EN
EN










































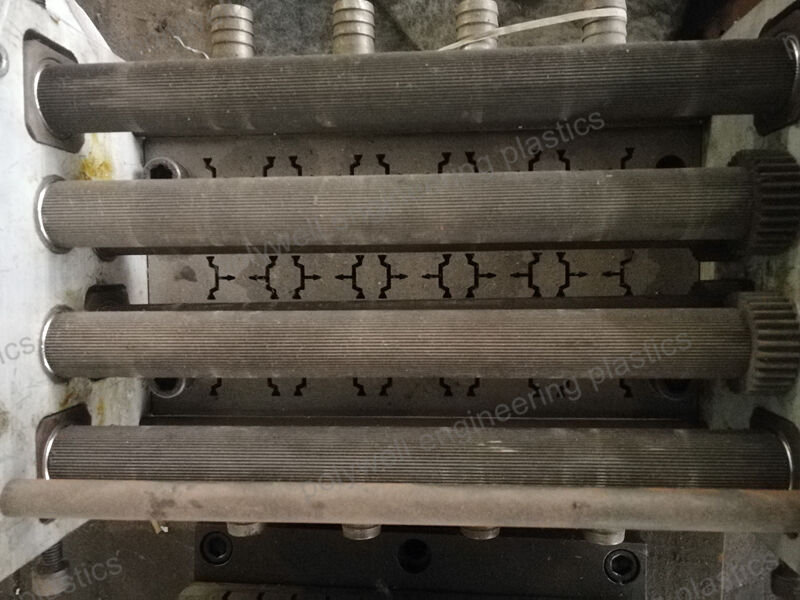

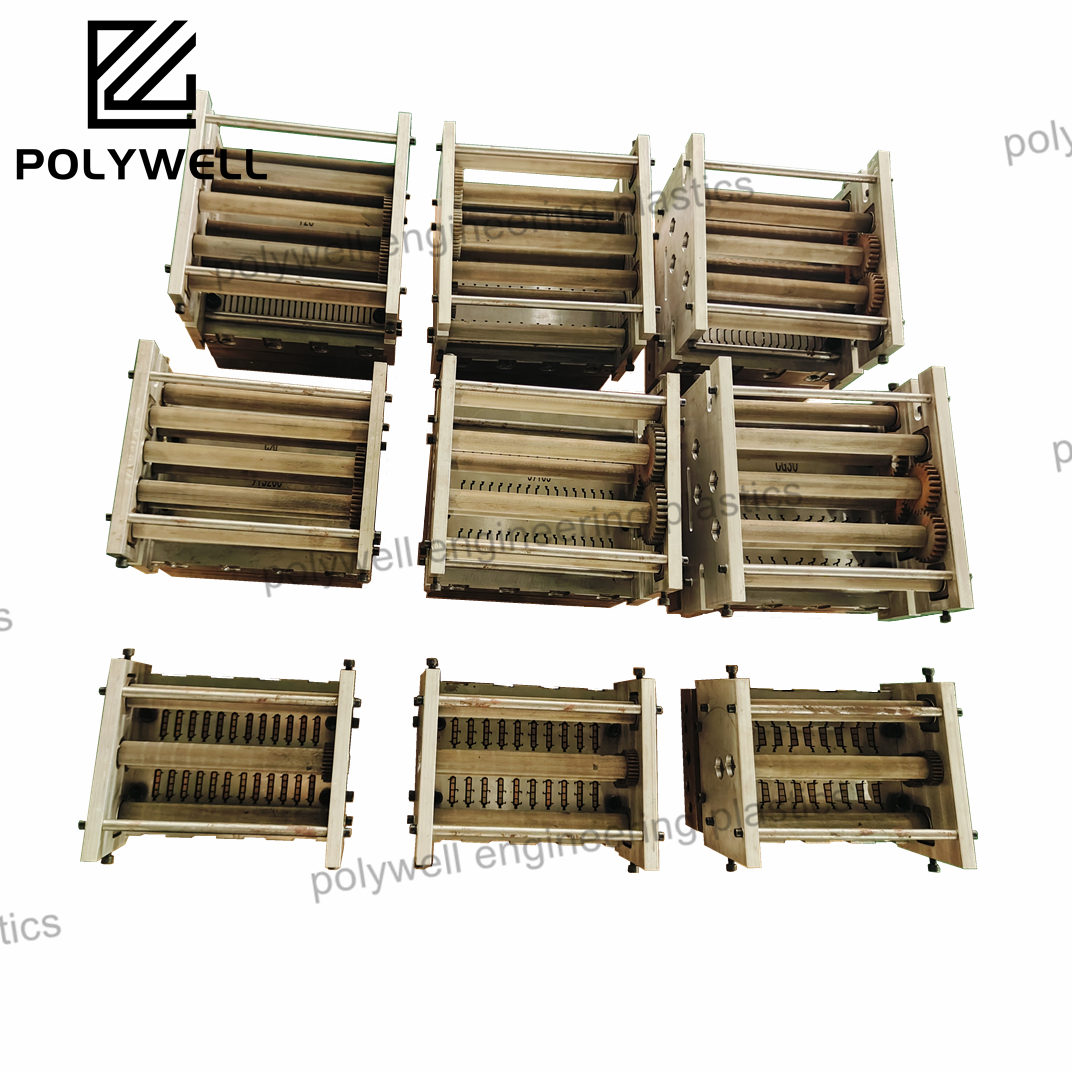
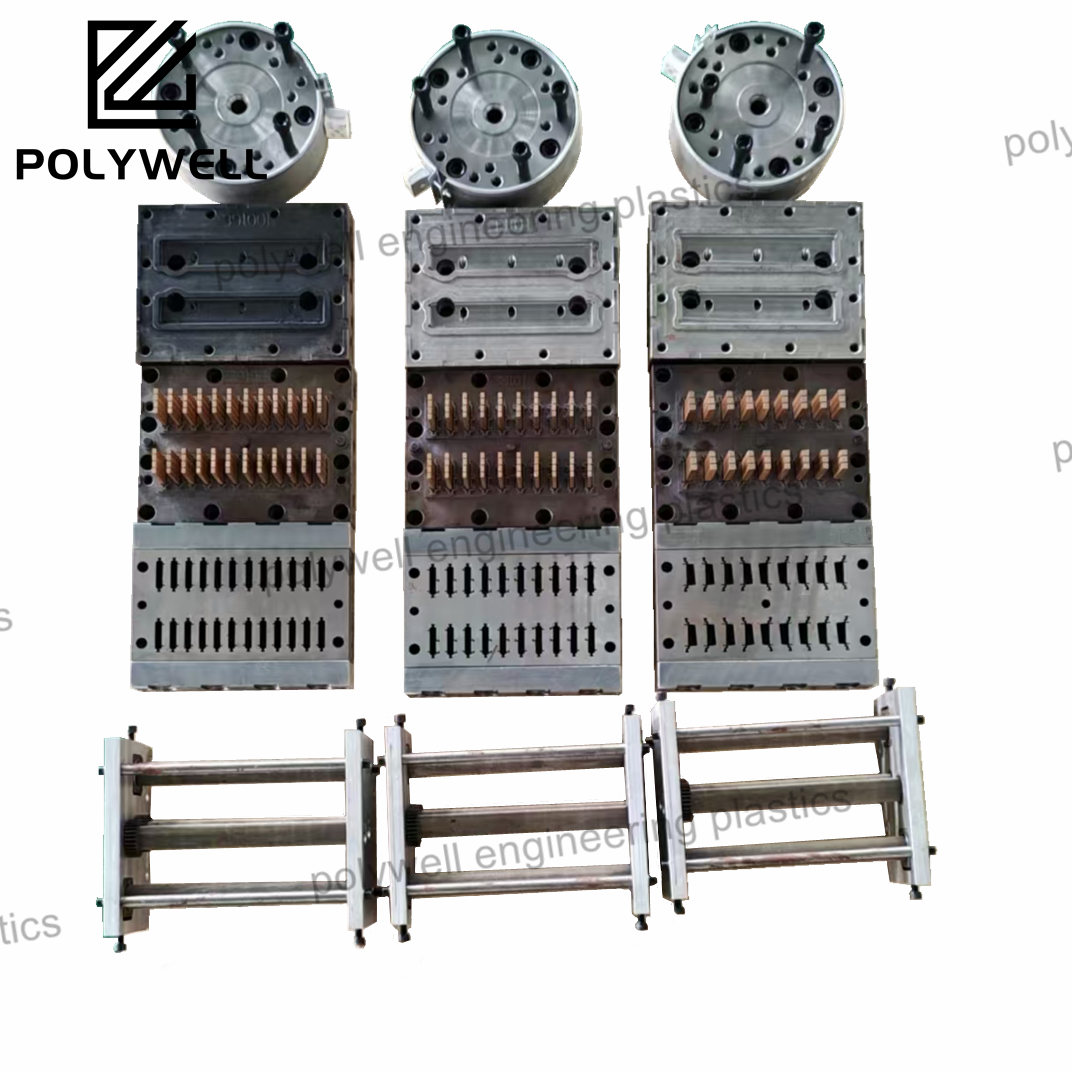
