POLYWELL პროფილის ექსტრუდერი: პოლიამიდური თერმული შეჩერების ზოლის პროფილის წარმოებისთვის
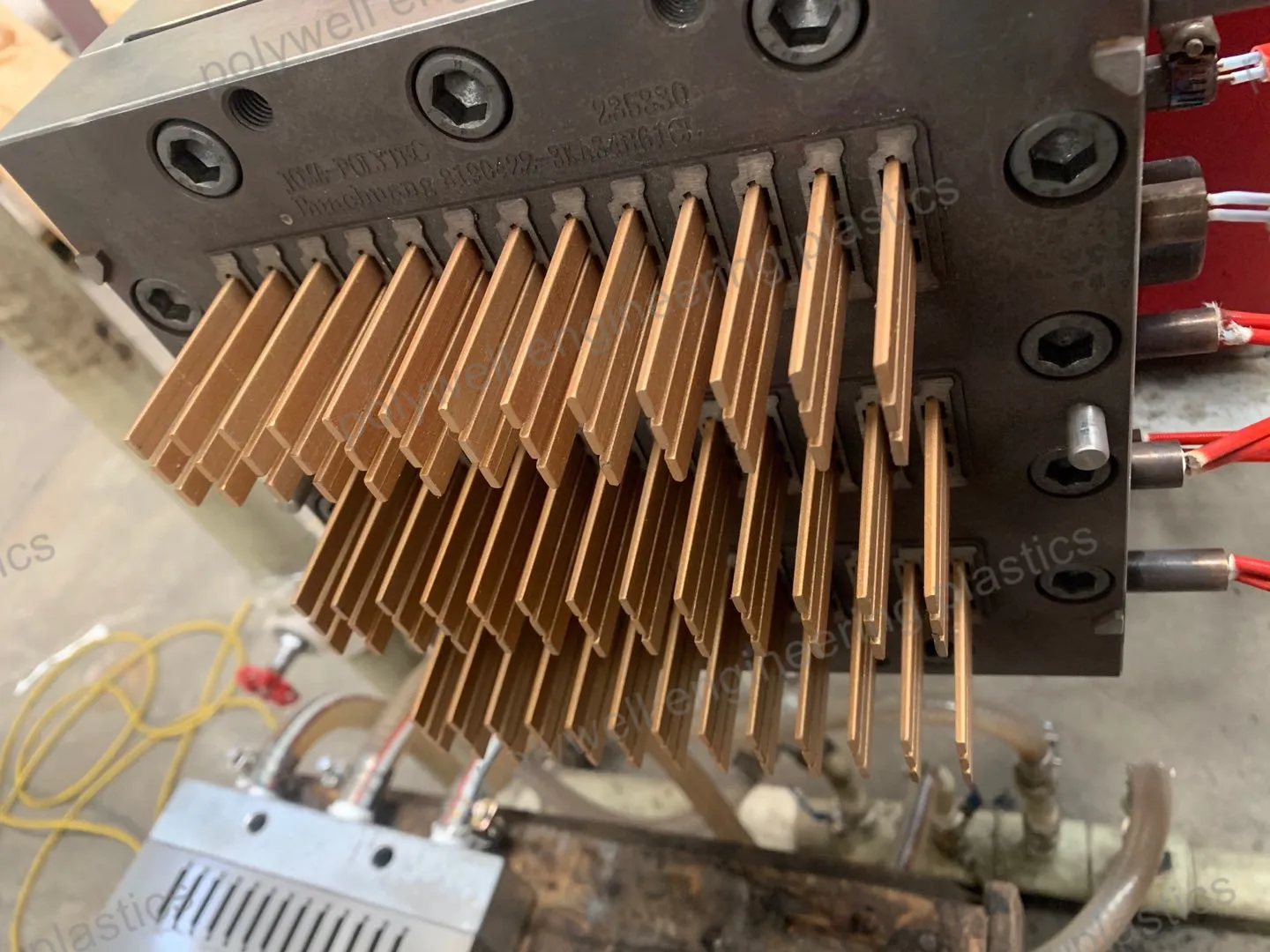
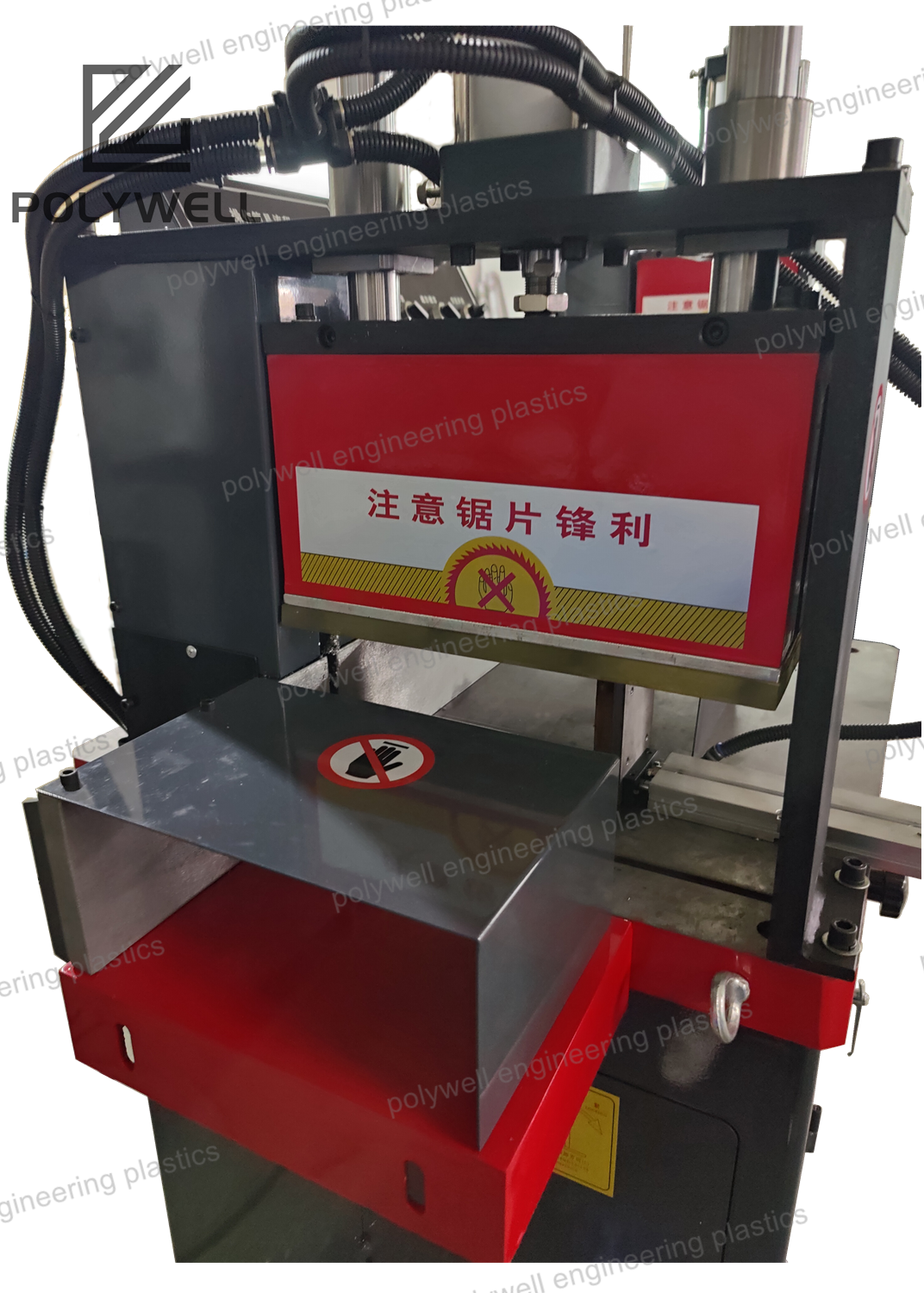
Ეს გვერდი გაძლევთ POLYWELL-ის პროფილის ექსტრუდერს, რომელიც შექმნილია პოლიამიდური თერმული შეჩერების ზოლის პროფილების წარმოებისთვის და მხარდაჭერილია 15 წელზე მეტი გამოცდილებით. პროფილის ექსტრუდერი აღჭურვილია სპეციალიზებული მატრიცებით და ტემპერატურის კონტროლით, რათა შექმნას ზუსტი, მუდმივი პოლიამიდური პროფილები (შესაბამისი მრ. პაოლო ჩელანის „დაშვებულ გადახრებს“). POLYWELL აღჭურვილია ტექნიკური მხარდაჭერით პროფილის დიზაინში და ექსტრუდერის ექსპლუატაციაში, DFM სერვისებით წარმოების რისკების პროგნოზირებისთვის და ადგილზე მომსახურებით პრობლემების გადასაწყვეტად. სიცოცხლის მანძილზე ტრენინგი ეხმარება კლიენტებს შეარჩინონ მაღალი შესრულება, ხოლო კლიენტების მიმოხილვები (მრ. რობინის აზრით, ზოლები „იდეალურად მუშაობს“) ამყარებს ხარისხს. 6 ნაბიჯიანი თანამშრომლობის პროცესი უზრუნველყოფს წარმოების მწარმოებლებს პირადად შეთავაზებულ პროფილის ექსტრუდერის ამოხსნებს — ციტატიდან მიწოდებამდე.
Შეადგინეთ ციფრი

 EN
EN