EN
EN










































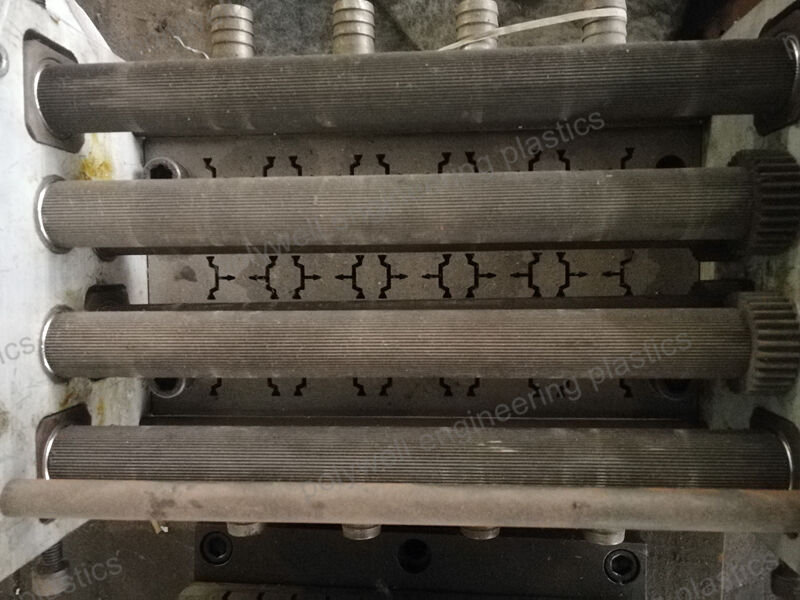

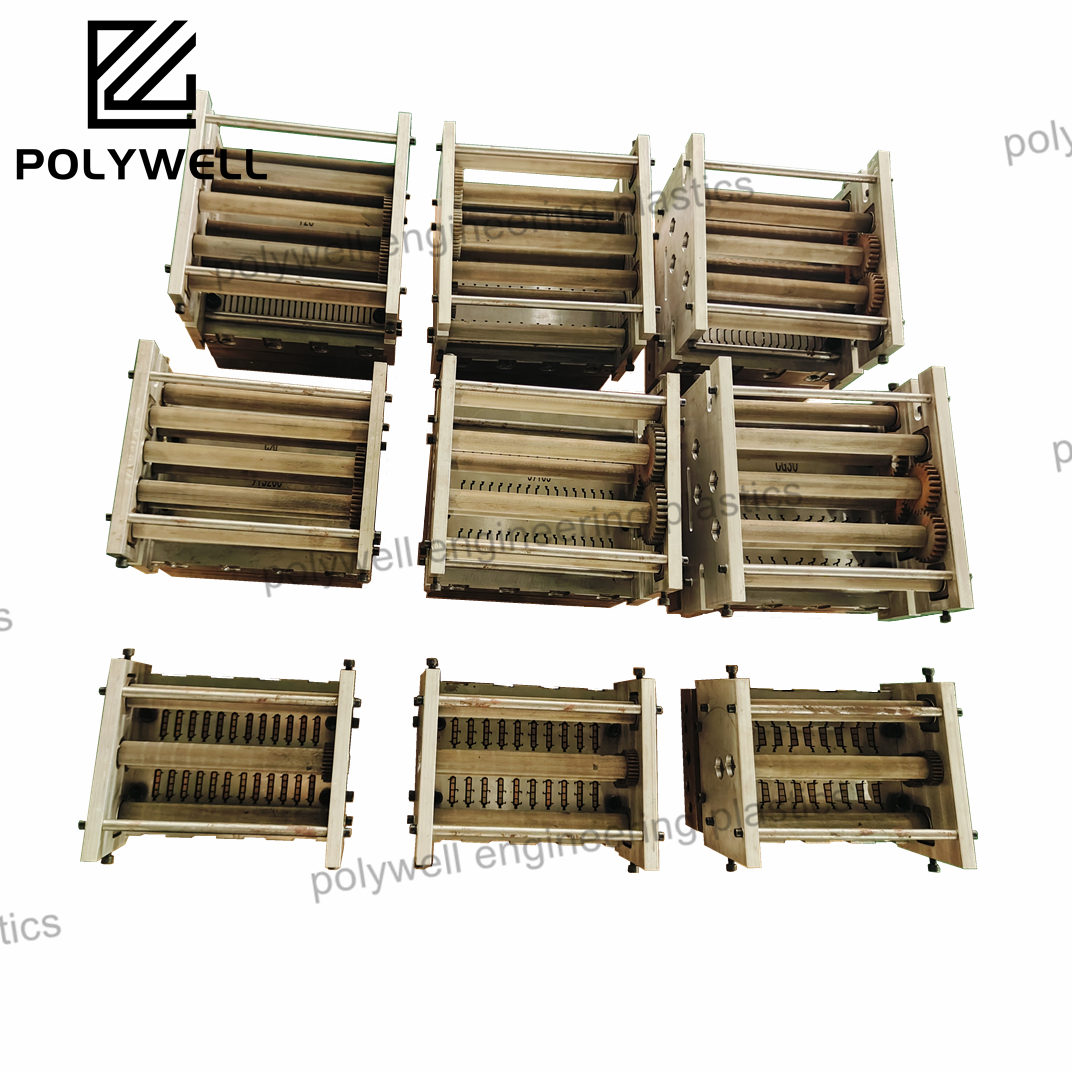
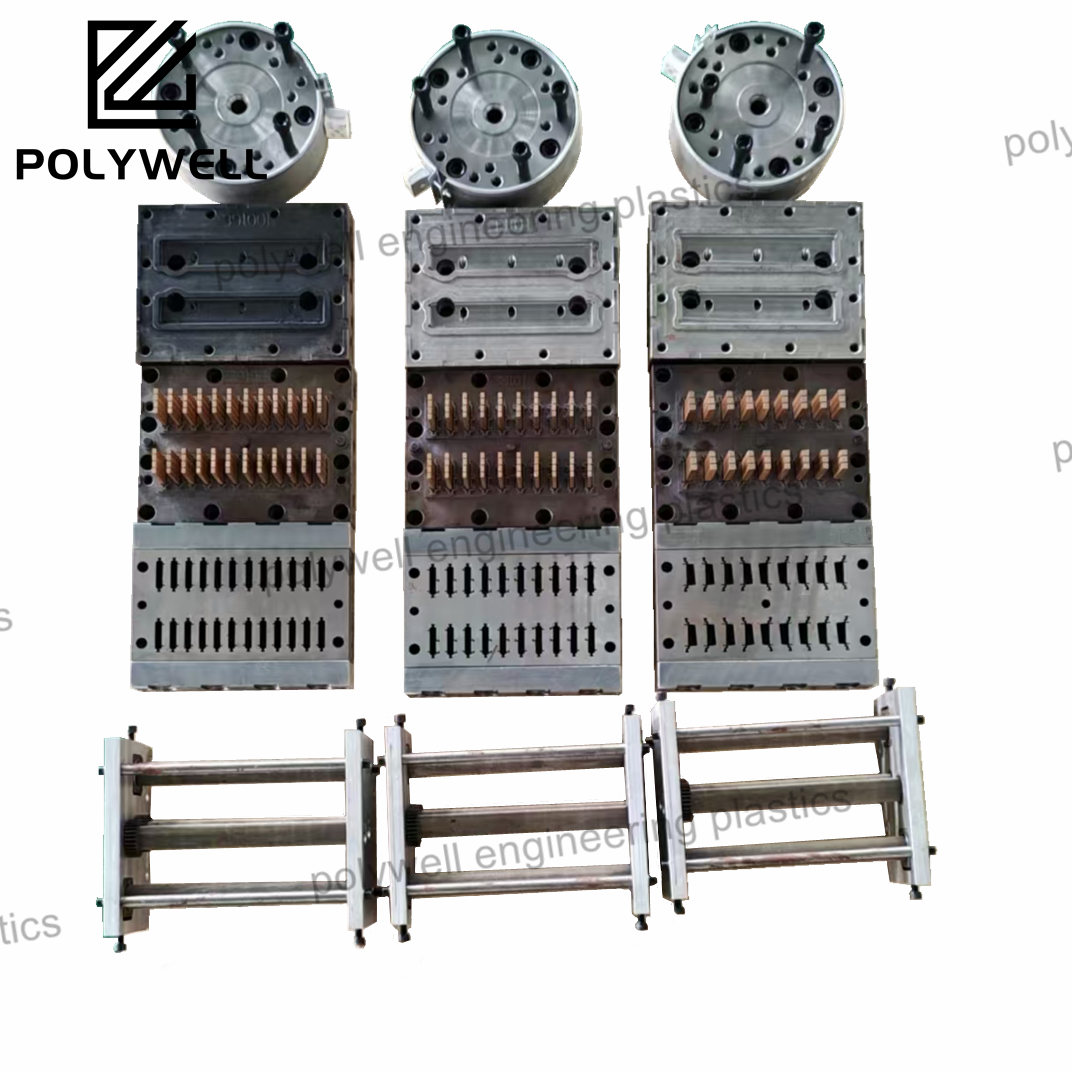
