EN
EN










































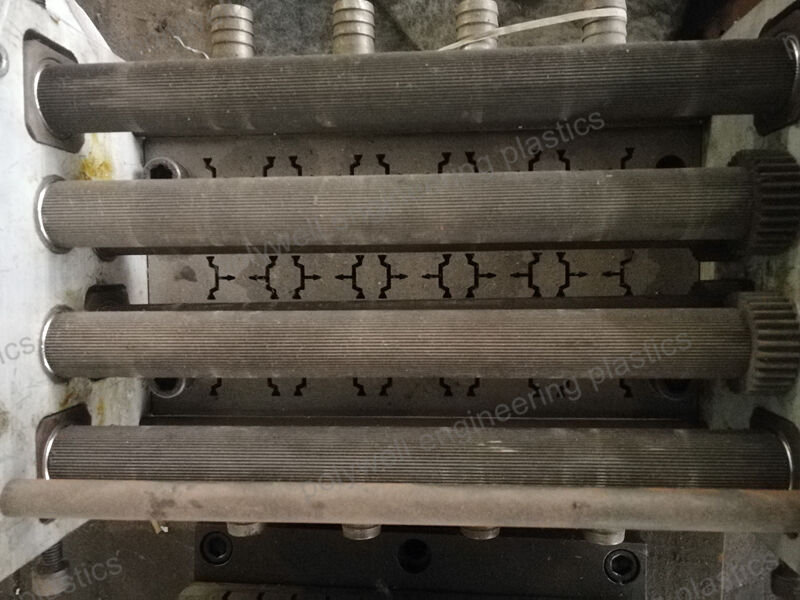

