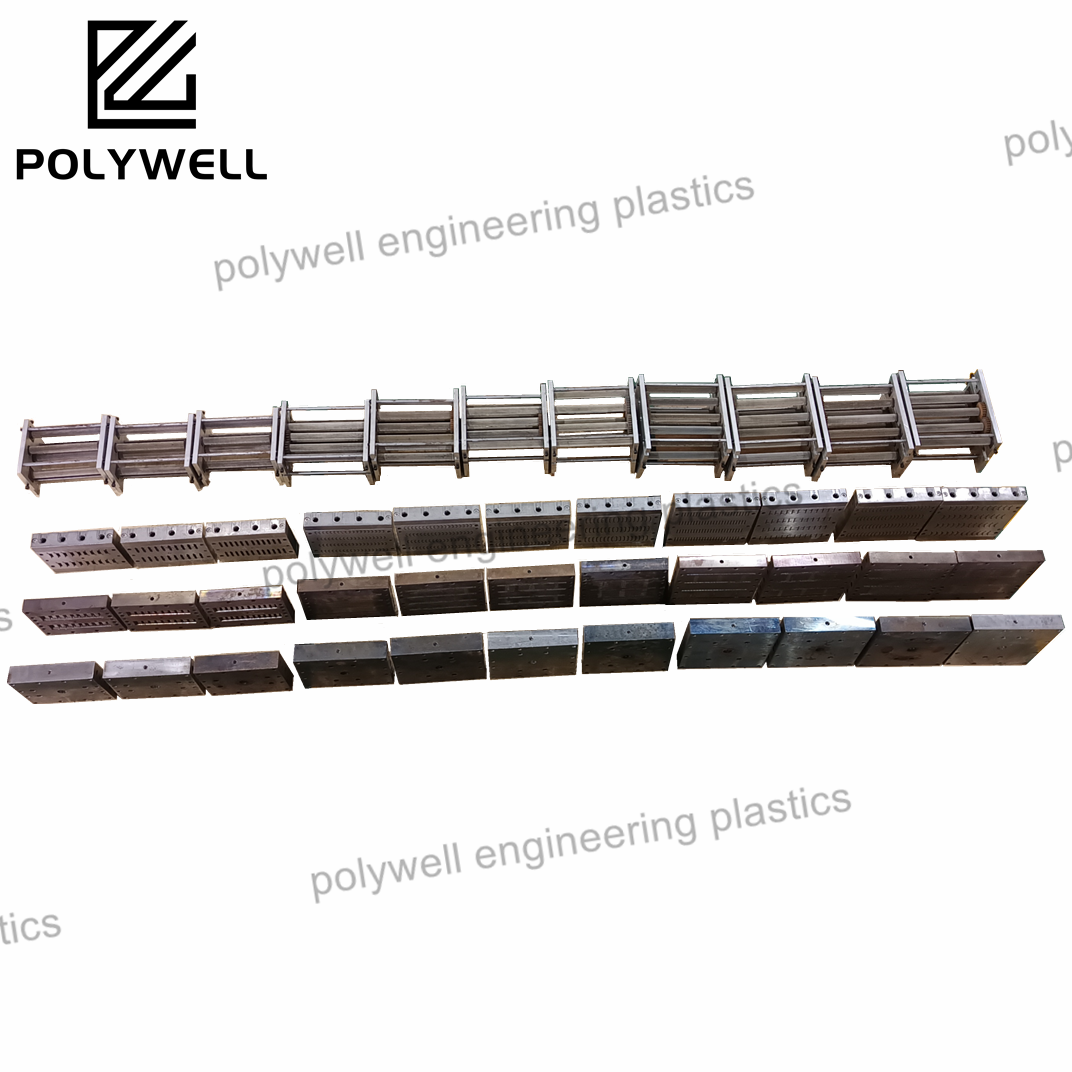
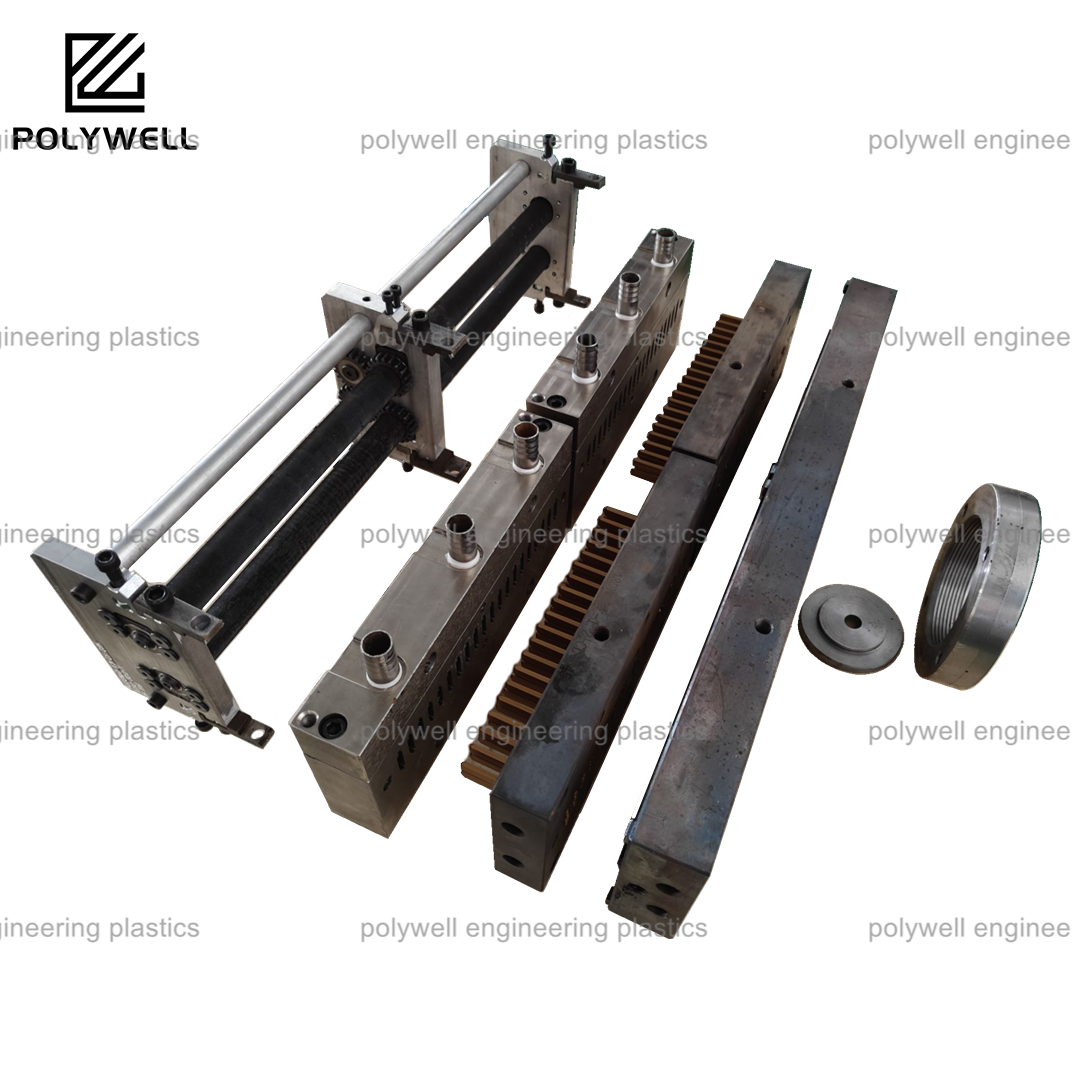
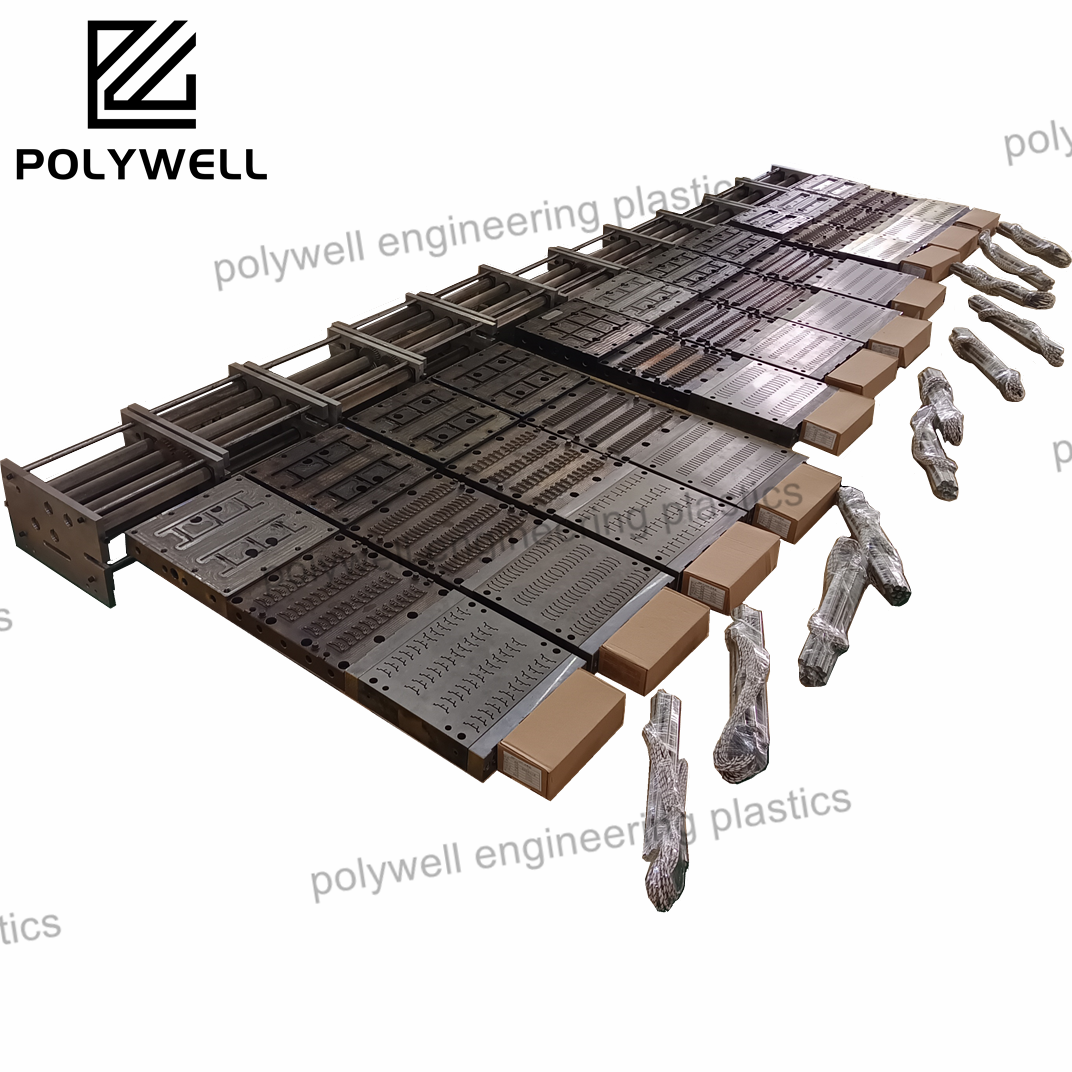
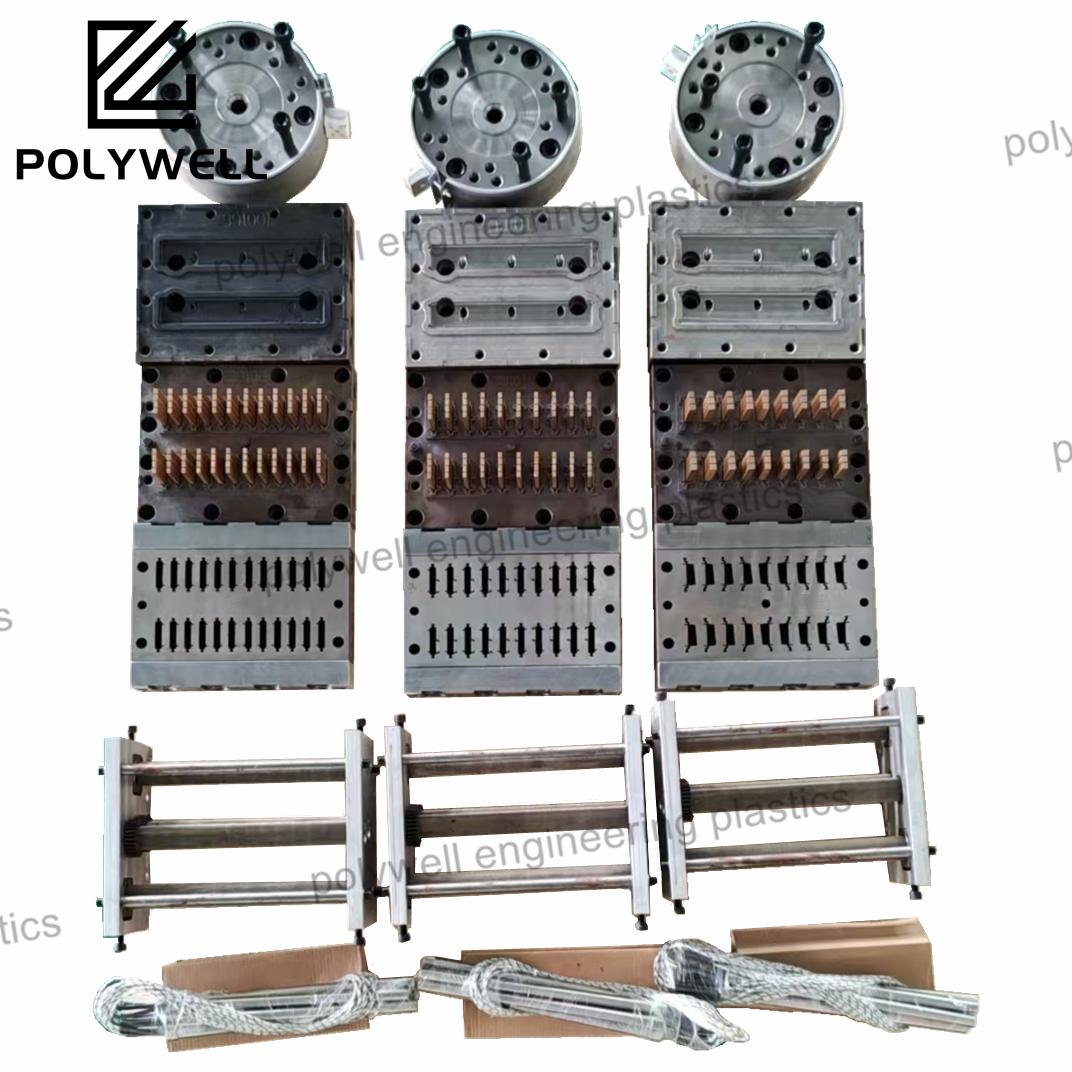
POLYWELL Extrusion Machine: Thoj Mais Siv Rau Kev Tsim Polyamide Thermal Break Strips
Pher nyob rau hauv POLYWELL qhia tias muaj thoj kawm siv rau kev tsim polyamide thermal break strips, tsim tshiab rau kev tsim kho no thiab muaj 15 xyoo los ntawm kev paub txog. Cov thoj kawm no muaj cov ntxhuav tsis tu ncua, sau ceev txog teb nruab (kom saib xyaw polyamide tsis pub phom), thiab muaj daim duab zoo dua rau kev siv khoom yooj yooj. POLYWELL pab txhua yam: kho raws li xav, xa khoom, qhia kev siv, thiab pab nyob ze. Cov lus nug los ntawm neeg siv khoom (Mr. Robin hais tias cov strips “tsim nyob rau” thiab Mr. Tiago tso siab ntau rau kev siv extruder) tso cai tias zoo. Kev ua haujlwm tseem ceeb tshaj plaws (upload drawing → quote → delivery) yog 6 kauj ruam, kom neeg tsim khoom tau txais cov thoj kawm uas raug rau kev siv polyamide.
Tau ib qho quote

 EN
EN