EN
EN








































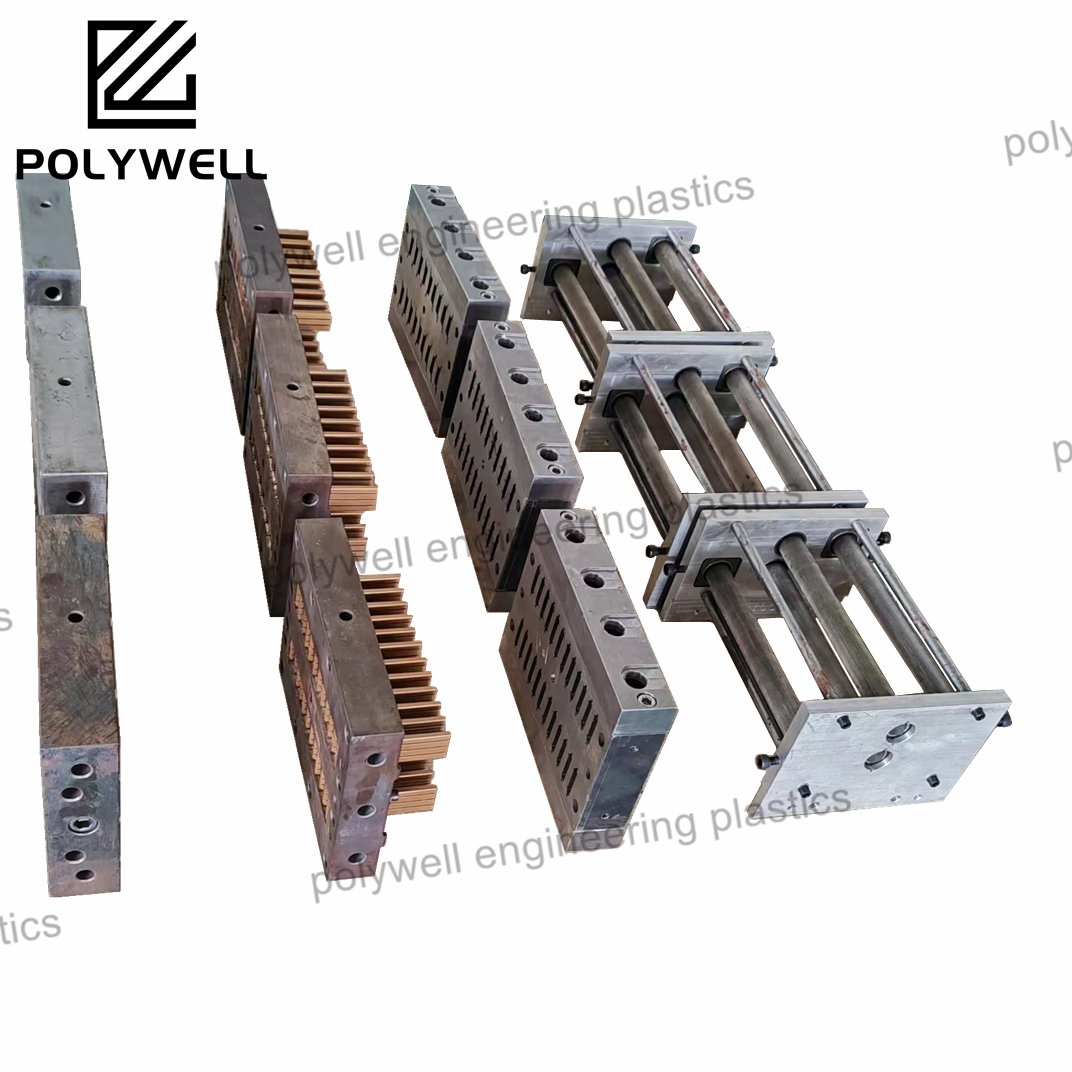



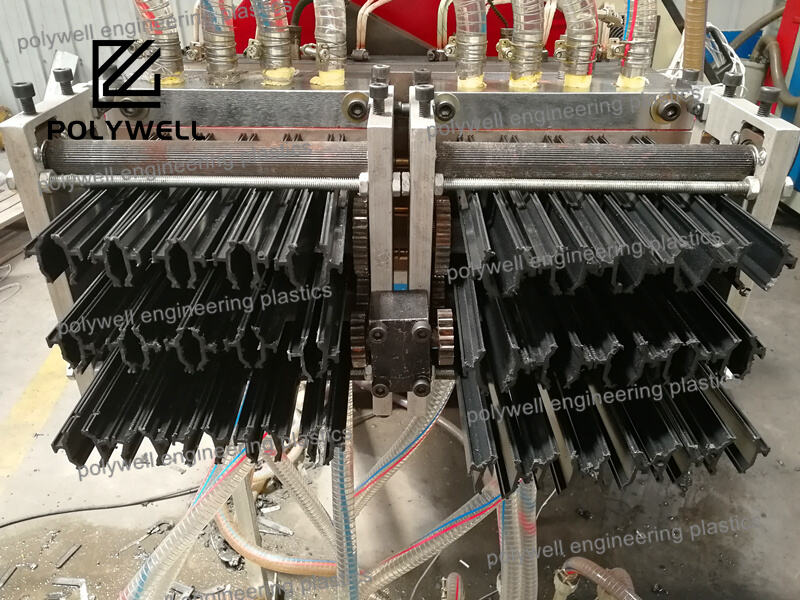
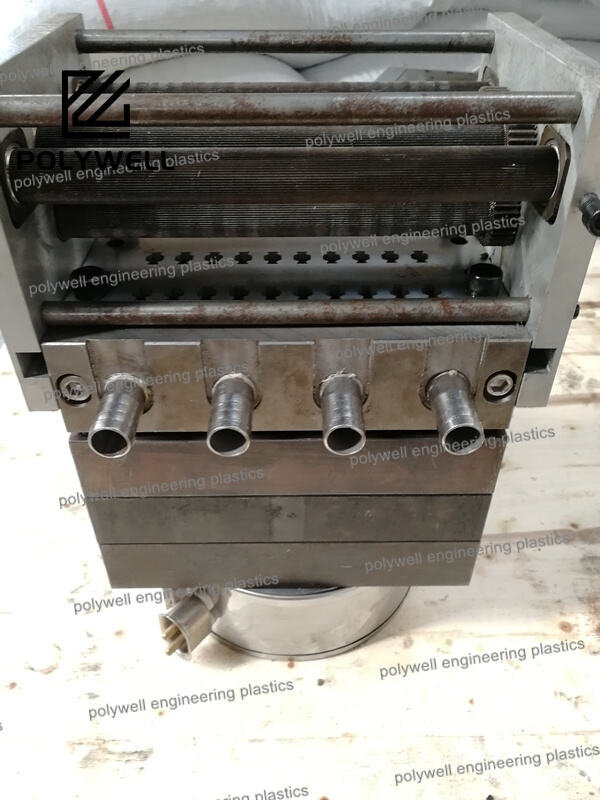
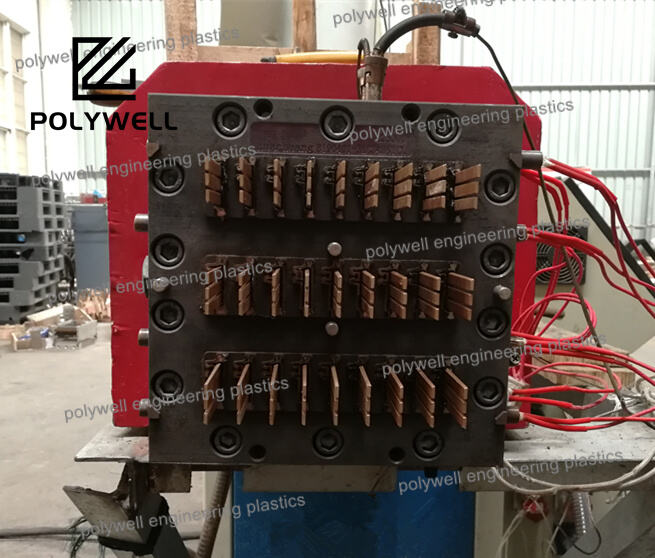
Qurilishda Tajribali Plastik Ekstruziya Shabuqlari Ishlab Chiquvchilariga Qanday Ishlash Muhim
Plastik ekstruziya shabuqlari ishlab chiquvchilari qurilishda o'ynaydigan muhim rolga oid maqolani o'rganing, sifat, narx oldindagi va poliamid termoizolyatsiya quytqichlari kabi eng yengillik texnologiyalarga diqqat yetiring. Tajriba mahsulotlar osonligini yaxshilaydi va muassasaviy arxitektura talablari uchun maxsus yechimlarni taklif etadi.
BATAFSIL KO'RISH