EN
EN










































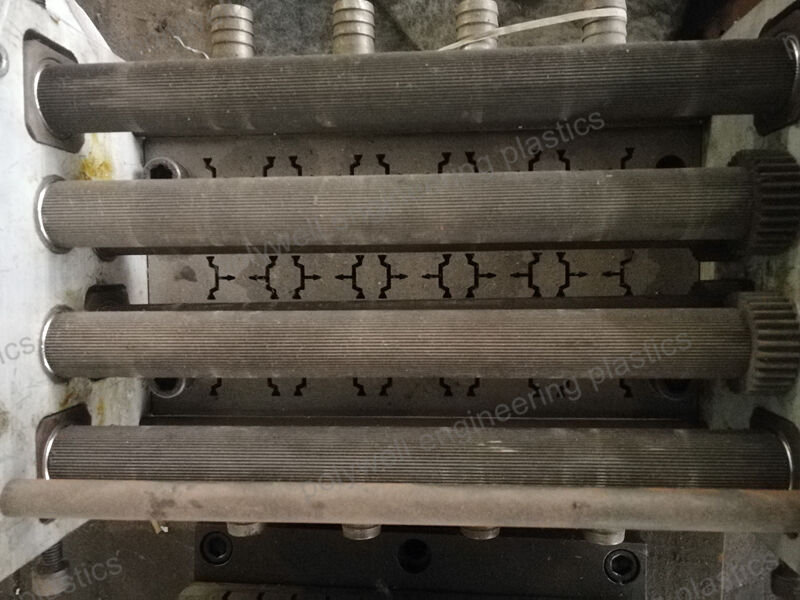

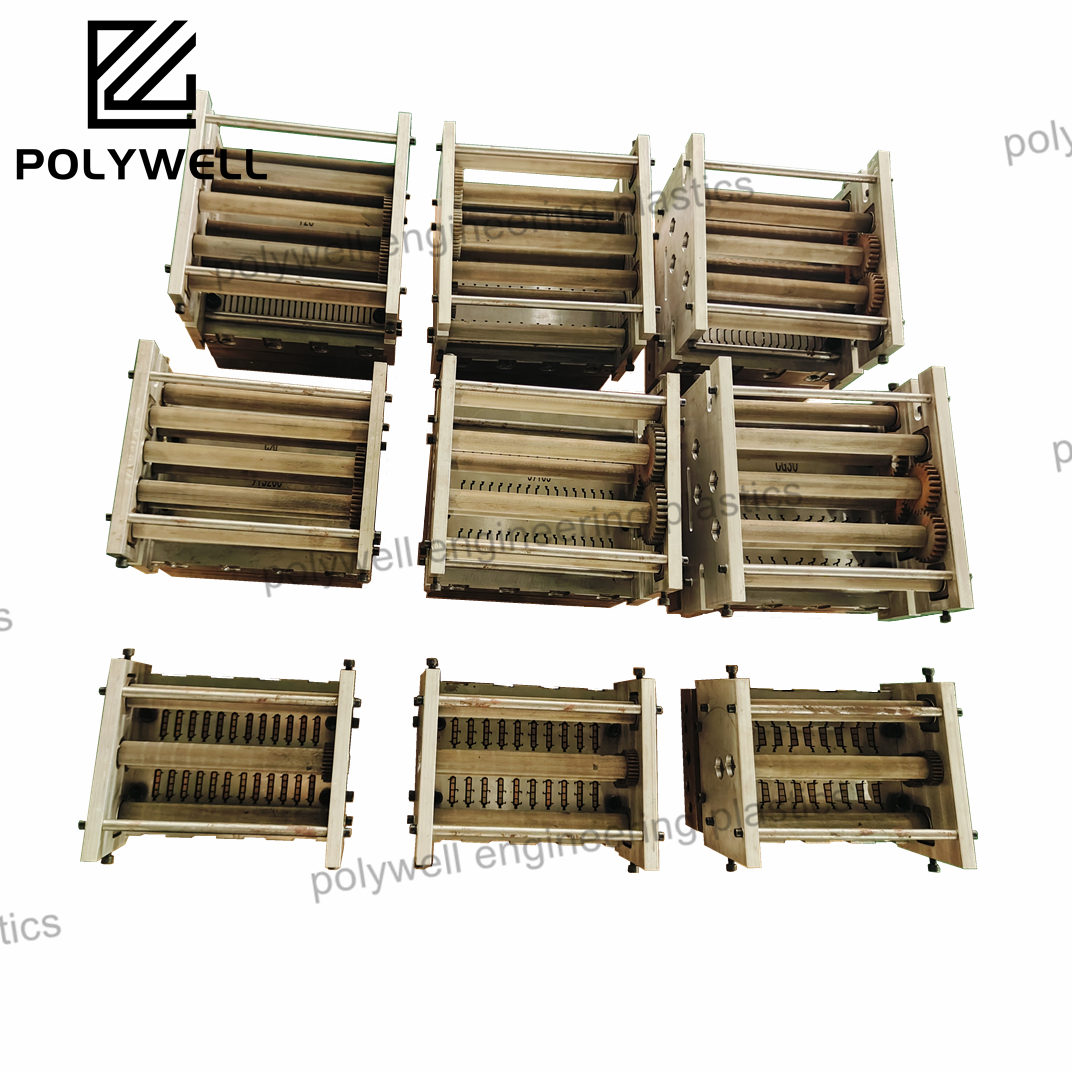
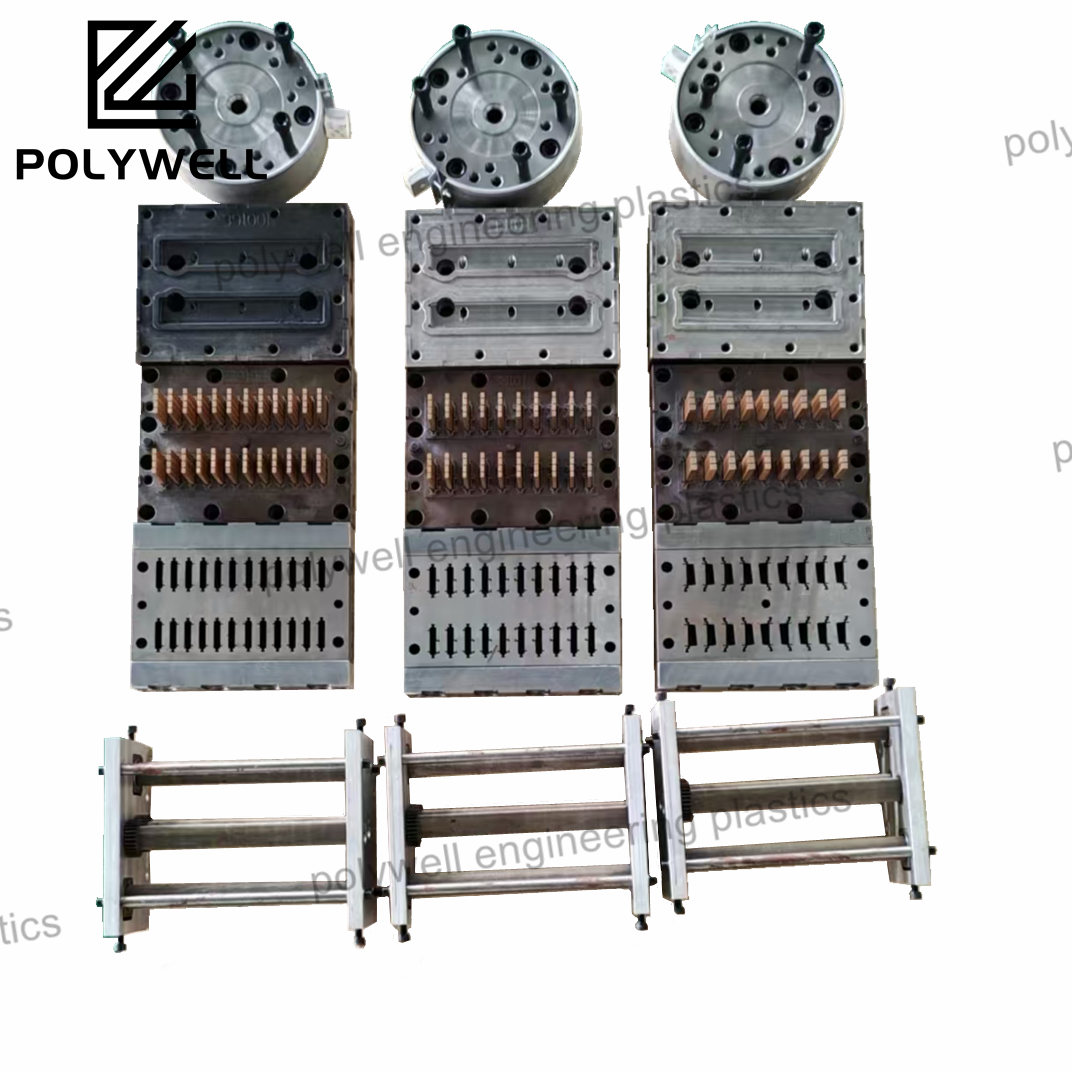
