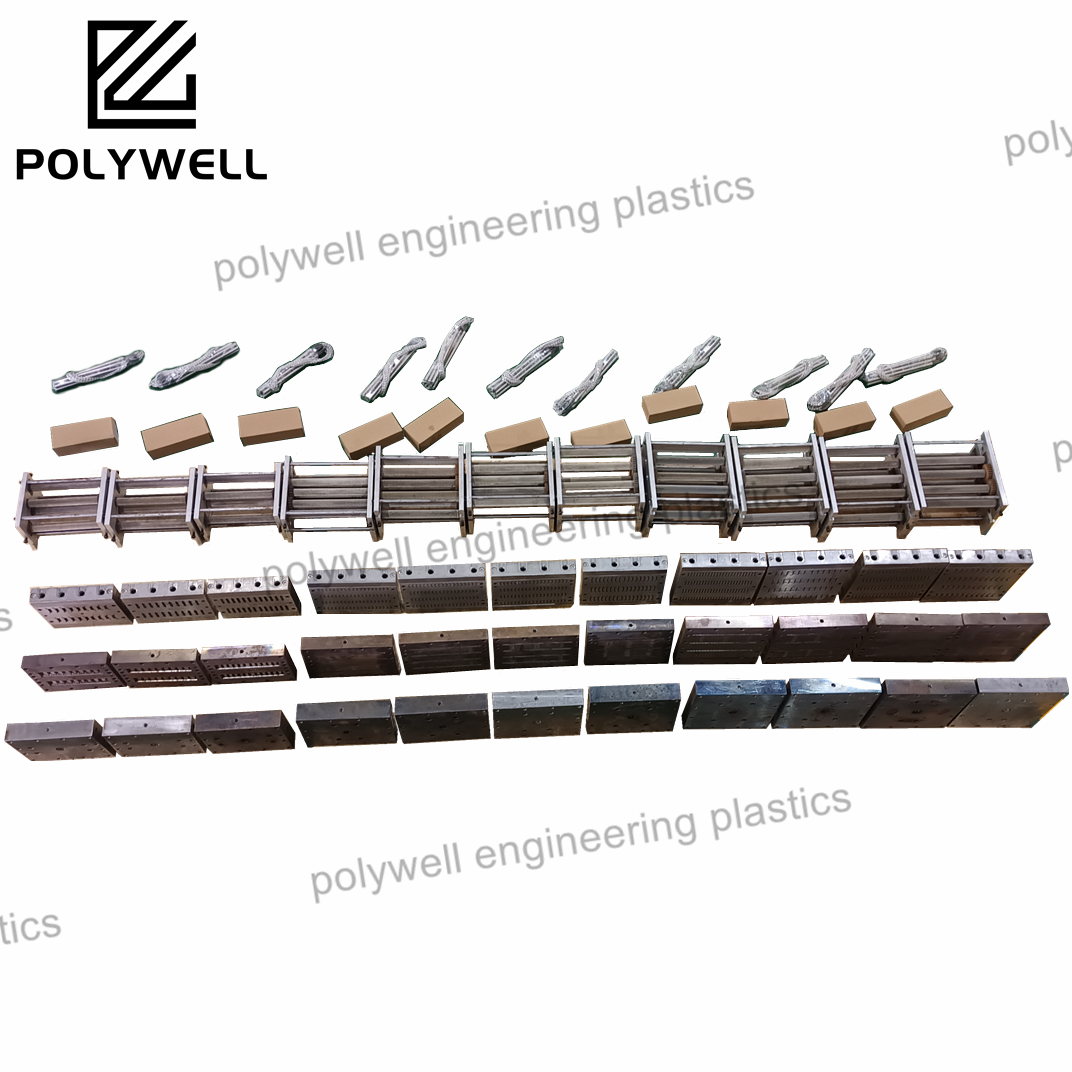
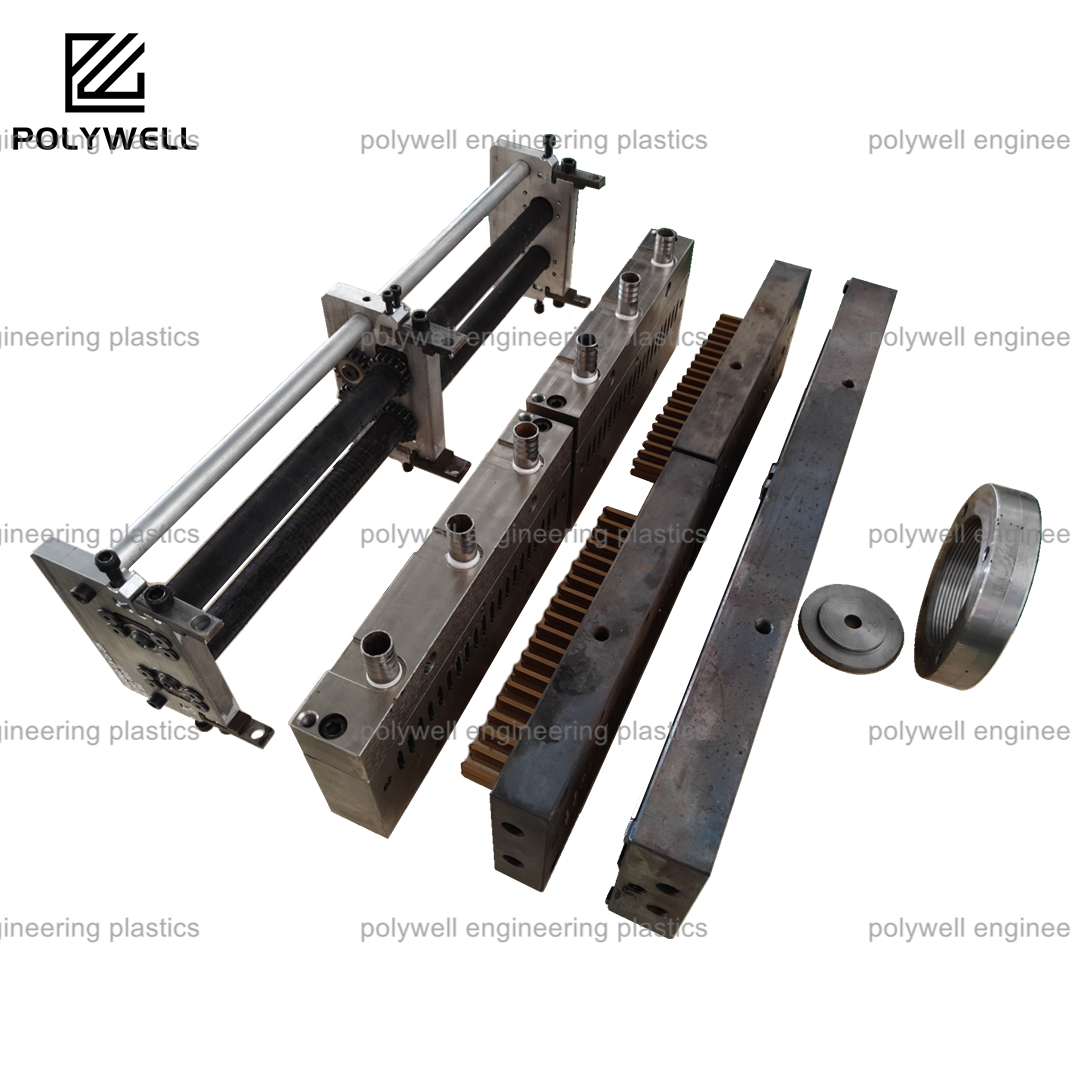
Форма для екструзії PA: індивідуальні форми для виробництва екструзії поліаміду (PA)
На цій сторінці розглядаються прес-форми для екструзії PA — спеціалізовані форми, призначені для екструдування матеріалів із поліаміду (PA) у такі вироби, як труби, профілі та листи. У ній детально описано адаптацію конструкції форм для унікальних властивостей PA: високі температури плавлення (що вимагає вогнетривких матеріалів форм, таких як сталь H13) та помірну в'язкість розплаву (що потребує оптимізованих каналів течії порожнини для запобігання деградації матеріалу). У матеріалі розглядаються типи форм (однопорожнинні для великих профілів, багатопорожнинні для дрібних деталей) та основні особливості (інтегровані системи охолодження для збереження розмірної стабільності PA, точні краї матриці для однакової товщини стінок). Також включено варіанти індивідуального налаштування (спеціальні форми порожнин для певних застосувань) та поради щодо обслуговування (регулярне очищення для запобігання накопиченню залишків PA). Це джерело є важливим для виробників продуктів із екструдованого PA, які шукають надійні та ефективні форми.
Отримати цитату

 EN
EN