
 EN
EN










































Hvordan vælger man materiale til varmebremsestriber til vinduer og døre?
Polywell hjælper dig med at vælge de bedste materialer til varmebremsestriber i vinduer og døre.
SE MERE
Prisen på en spoleringsmaskine, også kendt som en spole- eller viklemaskine, bestemmes af en række faktorer relateret til dens kapacitet, kompleksitet og automatiseringsniveau. Indgangsniveauets manuelt betjente viklere til lette opgaver kan koste et par tusind dollars, mens fuldt automatiserede systemer med høj kapacitet, integreret i en produktionslinje, kan udgøre en investering på over hundrede tusind dollars. Den primære faktor er maskinens tilsigtede anvendelse og kapacitet, herunder den maksimale spolevægt, tromlediameter samt bredden og trækstyrken for det materiale, den skal håndtere. En maskine, der er designet til at vikle tunge, brede ekstruderede profiler, kræver et kraftigere drivsystem og et mere solidt chassis end en maskine til fine filamenter. Automatiseringsgraden er den største prisfaktor. En grundlæggende maskine, hvor operatøren manuelt skal indlæse kerne og trække materialet igennem, er den mest økonomiske løsning. Prisen stiger markant med funktioner som automatisk kerneindlæsning, robotarm til udtagning af færdige spoler og integration med udstyr op- og nedstrøms. Nøjagtigheden i spændingsreguleringssystemet er en anden væsentlig omkostningsfaktor. Enkelte mekaniske friktionsbremser er billige, men avancerede digitale servo-styrede spændingsregulatorer, som er nødvendige for følsomme materialer for at undgå strækning eller deformation, medfører betydelige omkostninger. På samme måde koster en simpel tværtransportmekanisme mindre end en programmerbar servo-drevet tværtransport, der sikrer perfekt lagpålægning. Yderligere funktioner såsom integrerede længdetællere, stregkodeskrivere, visionssystemer til defektdetektering og connectivity til dataindsamling i Industri 4.0 bidrager alle til en højere startpris. Derfor er en omfattende omkostnings-nutteanalyse nødvendig, hvor den højere startinvestering i en avanceret spoleringsmaskine afvejes mod de langsigtende besparelser gennem reduceret arbejdskraft, mindre affald, øget produktionshastighed samt forbedret produktkvalitet og konsekvens.

18
Nov
18
Nov
10
Dec
23
Dec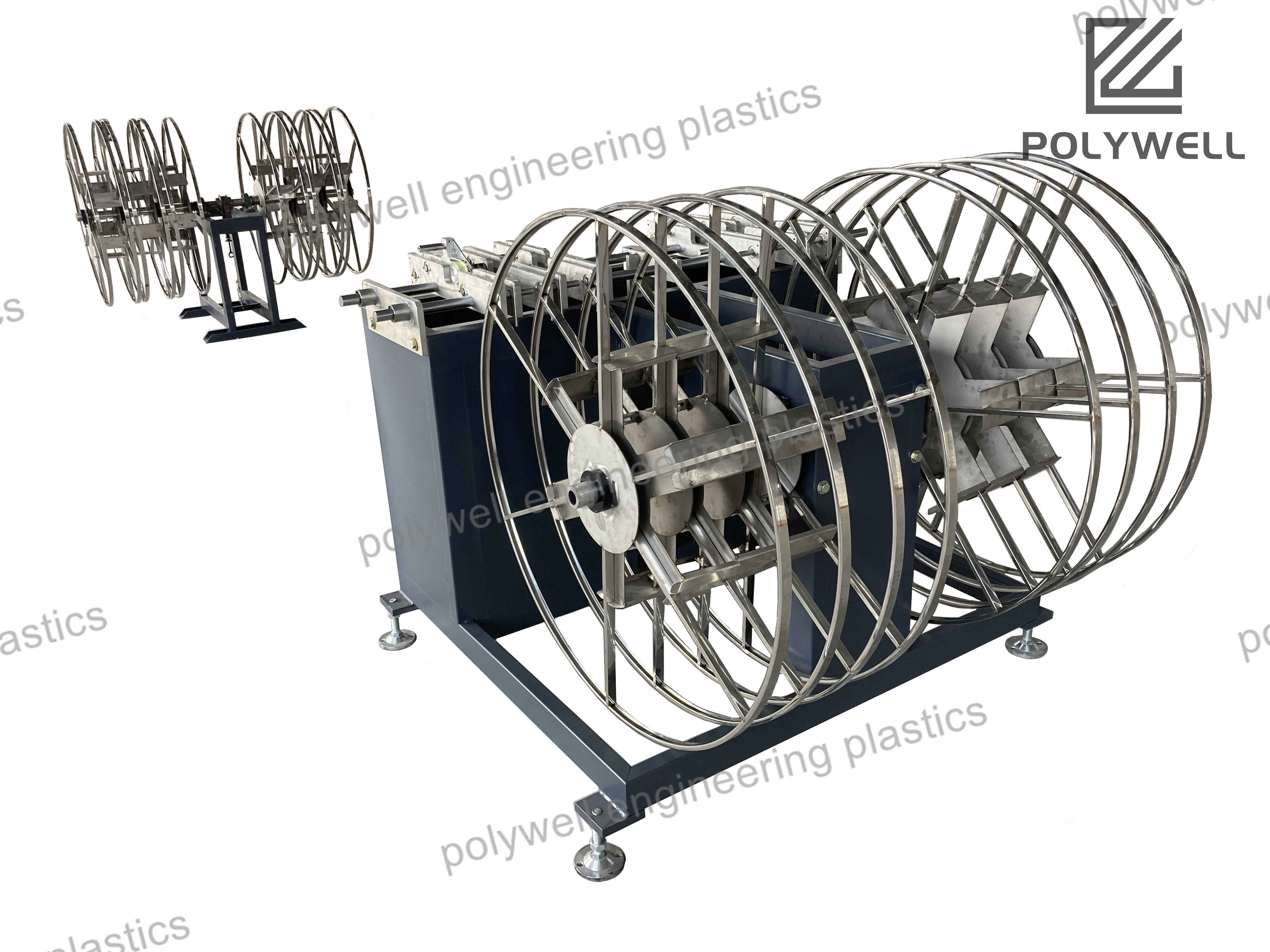



POLYWELL er specialiseret i PA66-varmeisoleringstriber, der tilbyder polyamidgranulat, extruderer, støbemaskiner, viklemaskiner og omfattende kundetilpasningsservice.
Jinfeng Town, Zhangjiagang City, Suzhou City, Jiangsu Province, Kina
Copyright © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Privatlivspolitik