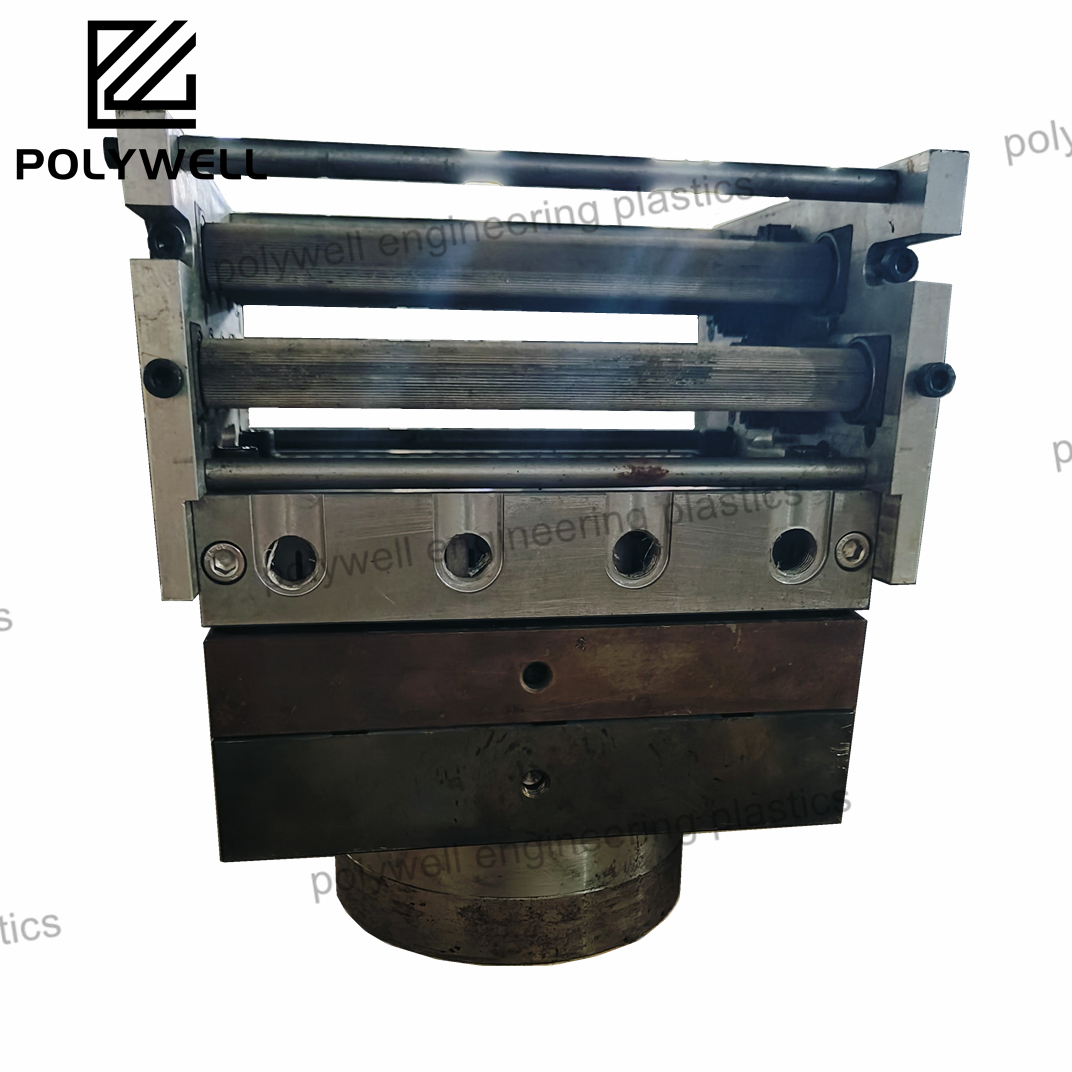
TEKNOLOGI PENGOLAHAN 'PENGENAAN WARNA SELEPAS PENYISIPAN' PROFI LUMINUM PEMUTUS THERMAL PA
POLYWELL menawarkan teknologi pengecatan terkini selepas menyisipkan jalur pemutus thermal PA dalam profil aluminium, memastikan warna yang tahan lama dan insulasi cemerlang untuk sistem tingkap dan pintu yang berkesan tenaga.
LIHAT LEBIH BANYAK