
 EN
EN










































Anvendelser av polyamidkorn i ulike industrier
POLYWELL tilbyr høykvalitets polyamidgranuler som brukes i automobil-, elektronikk-, tekstil- og byggindustrien, og sørger for styrke og varighet.
SE MER
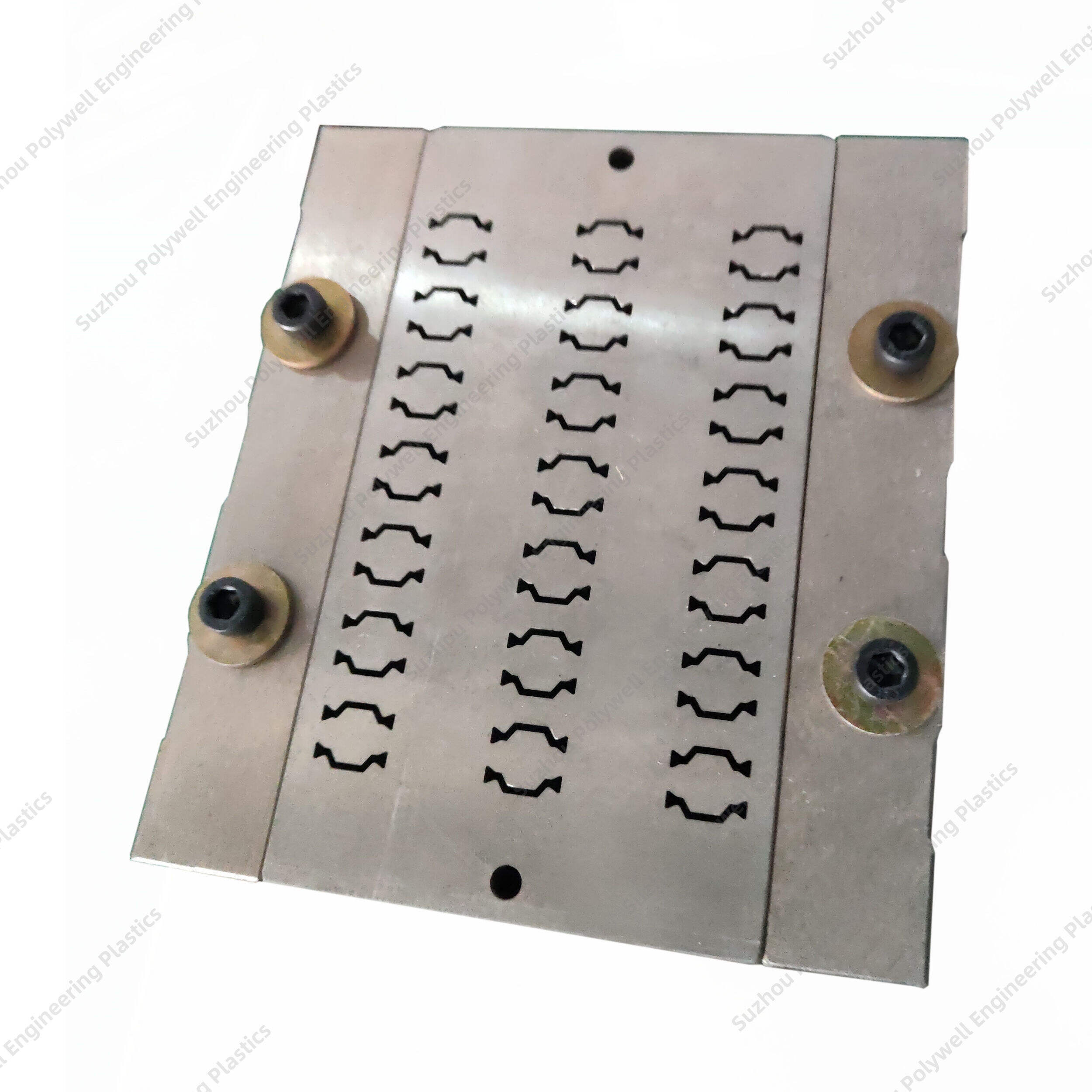
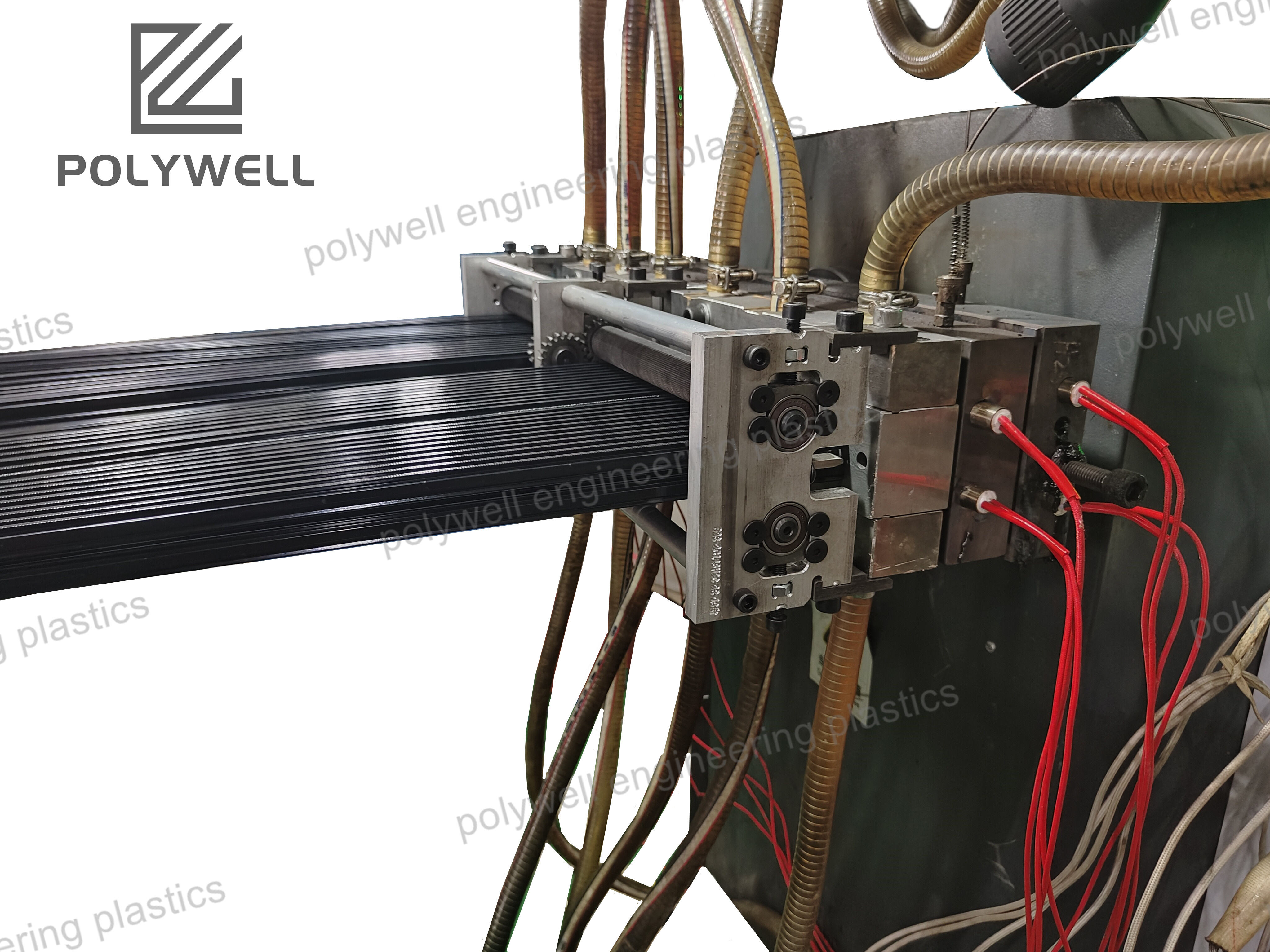
Ekstruderskruen og -barrelen utgjør hjertet i ekstruderingsprosessen, de avgjørende komponentene der den fysiske omformingen av plast fra fast til smeltet tilstand skjer under kontrollerte forhold. Dette paret er et svært nøyaktig konstruert system der design og metallurgi er av største betydning. Skruen er en kompleks aksel med helikale flukter som har funksjonene å transportere, smelte, blande og trykksette polymeren. Dens geometri – inkludert fluktstigning, kanaldybde og kompresjonsforhold – er nøye beregnet for det spesifikke materialet som bearbeides. For eksempel må en skrue for PA66 ha et design som tar hensyn til materialets skarpe smeltepunkt og høye smeltetemperatur, ofte med en lengre overgangsone. Barrellen er en trykktank som omslutter skruen, utstyrt med flere oppvarmingssoner og kjølekanaler for nøyaktig termisk regulering. For å tåle det store trykket, abrasive fyllstoffer og ofte korrosive polymeradditiver, er begge komponenter produsert av høyfast, slitesterke legeringer. Standardoverflater er nitriderte for god slitasjebestandighet, men for svært abrasive materialer som glassfylt nylon, er bimetalliske barreller med legeringsforinger (f.eks. Xaloy) og skruer med herdetete flukttipper eller spesialbelegg (f.eks. Stellite) nødvendige for lang levetid. Avstanden mellom skrueflukten og barrelveggen er en kritisk toleranse; for stor avstand fører til redusert ytelse og dårlig smeltekvalitet, mens for liten avstand øker risikoen for mekanisk låsing. Ytelse, produksjonshastighet og energieffektivitet for hele ekstruderanlegget bestemmes av tilstanden og designet på skruen og barrelen, noe som gjør dem til de viktigste slitevarene og hovedfokuset for kontinuerlig teknologisk utvikling innen ekstrudering.
