POLYWELL պրոֆիլային էքստրուդեր՝ պոլիամիդային ջերմային կտրող շերտի պրոֆիլների արտադրության համար
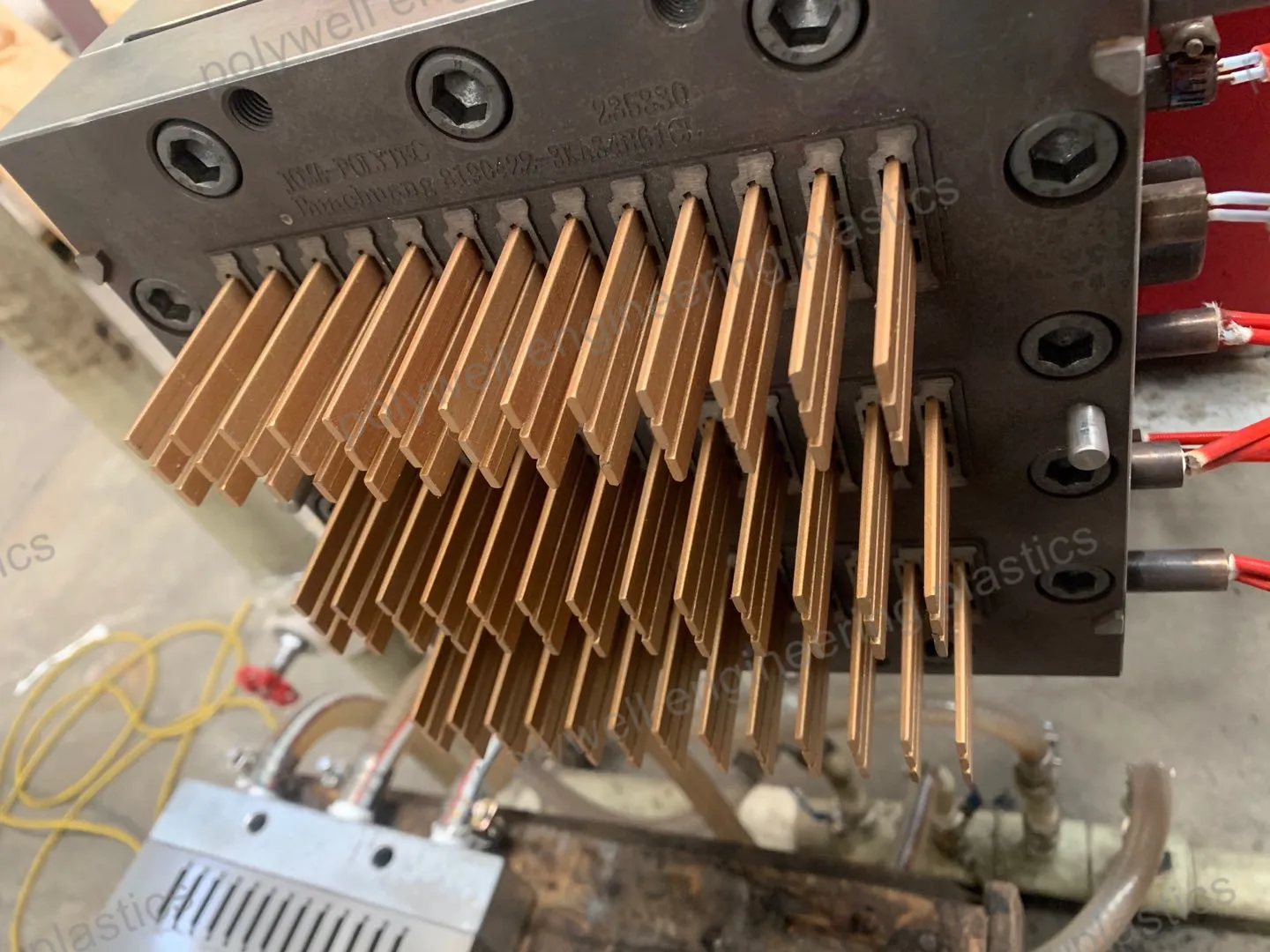
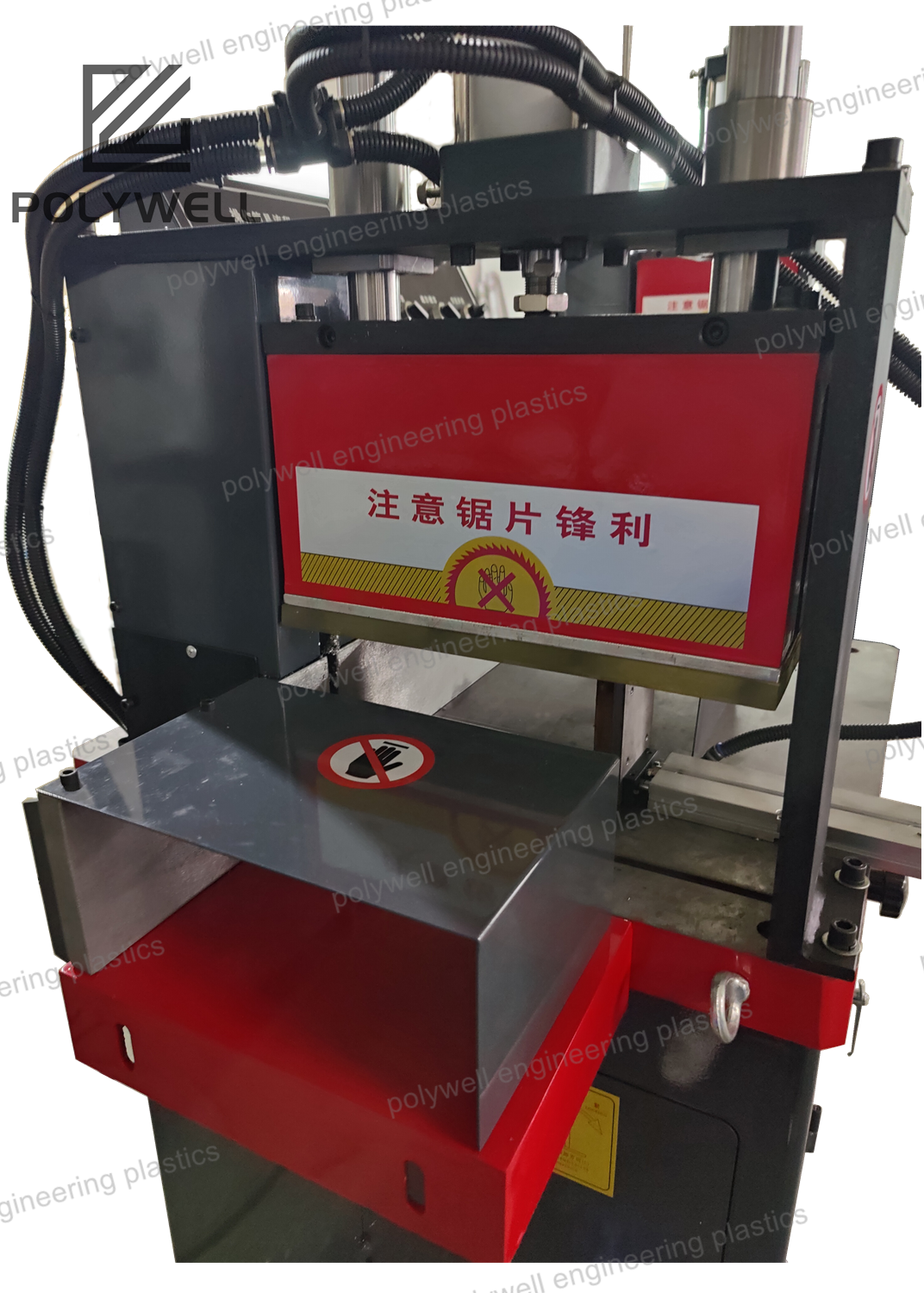
Այս էջը ներկայացնում է POLYWELL-ի պրոֆիլային էքստրուդերը, որը նախատեսված է պոլիամիդային ջերմային կտրվածքի ժապավենային պրոֆիլներ արտադրելու համար և հիմնված է 15+ տարվա փորձի վրա: Պրոֆիլային էքստրուդերն ունի մասնագիտացված մատրիցներ և ջերմաստիճանի կարգավորիչ՝ ճշգրիտ, հաստատուն պոլիամիդային պրոֆիլներ ստեղծելու համար (համապատասխանում է պարոն Պաոլո Չելանիի «հանդուրժողականության» չափանիշներին): POLYWELL-ը տրամադրում է տեխնիկական աջակցություն պրոֆիլների նախագծման և էքստրուդերի շահագործման համար, DFM ծառայություններ՝ արտադրական ռիսկերը կանխատեսելու համար, և տեղում սպասարկում՝ խնդիրները լուծելու համար: Կյանքի ընթացքում ուսուցումը օգնում է հաճախորդներին պահպանել արդյունավետությունը, մինչդեռ հաճախորդների կարծիքները (պարոն Ռոբինը նշում է, որ ժապավենները «կատարյալ են աշխատում») ամրապնդում են որակը: 6 քայլանոց համագործակցության գործընթացը ապահովում է, որ արտադրողները ստանան անհատականացված պրոֆիլային էքստրուդերի լուծումներ՝ գնանշումից մինչև առաքում:
Ստանալ պատվեր

 EN
EN