EN
EN










































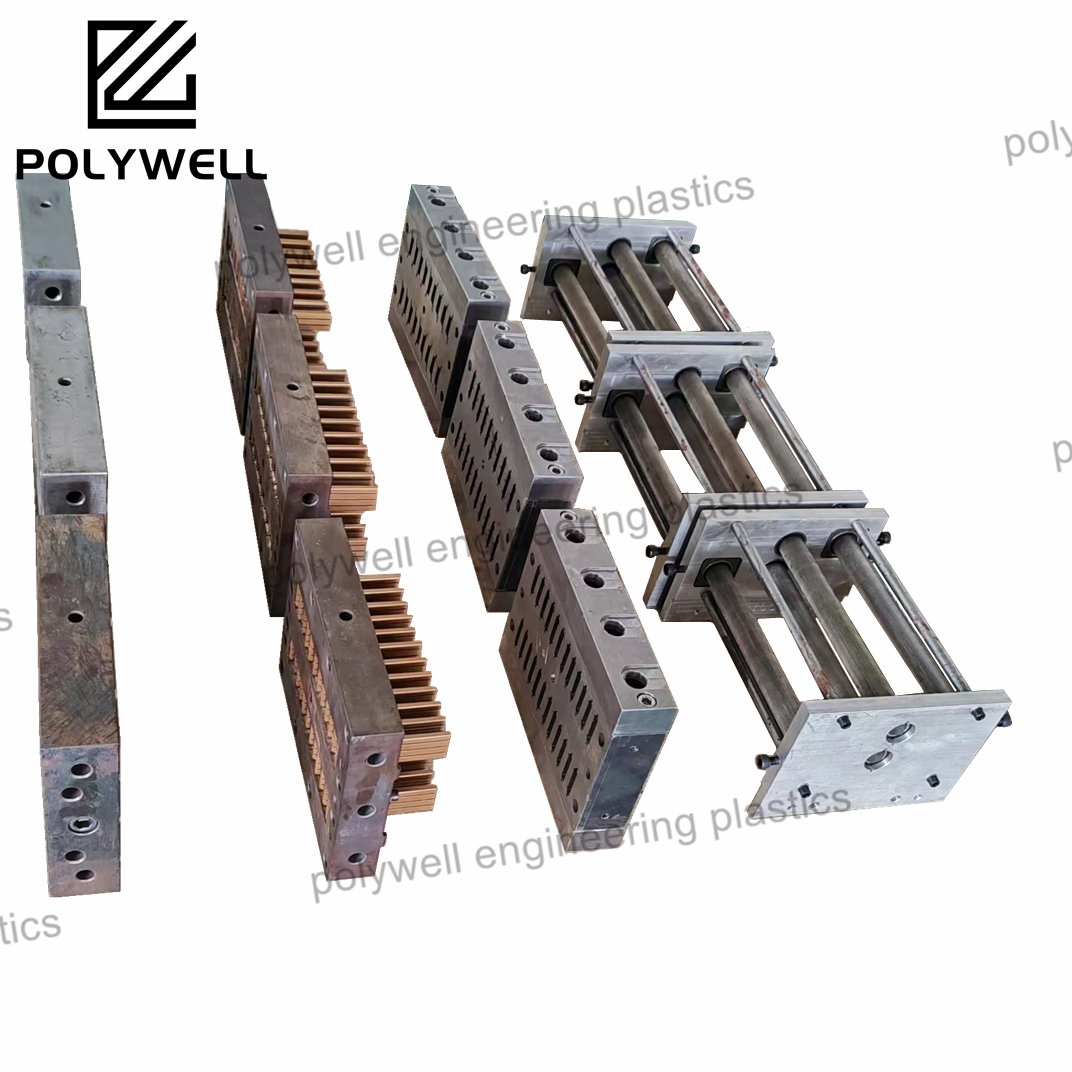
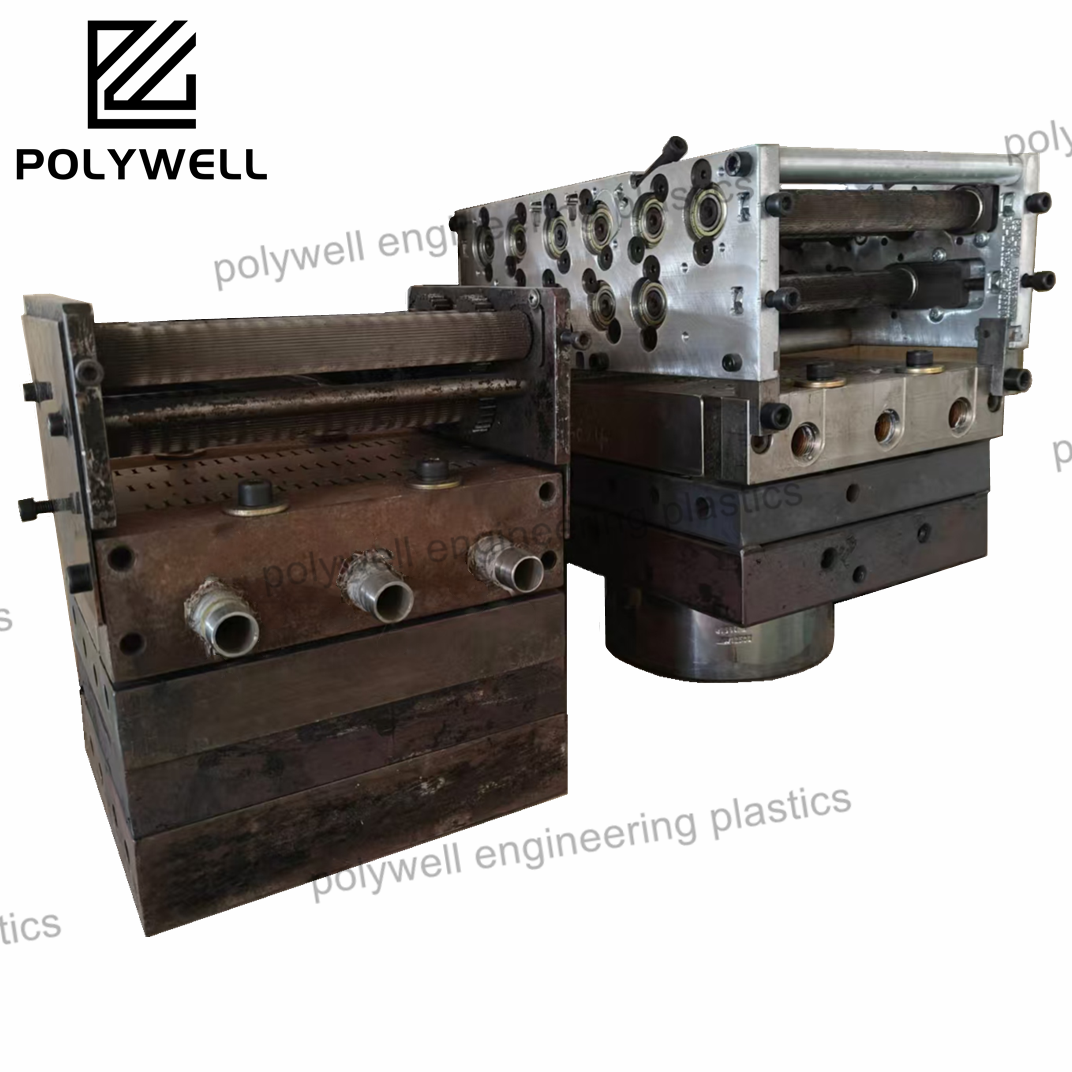
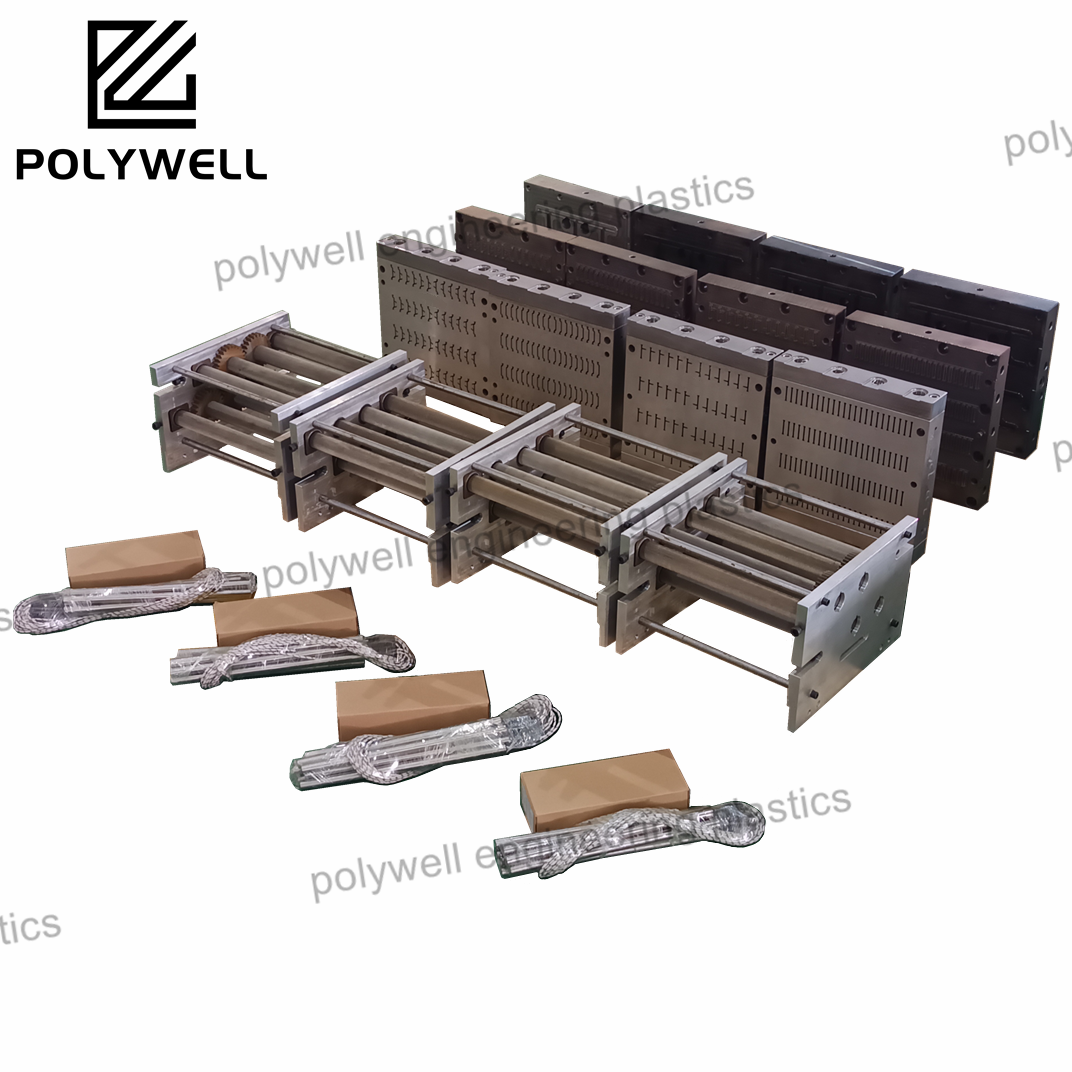
Edistysaskelia Ekstruusiomoottoreissa Monimutkaisiin Lämpökatkojaprofiileihin
Tutustu uusimpiin kehitysaskeliin puristusmalleissa termolisäpohjien valmistukseen, mukaan lukien edistyneiden materiaalien, 3D-tulostusteknologian ja CAD-ohjelmiston käyttö. Selvitä, miten näitä innovaatioita hyödynnetään parantamaan energiatehokkuutta, energianhallintaa ja kestävyyttä rakennushankkeissa.
Näytä lisää