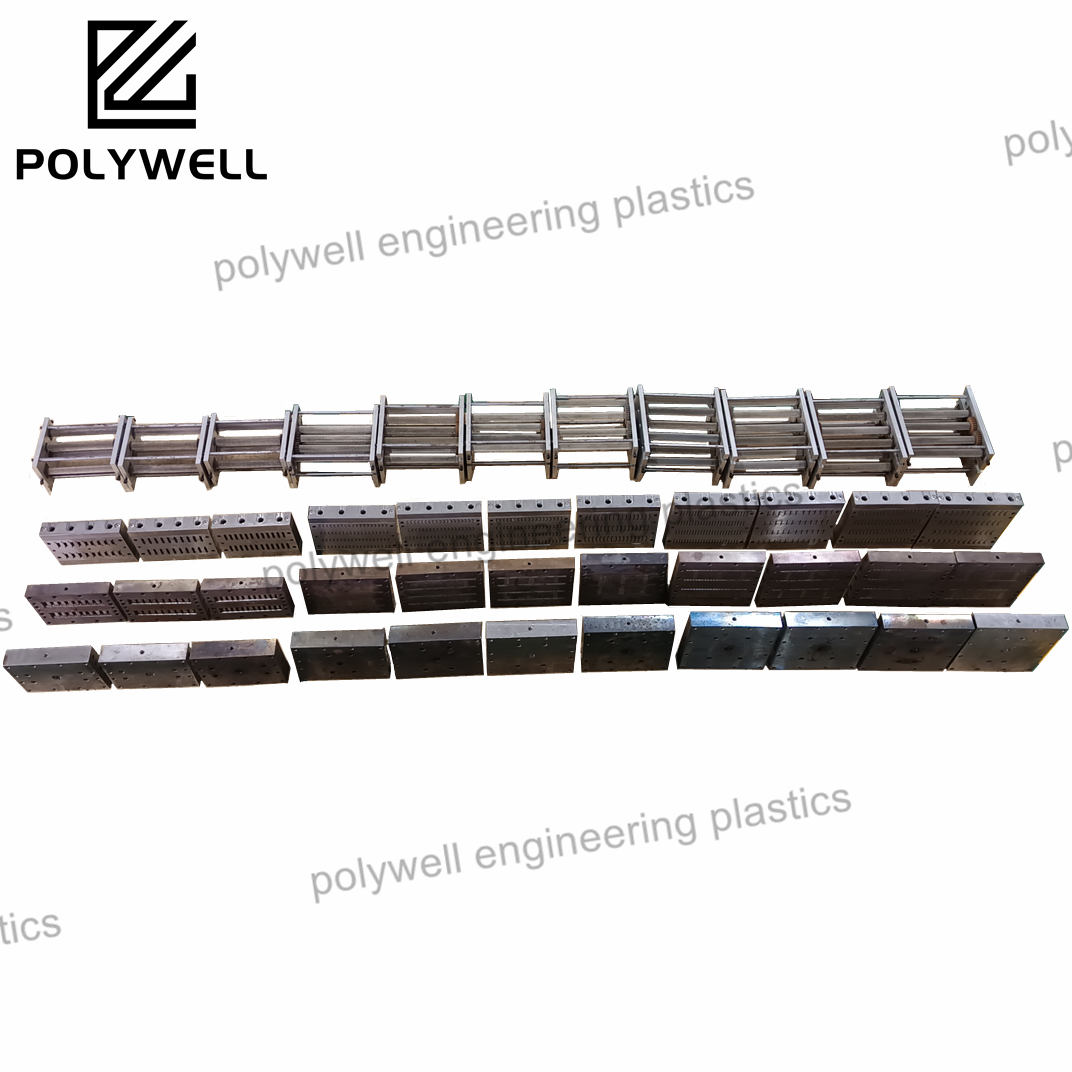
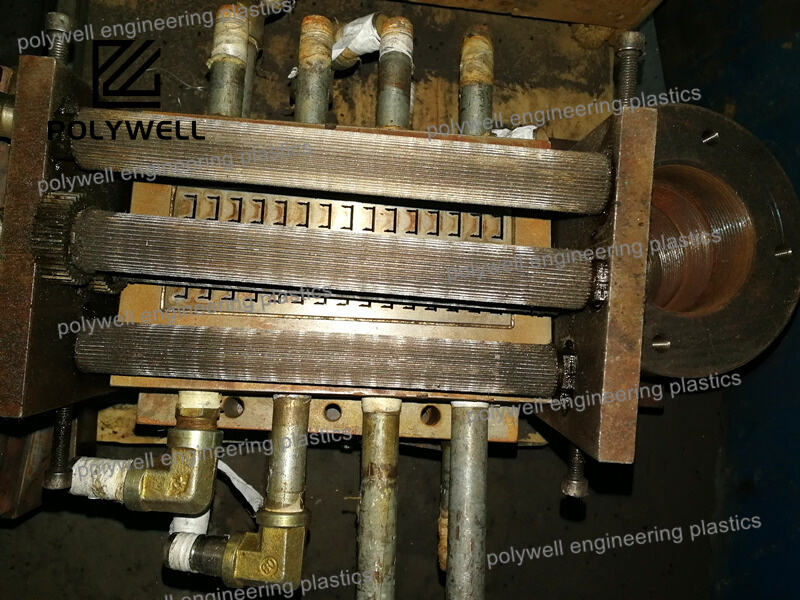
Конструкция формовочного узла основного канала: оптимизация потока для качества литья под давлением
На этой странице рассматриваются особенности проектирования формообразующих впускных каналов — ключевого элемента литья под давлением, который напрямую влияет на течение материала, заполнение формы и качество готового изделия. Описаны распространённые типы основных каналов (например, литниковый канал, боковой канал, точечный канал, канал горячей системы питания) и критерии их выбора: литниковые каналы — для крупных деталей, боковые каналы — для плоских компонентов, точечные каналы — для небольших и точных деталей. Приведены факторы проектирования: расположение канала (для предотвращения стыковых линий и обеспечения равномерного заполнения), размер канала (для контроля времени и давления заполнения), а также удаление канала (с целью минимизации последующей обработки после литья). Также объясняется, как проектирование основного канала способствует предотвращению дефектов (уменьшение заусенцев, усадочных следов и воздушных карманов), и приведены примеры моделирования для демонстрации оптимизации потока. Этот ресурс идеально подходит для конструкторов пресс-форм, инженеров по литью под давлением и производителей, стремящихся повысить стабильность качества изделий за счёт эффективного проектирования основных каналов.
Получить предложение

 EN
EN