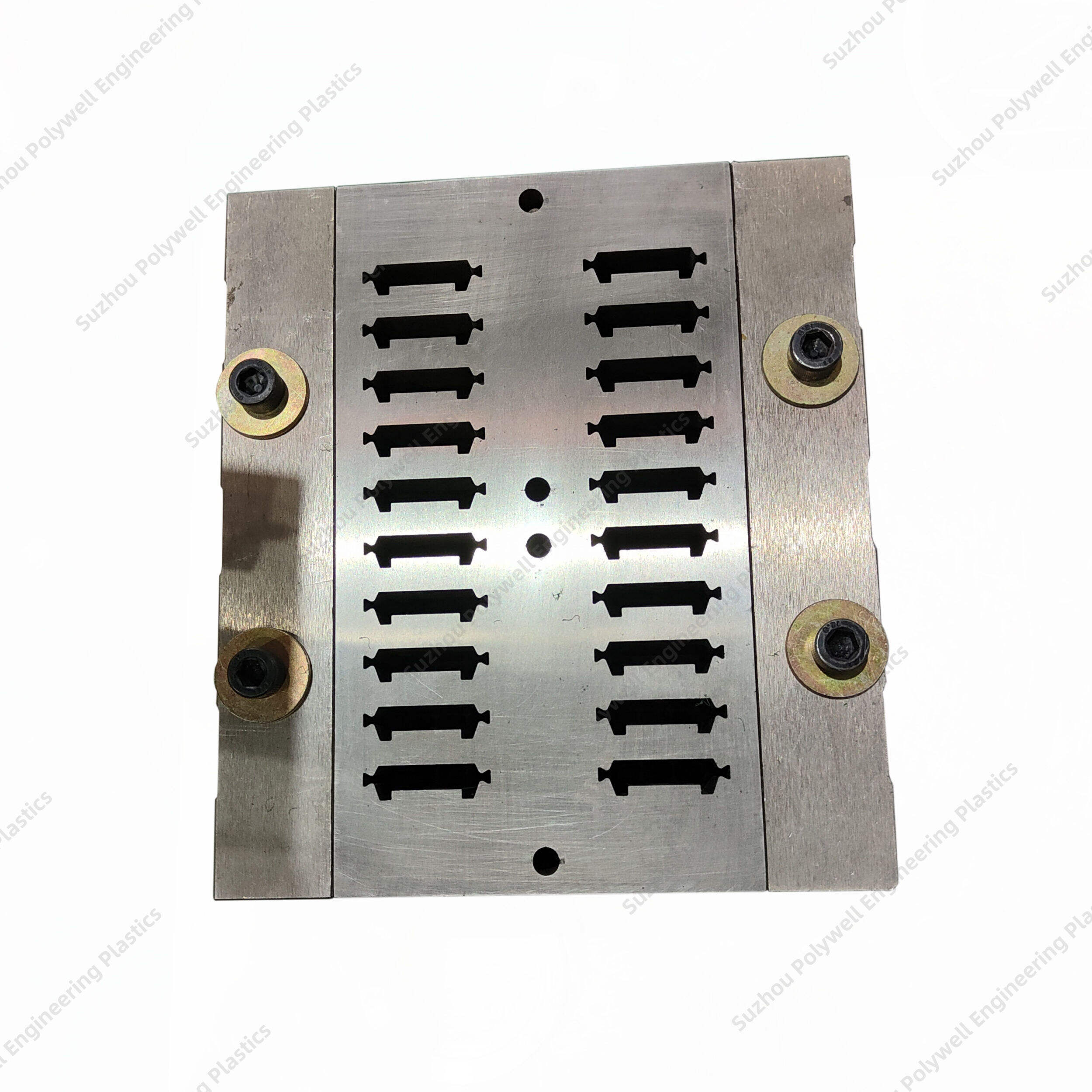
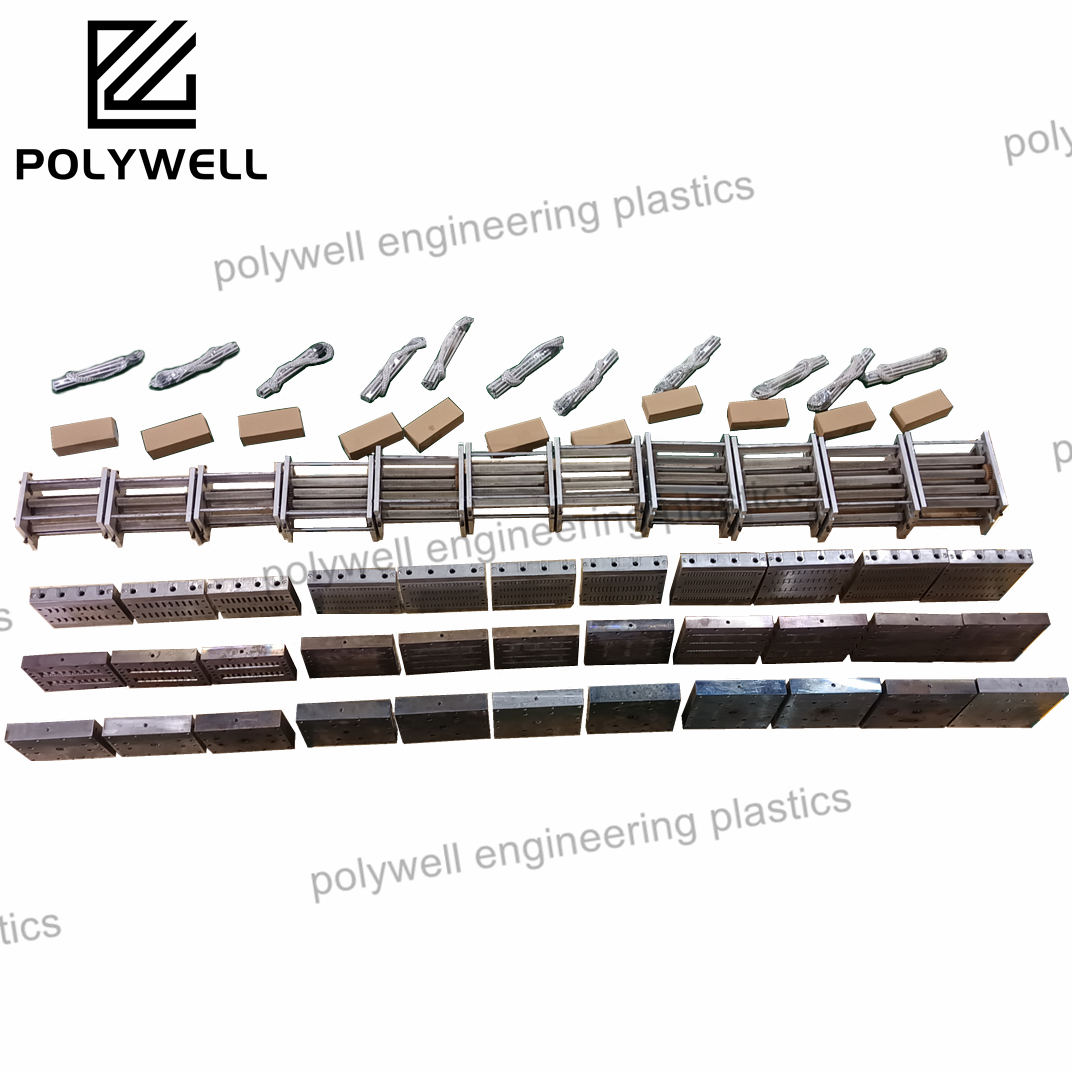
Experten-Design der Matrize für einfache Inbetriebnahme und Bedienung
Unsere Matrizen sind für eine benutzerfreundliche Bedienung konzipiert. Überlegungen zur optimierten Fließführung, geeigneten Landlänge und ausgewogenen Druckverlust tragen zu einer stabilen Extrusion über ein breites Verarbeitungsfenster bei. Dadurch wird die Inbetriebnahme der Matrize vereinfacht, die Menge an Ausschussmaterial während der Anlageninbetriebnahme reduziert und ein stabiler, störungsfreier Betrieb während der Produktion ermöglicht, was die Gesamteffizienz verbessert.

 EN
EN