EN
EN










































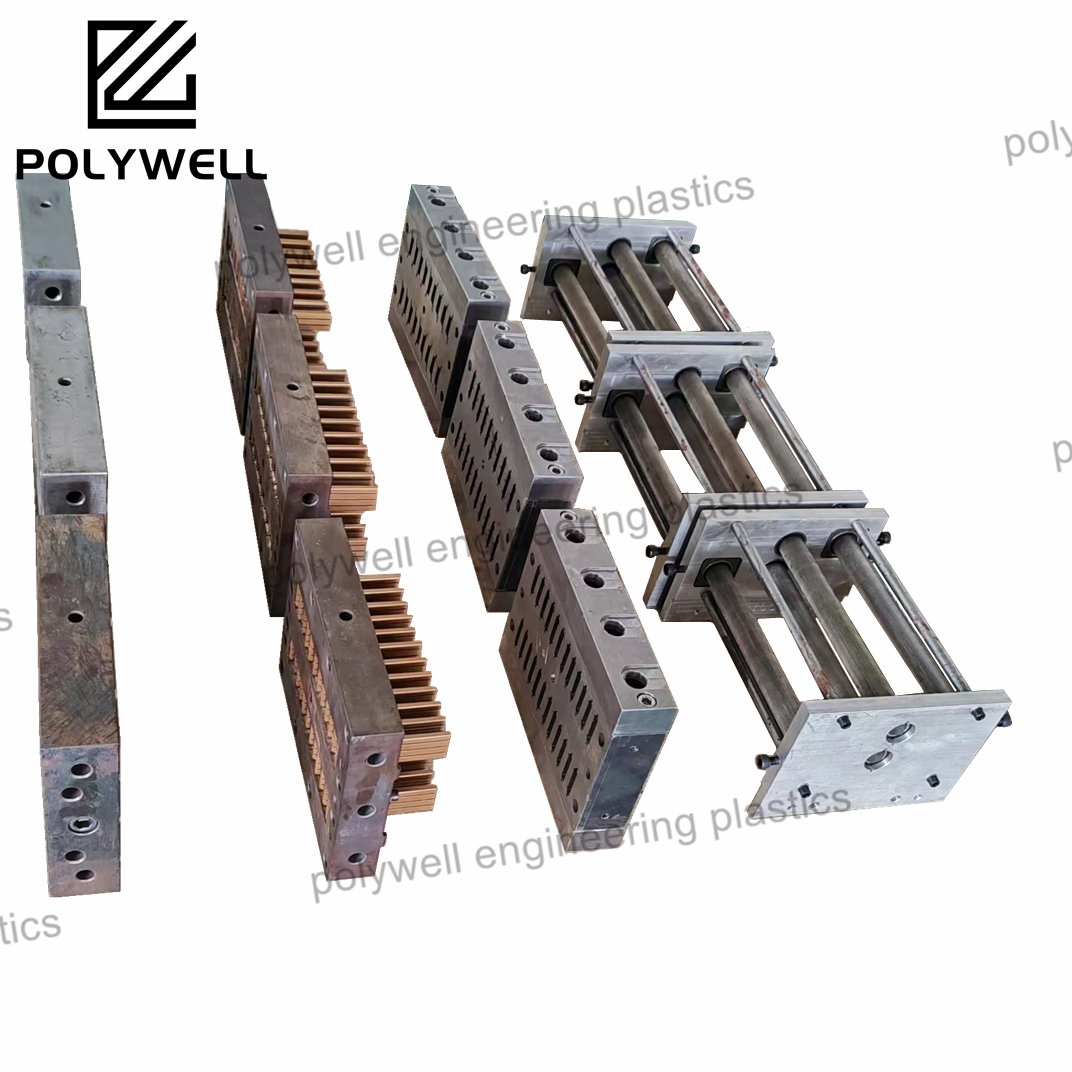
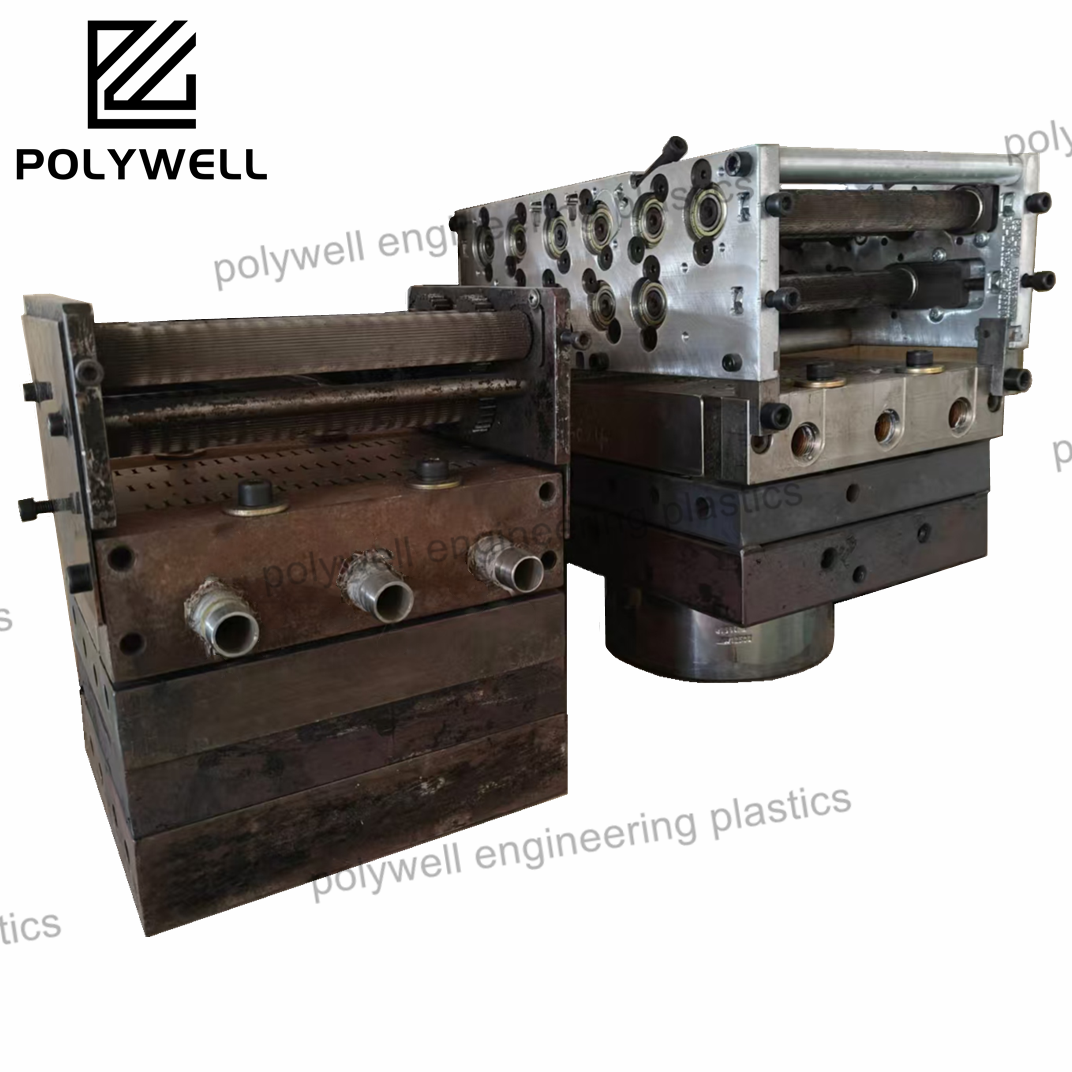
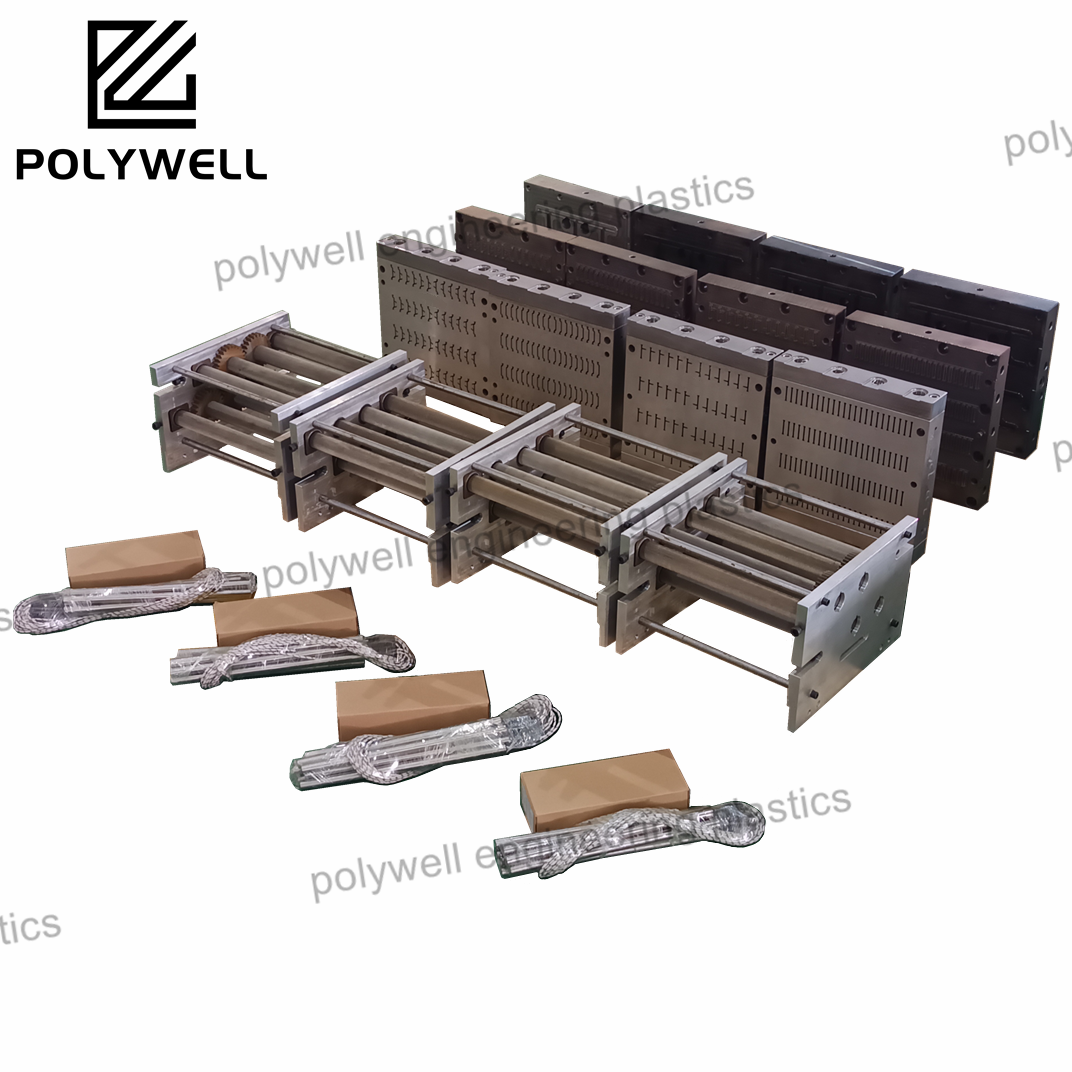
Vergissingen in Extrusiemodellen voor Complex Thermische Breukprofielen
Ontdek de nieuwste ontwikkelingen in extrusiemodellen voor thermische breukprofielen, inclusief het gebruik van geavanceerde materialen, 3D-printtechnologie en CAD-software. Leer hoe deze innovaties de thermische efficiëntie, energiebeheer en duurzaamheid in bouwprojecten verbeteren.
MEER BEKIJKEN