18
Nov
29
Nov
05
Mar
28
Mar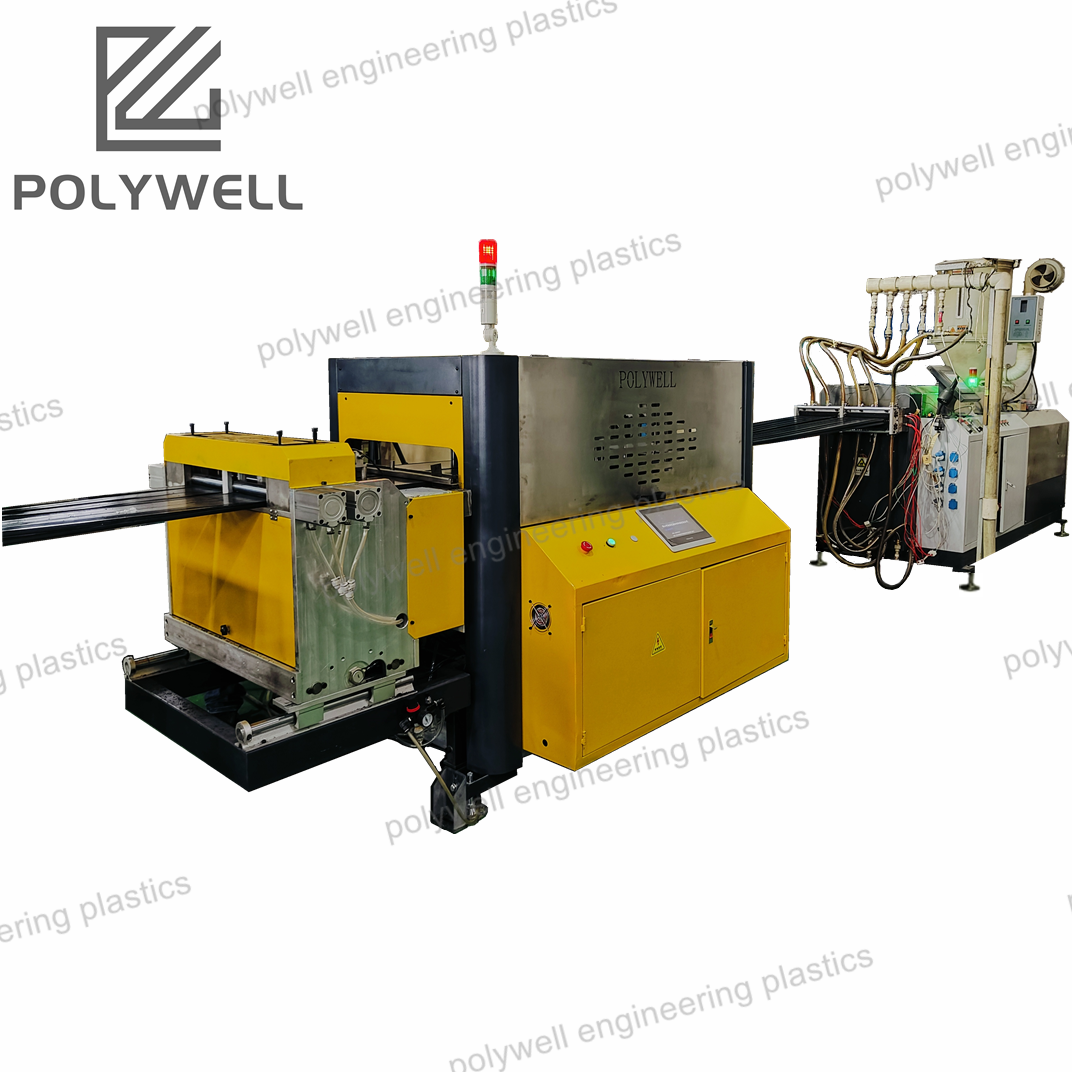


POLYWELL er spesialist i PA66 varmeisoleringstrimlar, som tilbyr polyamidgranulater, ekstruderer, muld, vikemaskiner og omfattende ein-stopps tilpassingstjenester.
Jinfeng-byen, Zhangjiagang-kommunen, Suzhou-byen, Jiangsu-provinsen, Kina
Opphavsrett © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Personvernerklæring





