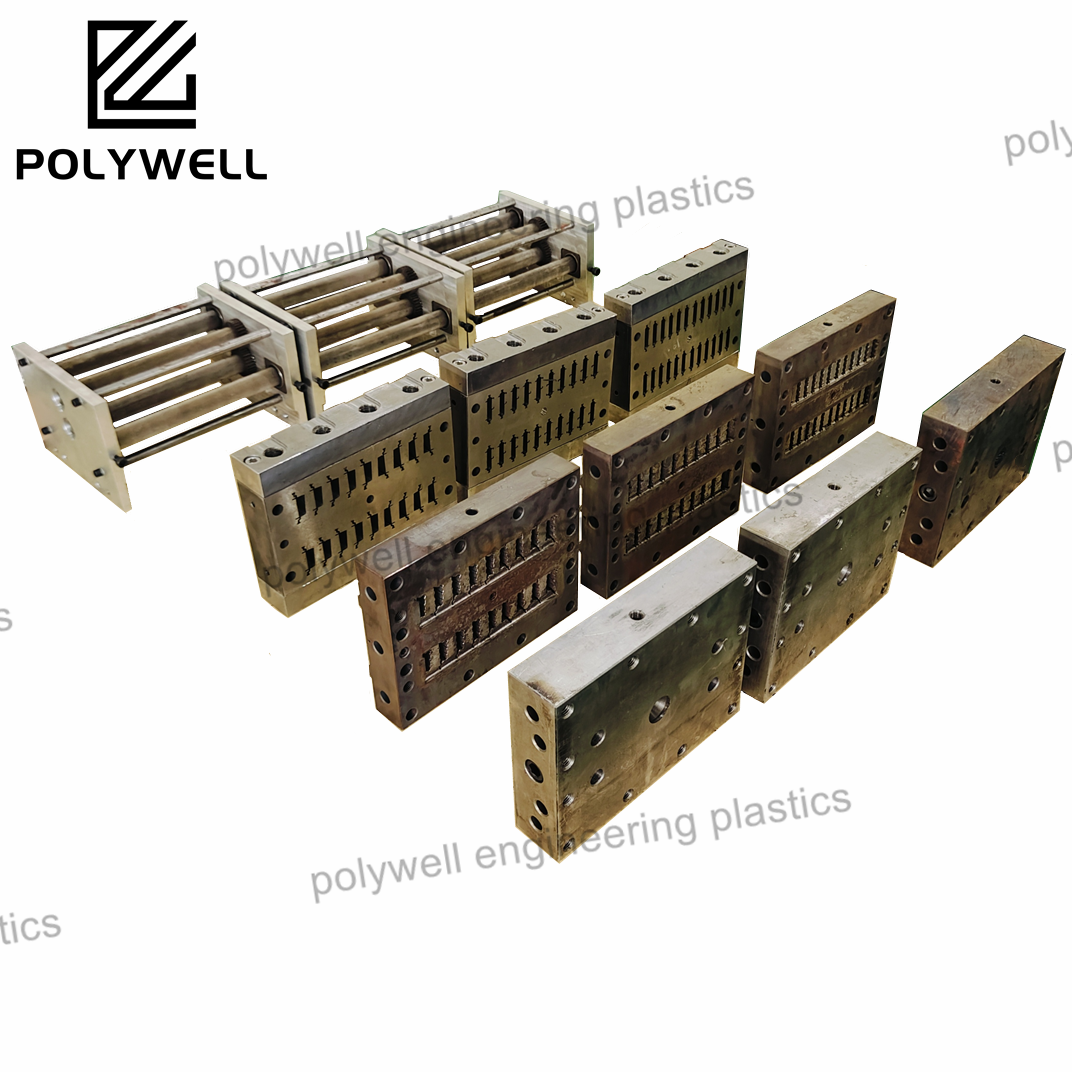
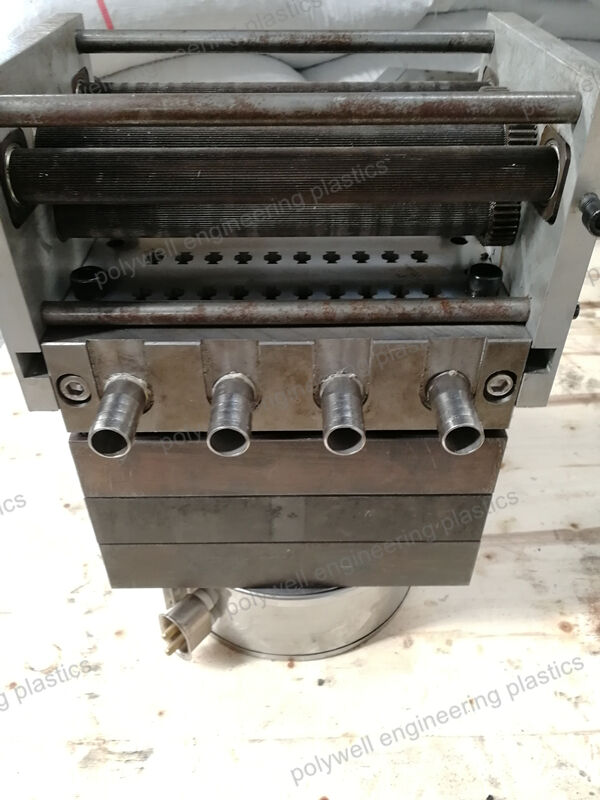
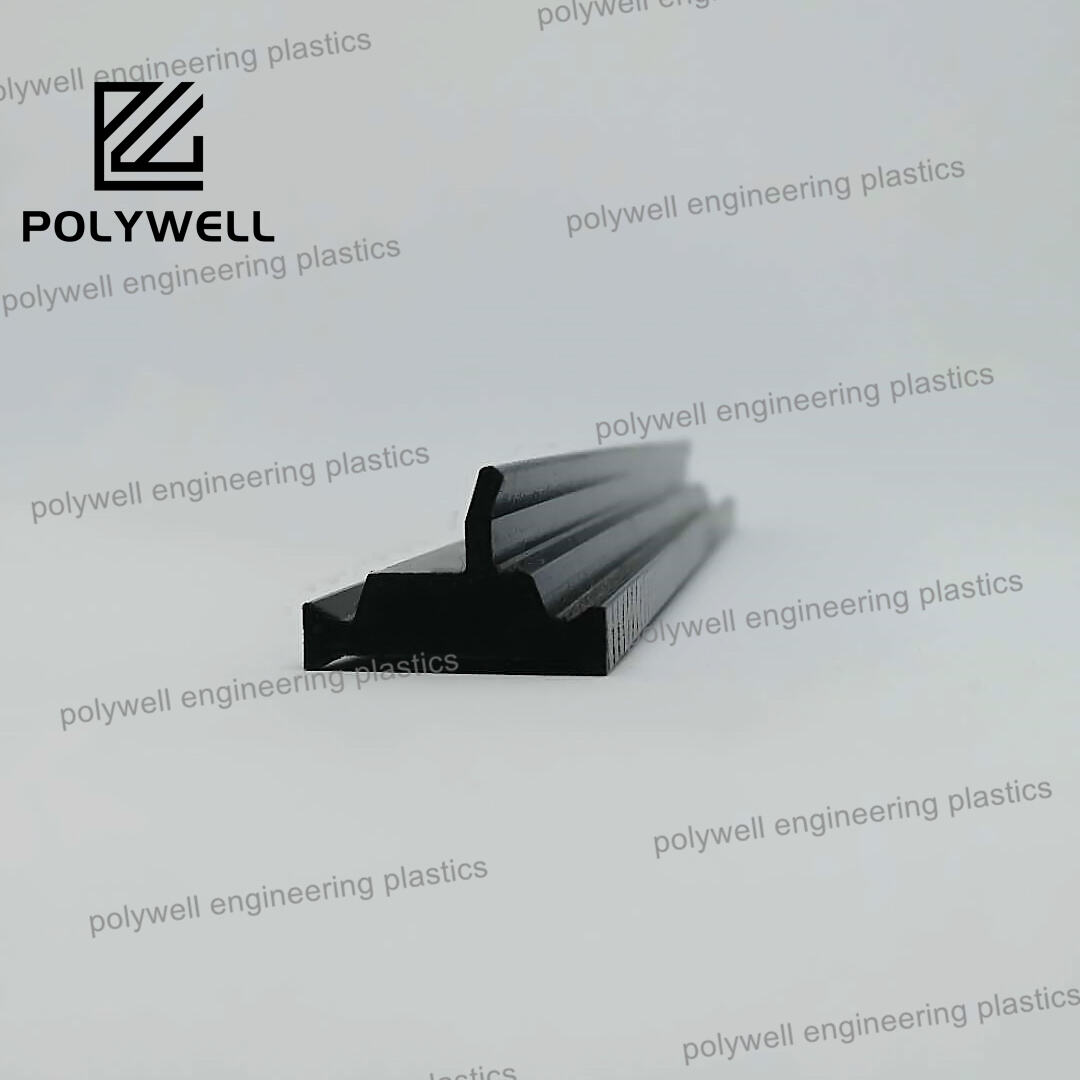
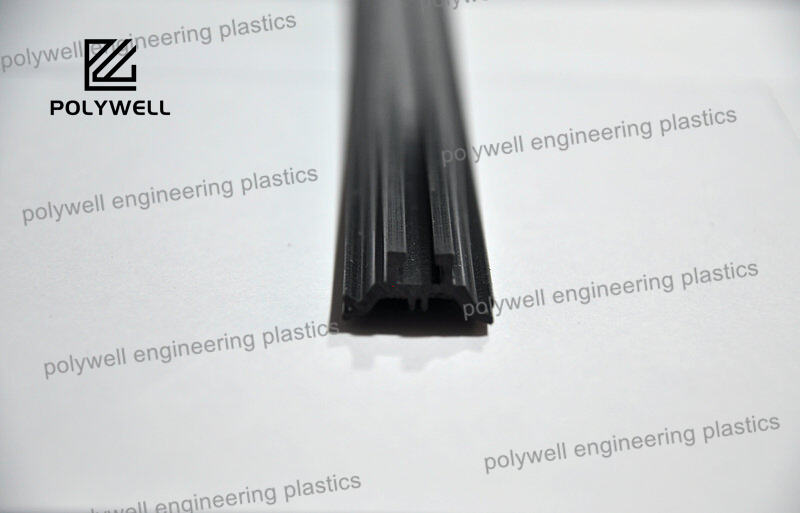
Torowce liniowe smarowane POLYWELL: Dla stabilności linii produkcyjnej taśmy przerwy termicznej z poliamidu
Ta strona należy do firmy POLYWELL, dostawcy z ponad 15-letnim doświadczeniem w dziedzinie rozwiązań z wykorzystaniem przerw termicznych z poliamidu, oferującej prowadnice liniowe smarowane jako część „Innego wyposażenia linii produkcyjnej taśm poliamidowych”. Prowadnice liniowe smarowane zapewniają płynny ruch o niskim współczynniku tarcia elementów (np. części ekstrudera, narzędzi tnących) podczas produkcji taśm poliamidowych, zmniejszając zużycie i wydłużając żywotność urządzeń. POLYWELL udziela wsparcia technicznego w zakresie konserwacji prowadnic oraz harmonogramów smarowania, a także oferuje usługi projektowania dla celów produkcyjnych (DFM), aby zintegrować prowadnice z istniejącymi liniami. Serwis lokalny pomaga rozwiązywać problemy związane z instalacją lub użytkowaniem, a trwające przez całe życie szkolenia pozwalają klientom utrzymać wysoką wydajność prowadnic. Opinie klientów (np. pana Tiago, który chwali użyteczność sprzętu POLYWELL) potwierdzają niezawodność rozwiązań, a sześciokrokowy proces współpracy (przesłanie rysunku → wycena → personalizacja → dostawa) gwarantuje spersonalizowane rozwiązania dla producentów.
ZAMÓW CENĘ

 EN
EN