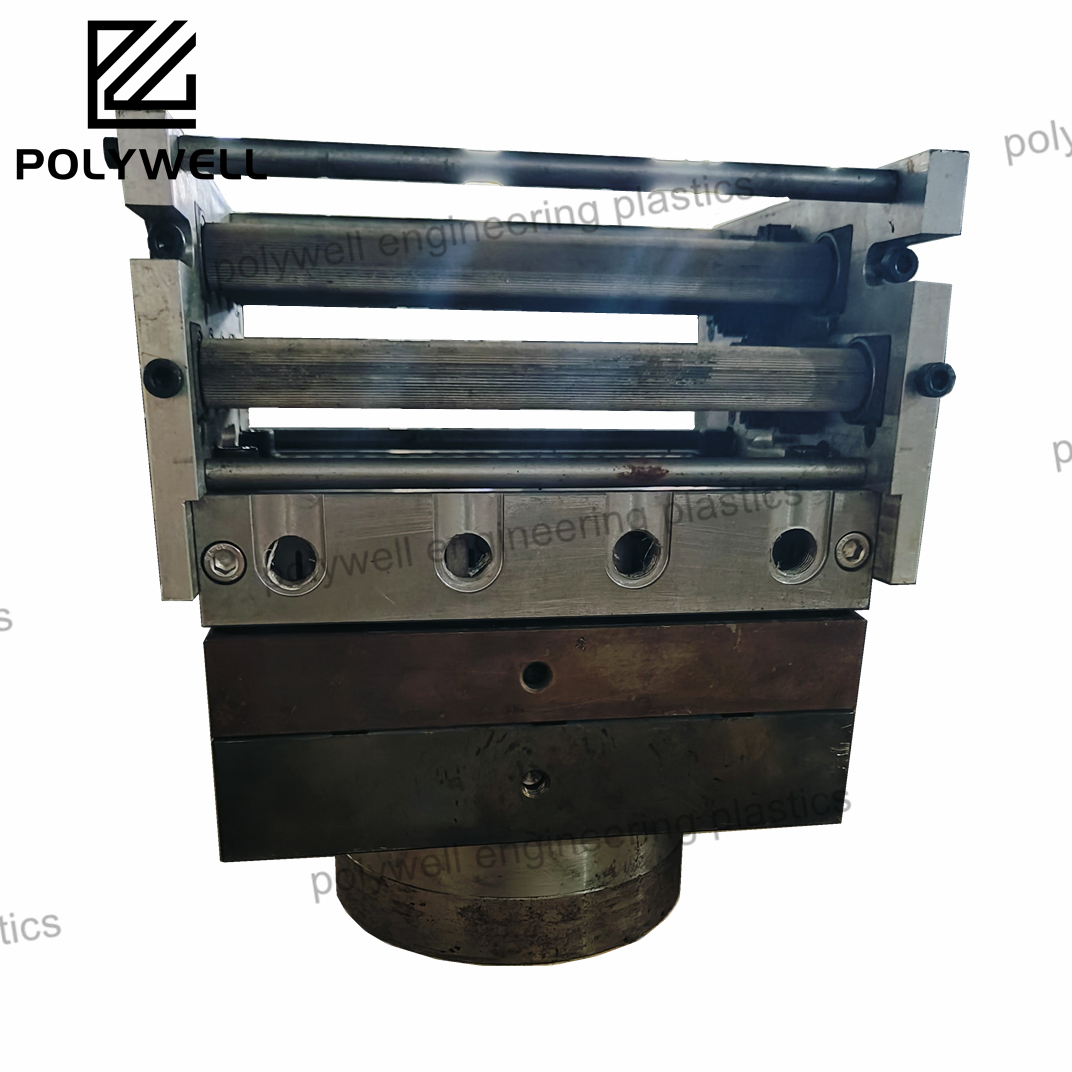
TECHNOLOGIE ZBARVŇOVÁNÍ „PO VLOŽENÍ“ PRO PA TEPLOIZOLAČNÍ ALUMINIHOVÉ PROFILY
POLYWELL nabízí pokročilou technologii barvení po vložení PA teploizolačních pásů do aluminiových profilů, zajistíme trvanlivou barvu a vynikající izolaci pro energeticky úsporné systémy oken a dveří.
Zobrazit více