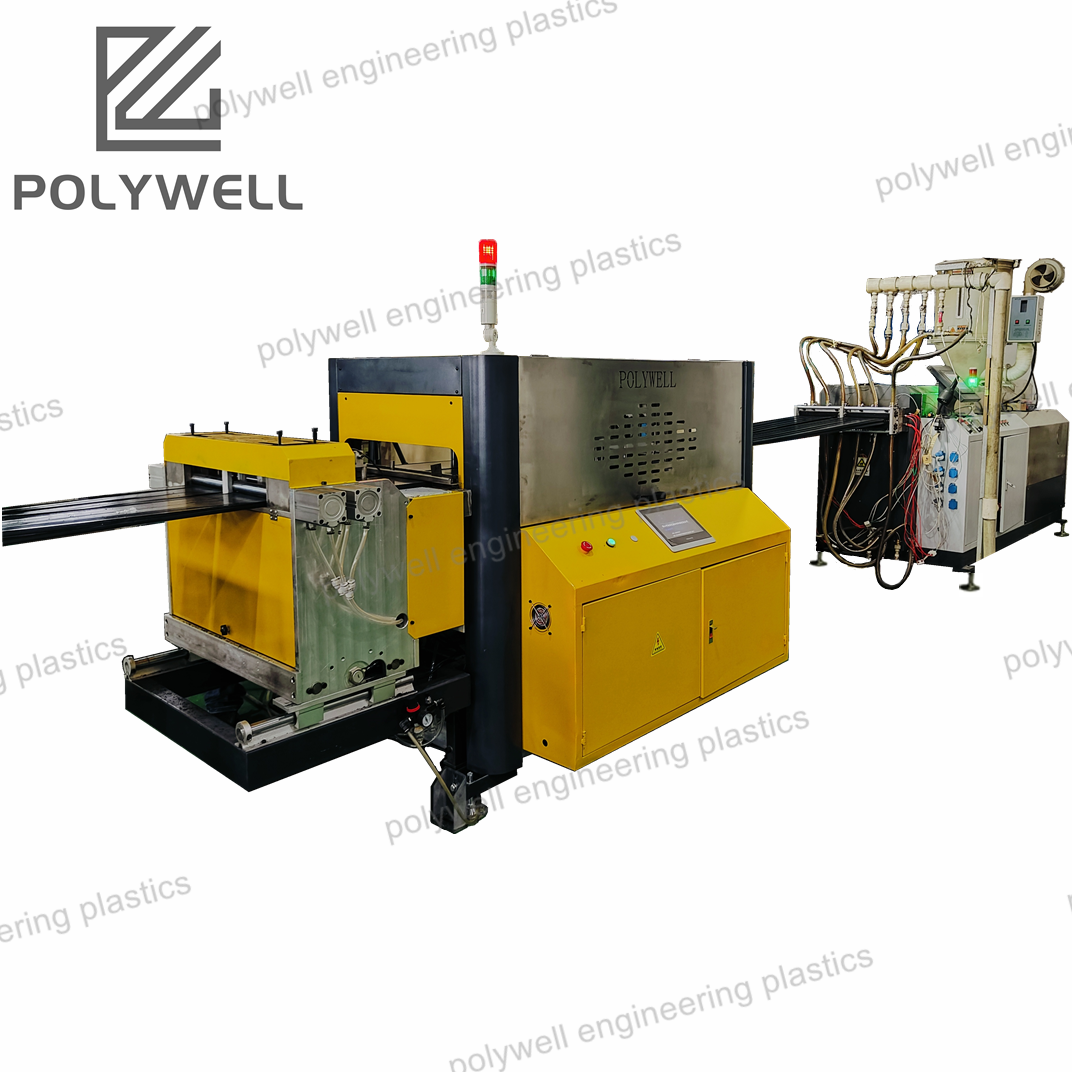
POLYWELL ponuja visokokakovostne poliamidne granule, ki se uporabljajo v avtomobilski, elektroonski, tekstilski in gradbeniški industriji, zagotavljajoče trdno in trajnostno rešitev.
Ogledaj več