EN
EN










































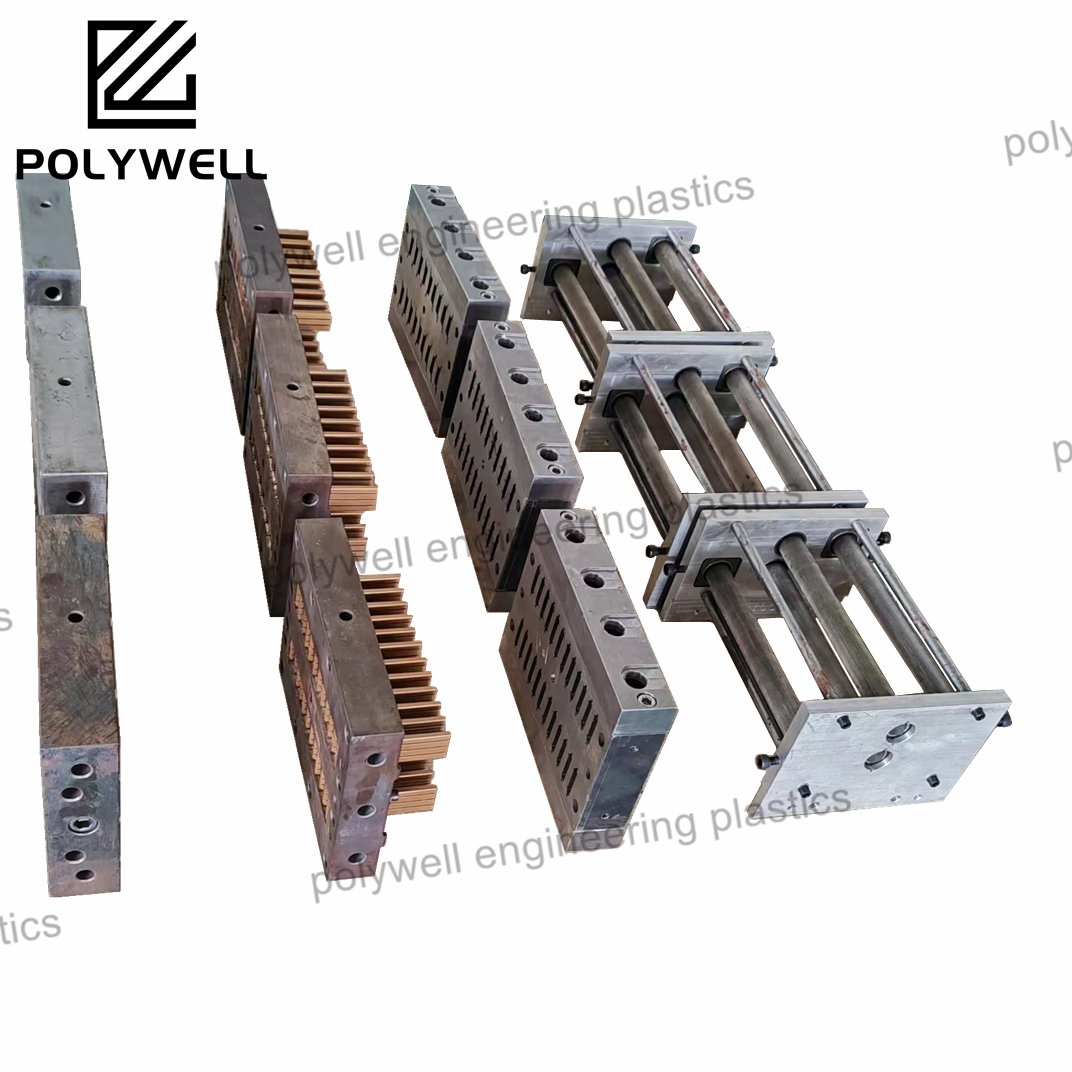
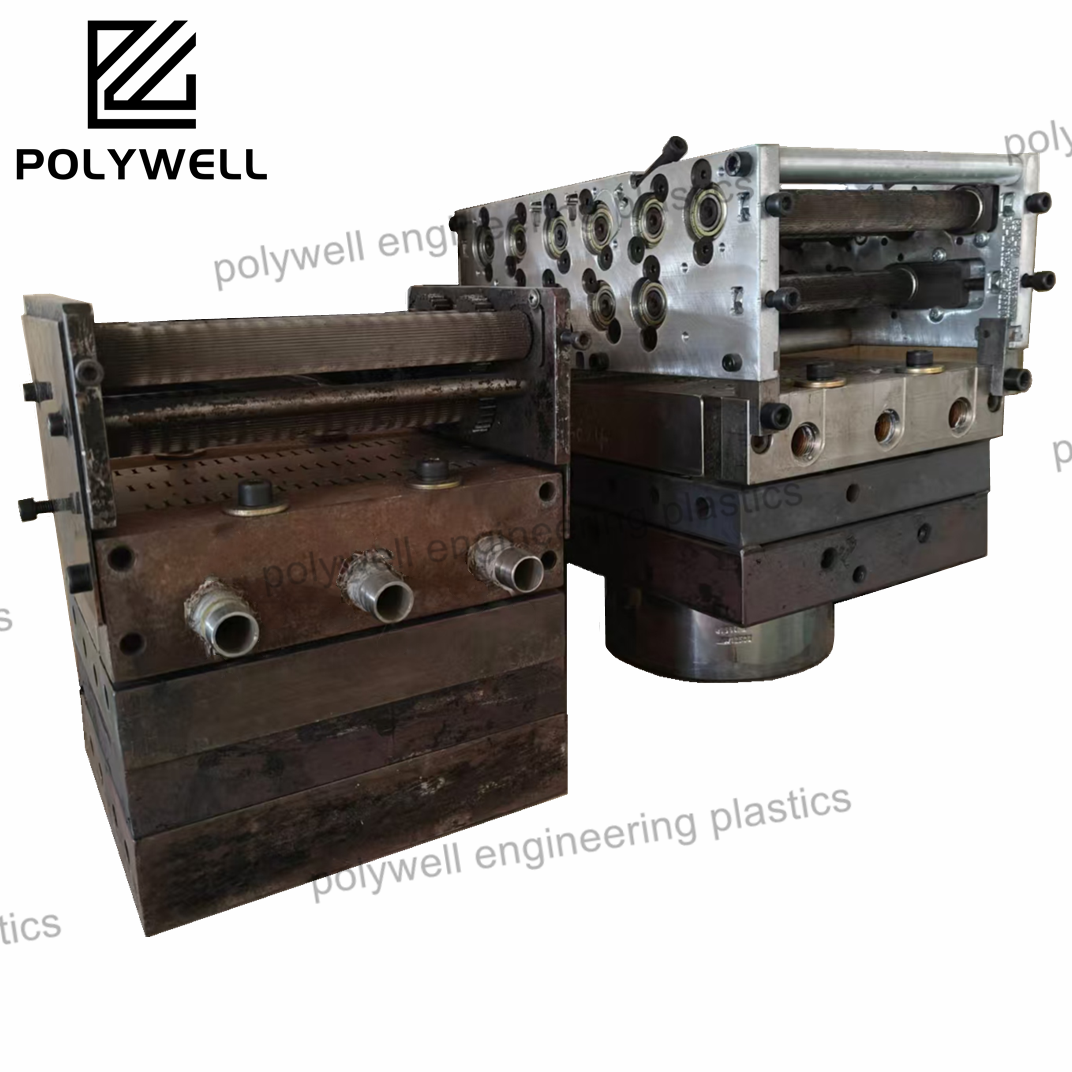
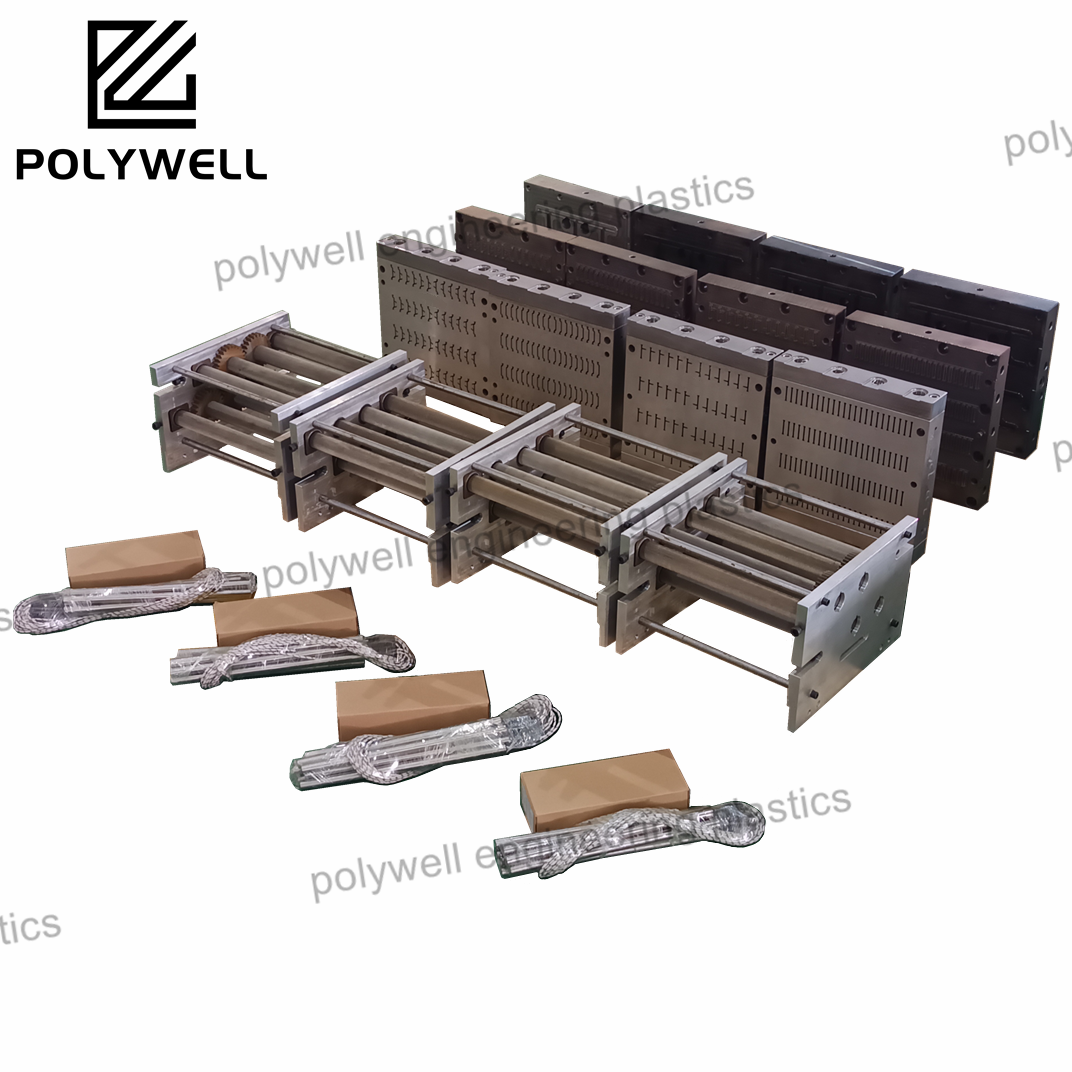
Postupy v extruzných matriciach pre zložité tepelné izolačné profily
Preskúmajte najnovšie postrehy v extrúznych matriciach pre tepelné prerušovače, vrátane použitia pokročilých materiálov, technológie 3D tlače a softvéru CAD. Zistite, ako tieto inovácie zvyšujú tepelnú účinnosť, energetickú správu a udržateľnosť v stavebných projektoch.
Zobraziť viac