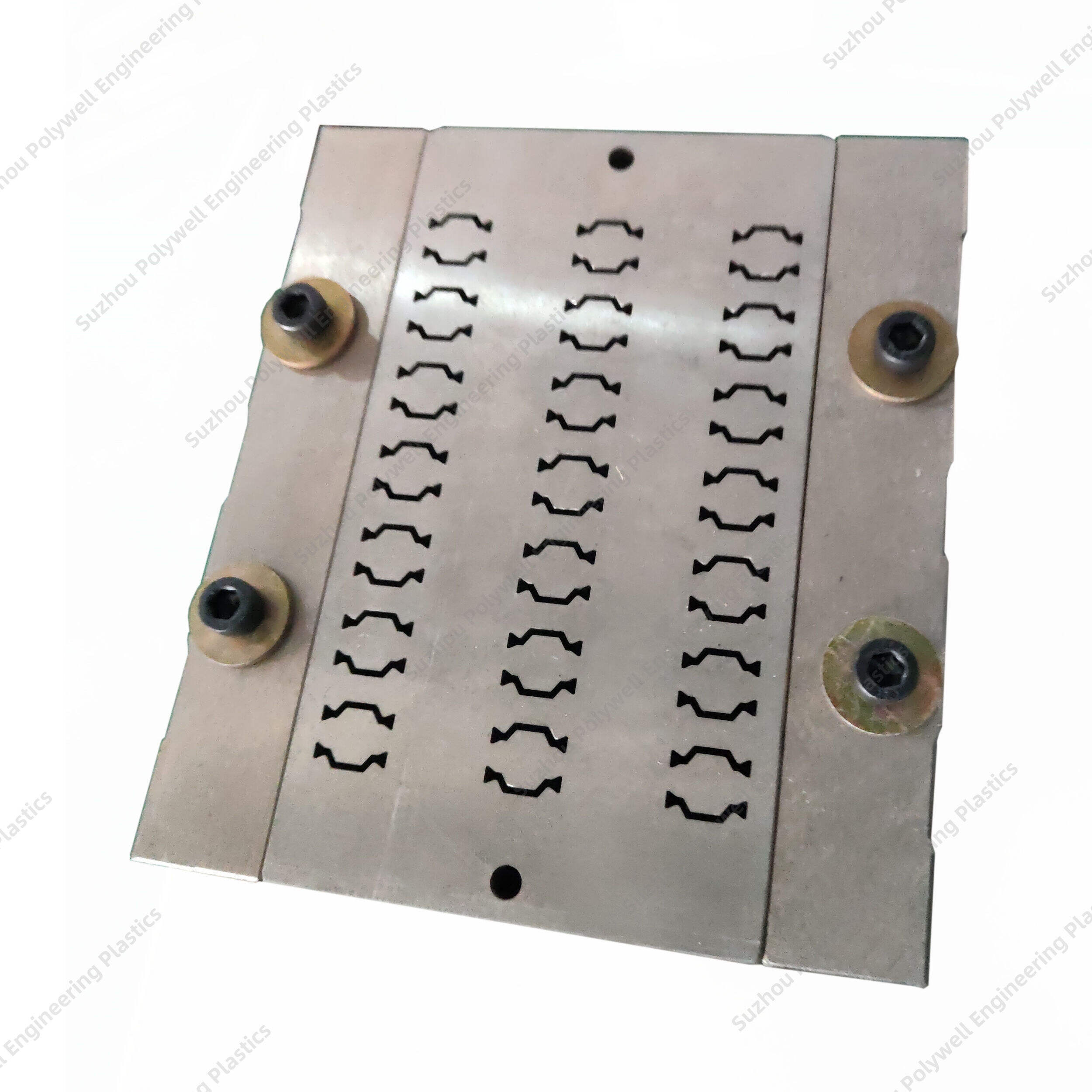
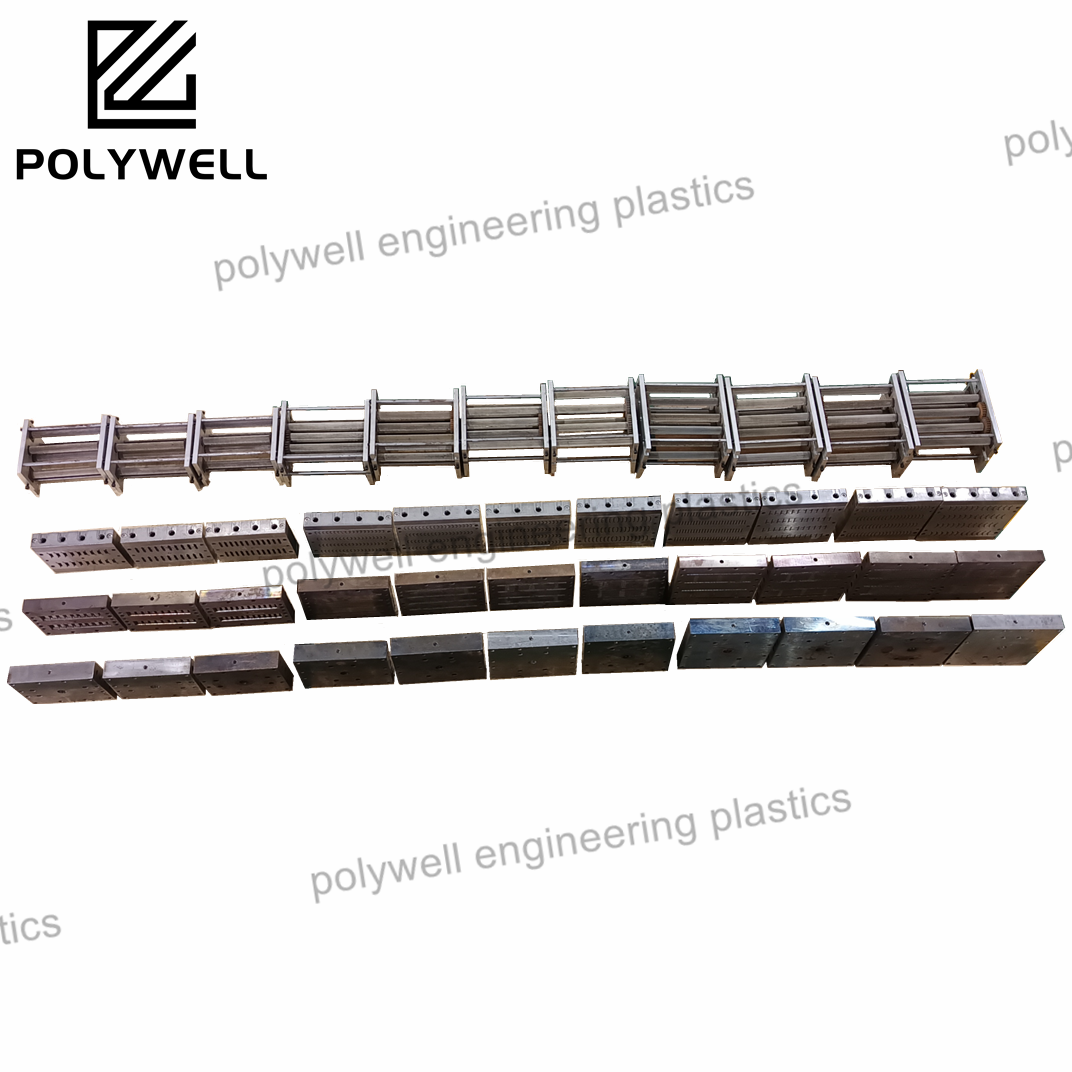
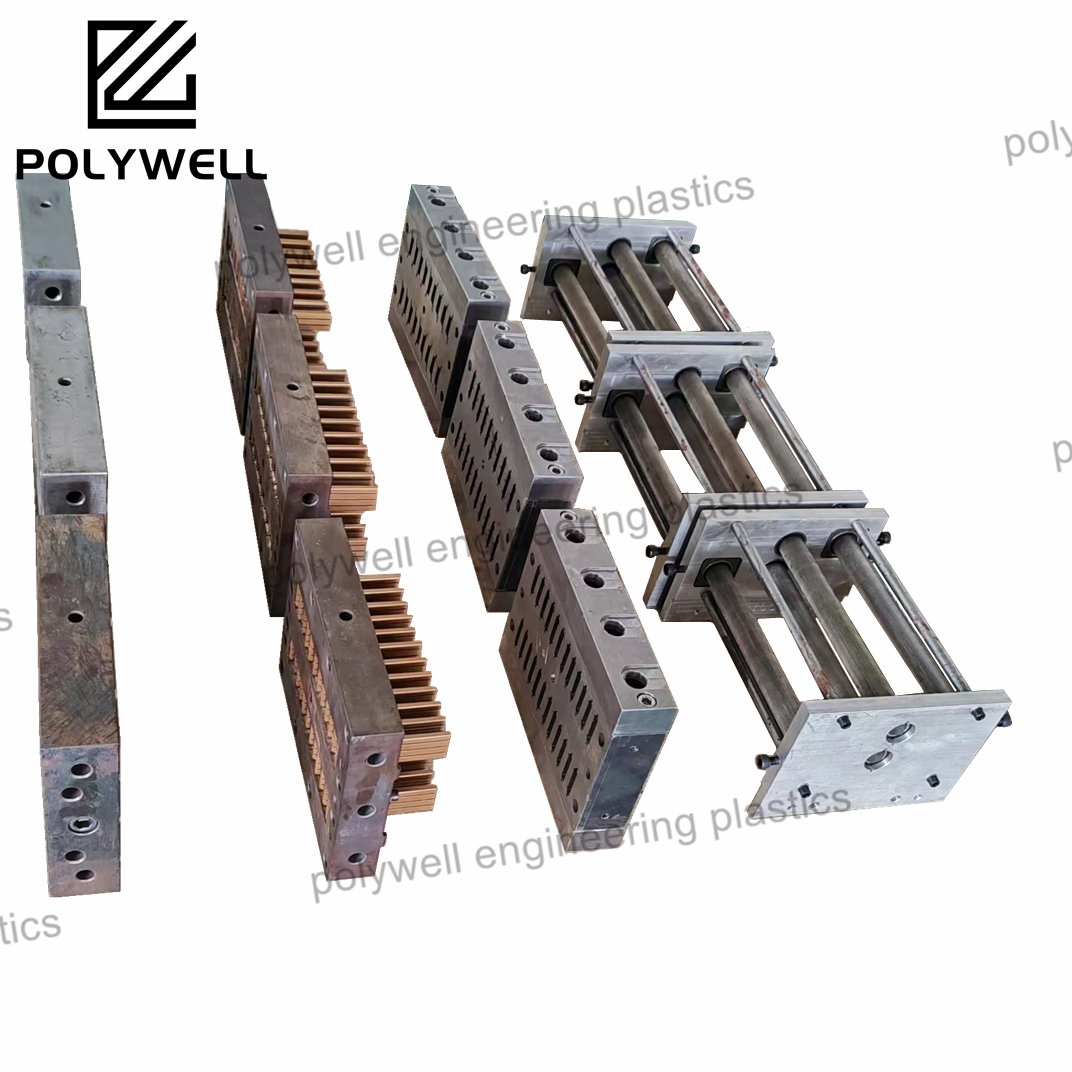
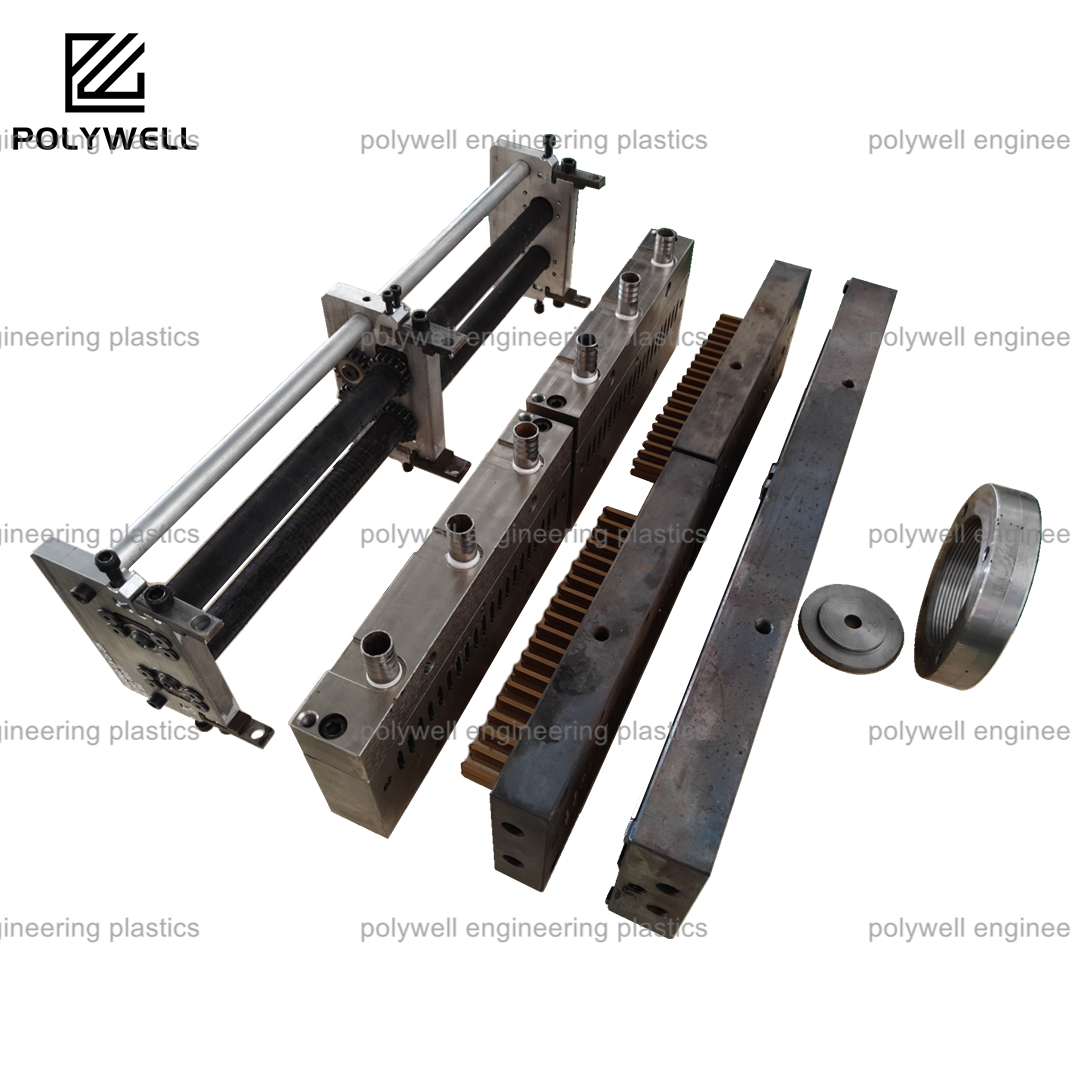
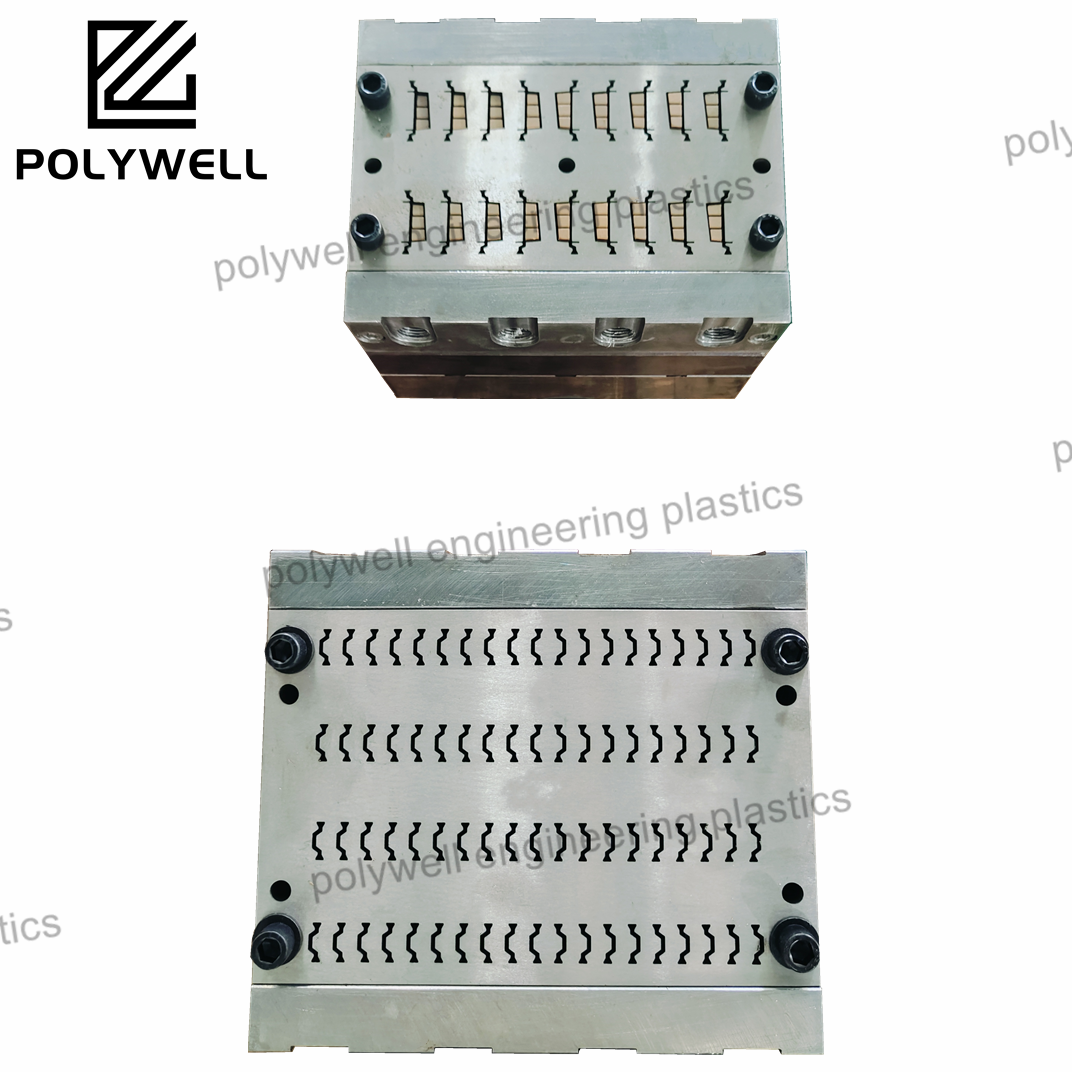
Пластик Профилдүү Экструзиялык Коюм: Индивидуалдуу Пластик Профилдор үчүн Так Мөлдүрлөр
