EN
EN










































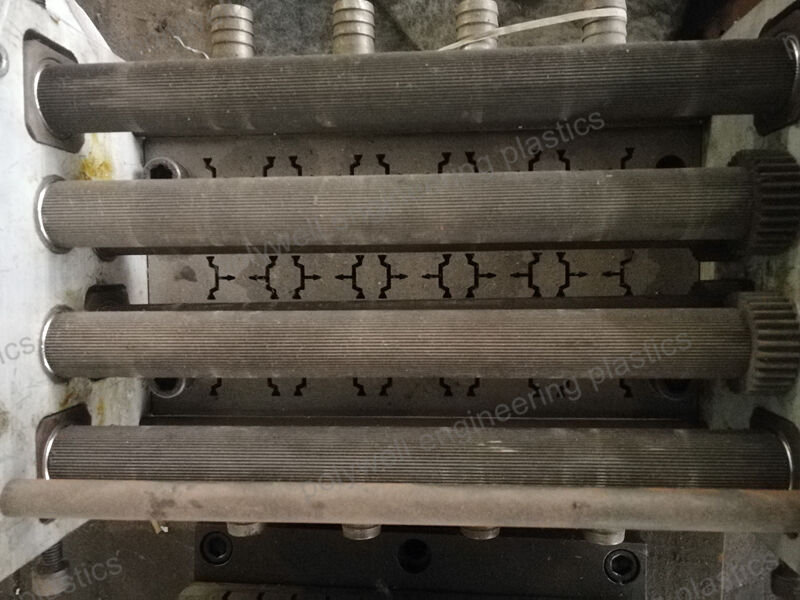

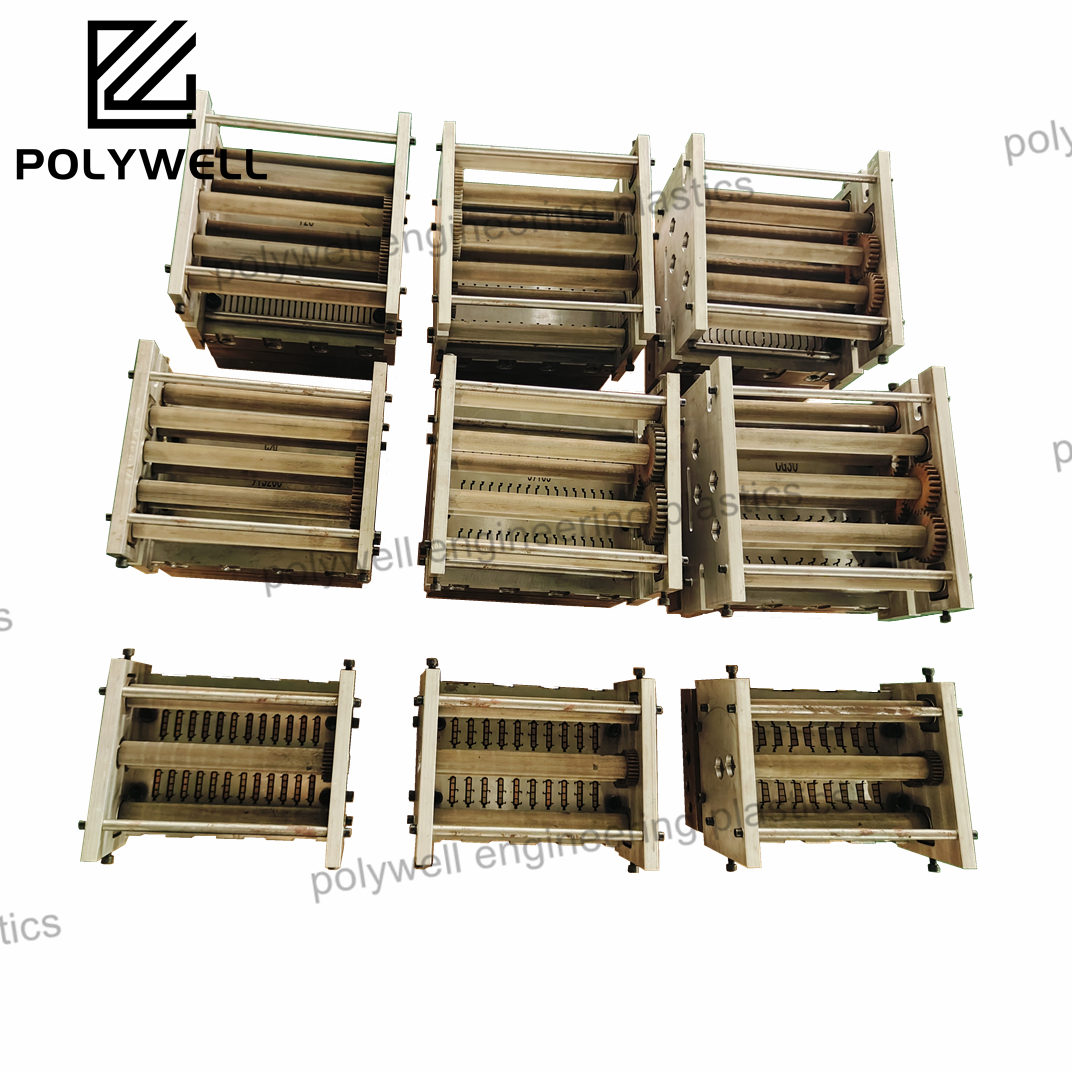
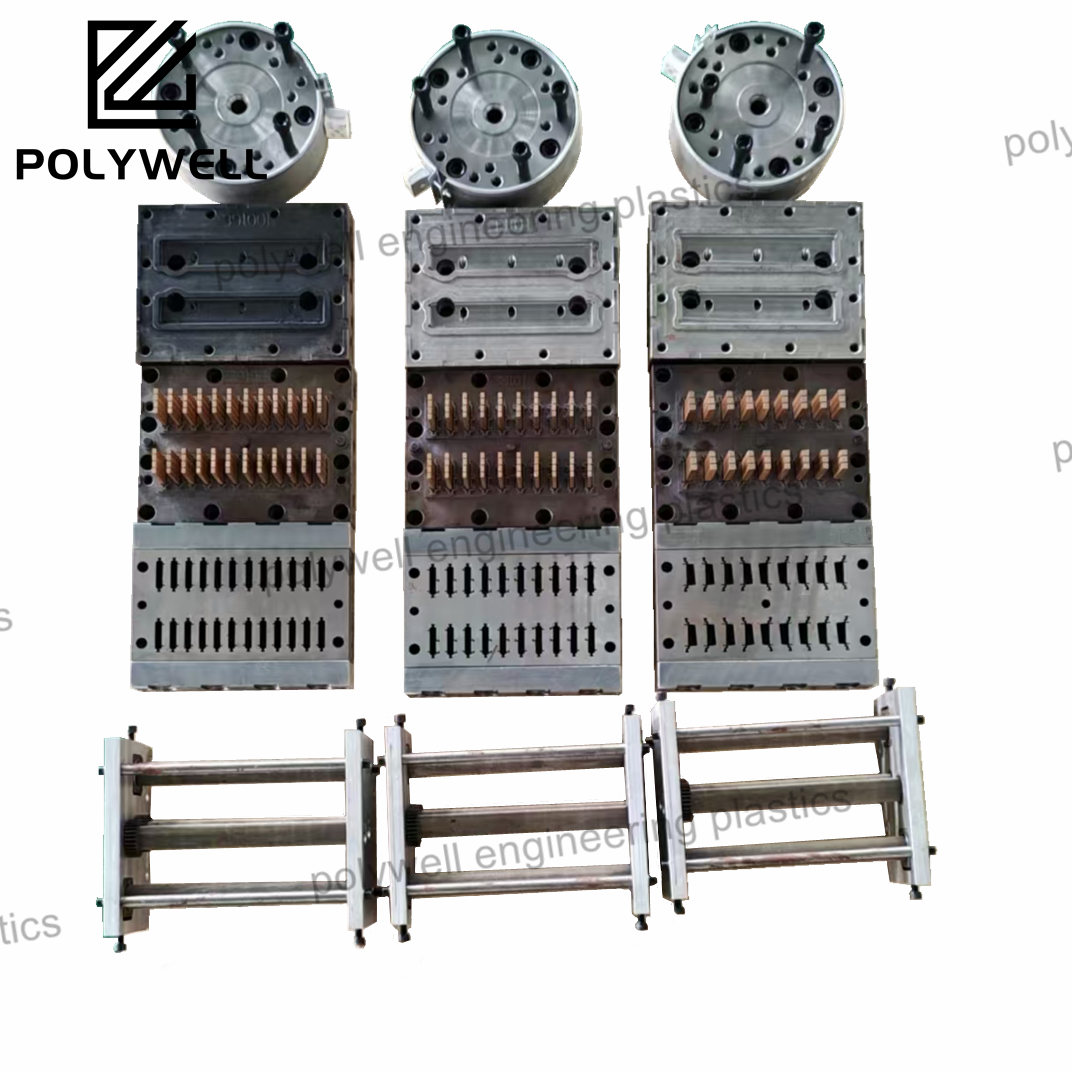