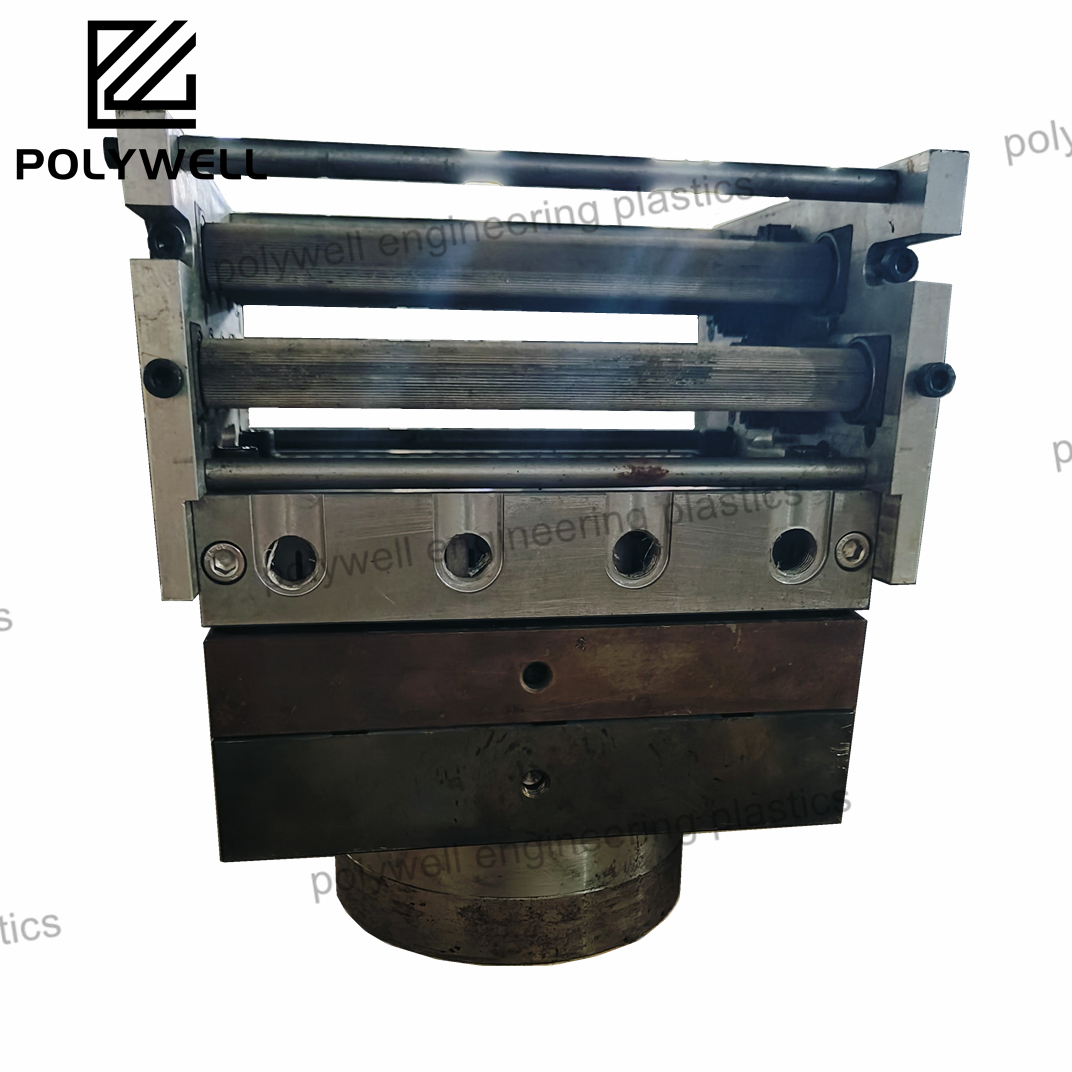
«СӨҢГІРЕУДЕН КЕМІНДЕЙ СУРЫҚТАР» ТАҚЫРЫБЫНДАҒЫ ПРОЦЕССТЕХНОЛОГИЯСЫ PA ТЕРМОИЗОЛЯЦИЯЛЫ АЛЮМИНИЕВ БЕЛГІЛЕР
POLYWELL алюминие белгілерінде PA термоизоляциялық шершенелерді сөңгіретін кезде сурықтау технологиясын ұсынады, энергиялық пайдалы терезелер және емекшелер үшін ұзақ уақытқа дейінгі сурет және артықшылық термоизоляцияны қамтамасыз етеді.
КӨБІРЕК ҚАРАУ