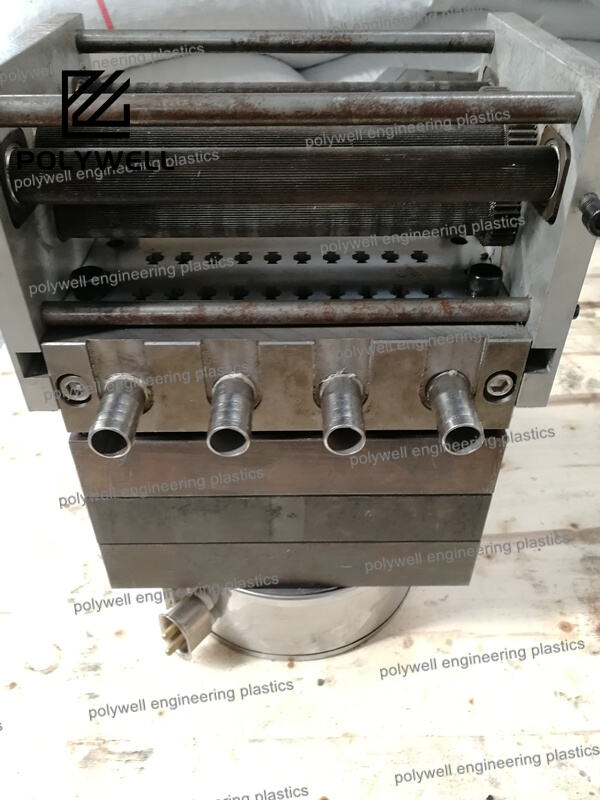
Бул бет полимерлерди (полиамид, PVC, PP киргизилген) терезе рамалары, эшиктик коозуулук, автомобилдик рельстер жана өнөр жай рельстериндей татаал, бирдей профилдерге эритип чыгаруу үчүн колдонулган пластик профил экструзиялык матрицаларына арналган. Матрицанын долбоорунун татаалдыгын камтыйт: өндүрүш көлөмүнө ылайык бир же көп камералуу конструкциялар жана пластиктин тиштери же кебелер сыяктуу профилдин бардык деталдарын толтурушу үчүн ички агым каналдарынын татаалдыгы. Бул материалдардын совушуусуна (шыбыкты полиамид сыяктуу абразивдүү пластиктер үчүн катуулаштырылган болот, шыбыксыз түрлөр үчүн алюминий матрицалар), ошондой эле клиенттин сызмаларына ылайык келүүчү өзгөртүлгөн камералык формаларды камтыйт. Бул өнүмдүн сапатын контролдоо үчүн (бирдей каптал калыңдыгын камсыз кылуу үчүн матрица чегесинин ылдыйынан өзгөртүү) жана курулуш, автомобилдер жана мебель өнөр жайындагы колдонуу мисалдары да кирет. Бул ресурс индивидуалдуу пластик профилдерин өндүрүүчү компаниялар үчү пайдалуу.
Бааны суроо

 EN
EN