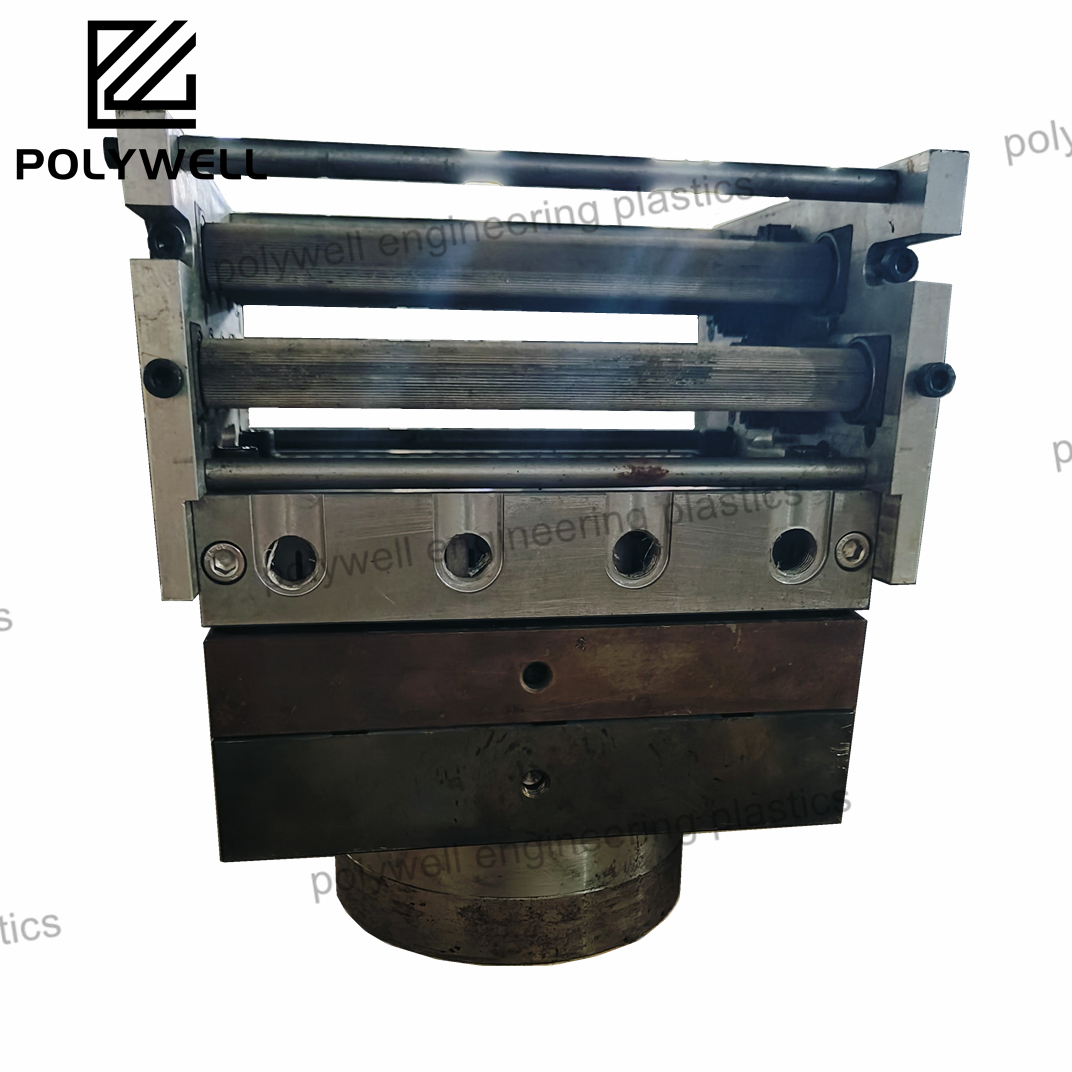
TECHNOLOGIA ZPRACOVÁVANIA „FARBOVANIE PO VLOŽENÍ“ PA TEPLOIZOLAČNÝCH ALUMÍNIÉROVÝCH PROFILŮ
POLYWELL ponúka pokročilú technológiu farbenia po vložení PA teploizolačných pások do alumíniových profilov, čo zabezpečuje trvavú farbu a vynikajúcu izoláciu pre energeticky účinné systémy oken a dverí.
Zobraziť viac