EN
EN











































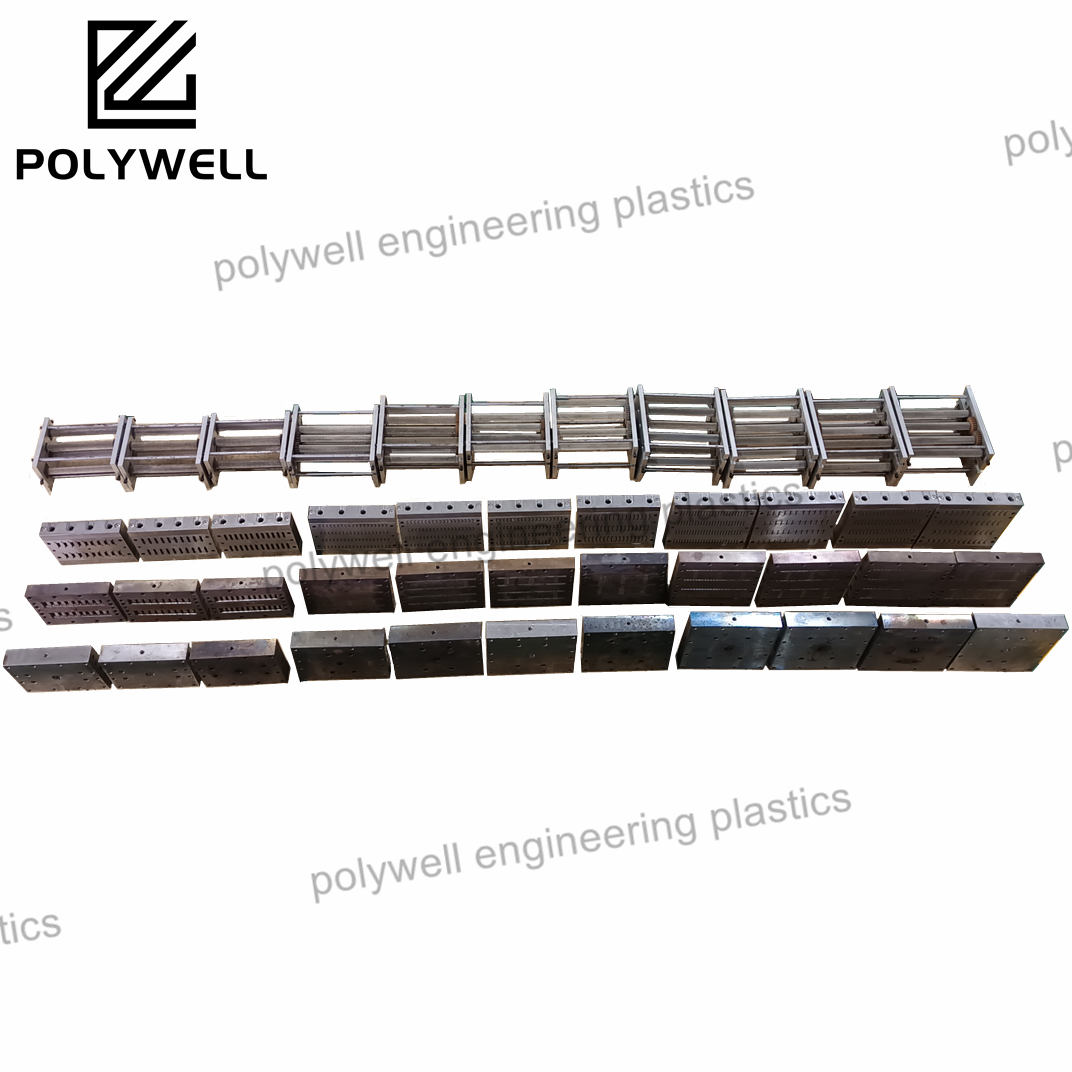
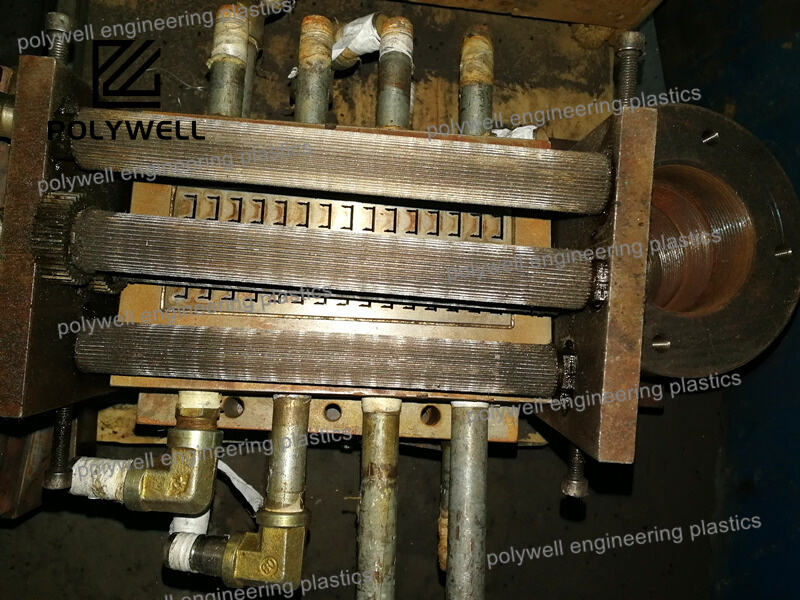
فرآیند جوشکاری نیمههای گرمایی آلومینیومی
آشنایی با فرآیند حرفهای درج پروفیلهای آلومینیومی شکاف حرارتی با POLYWELL. راهنمای ما مرحله به مرحله دقت و کیفیت در عایقسازی پنجرهها و دربهای آلومینیومی را تضمین میکند.
مشاهده بیشتر