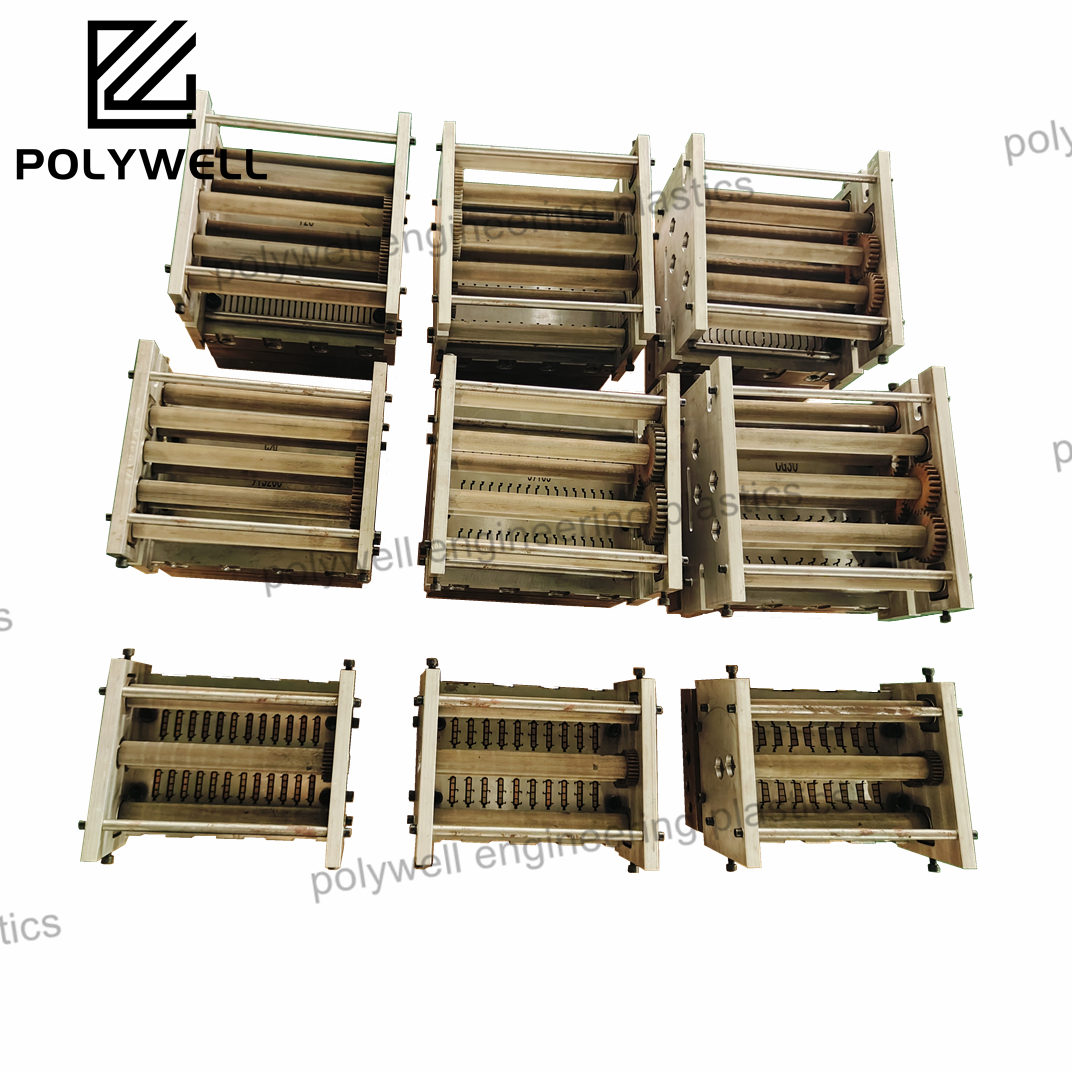
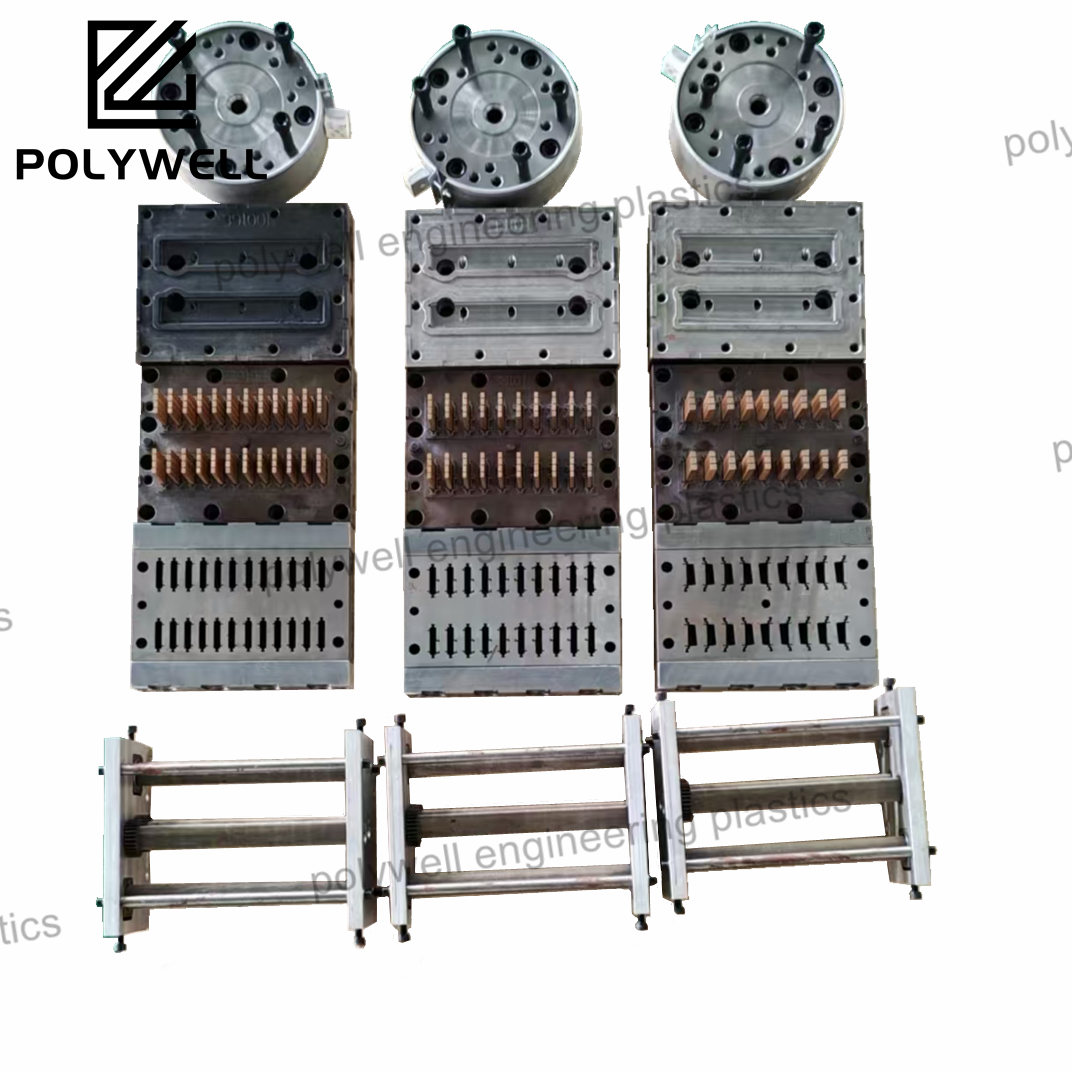
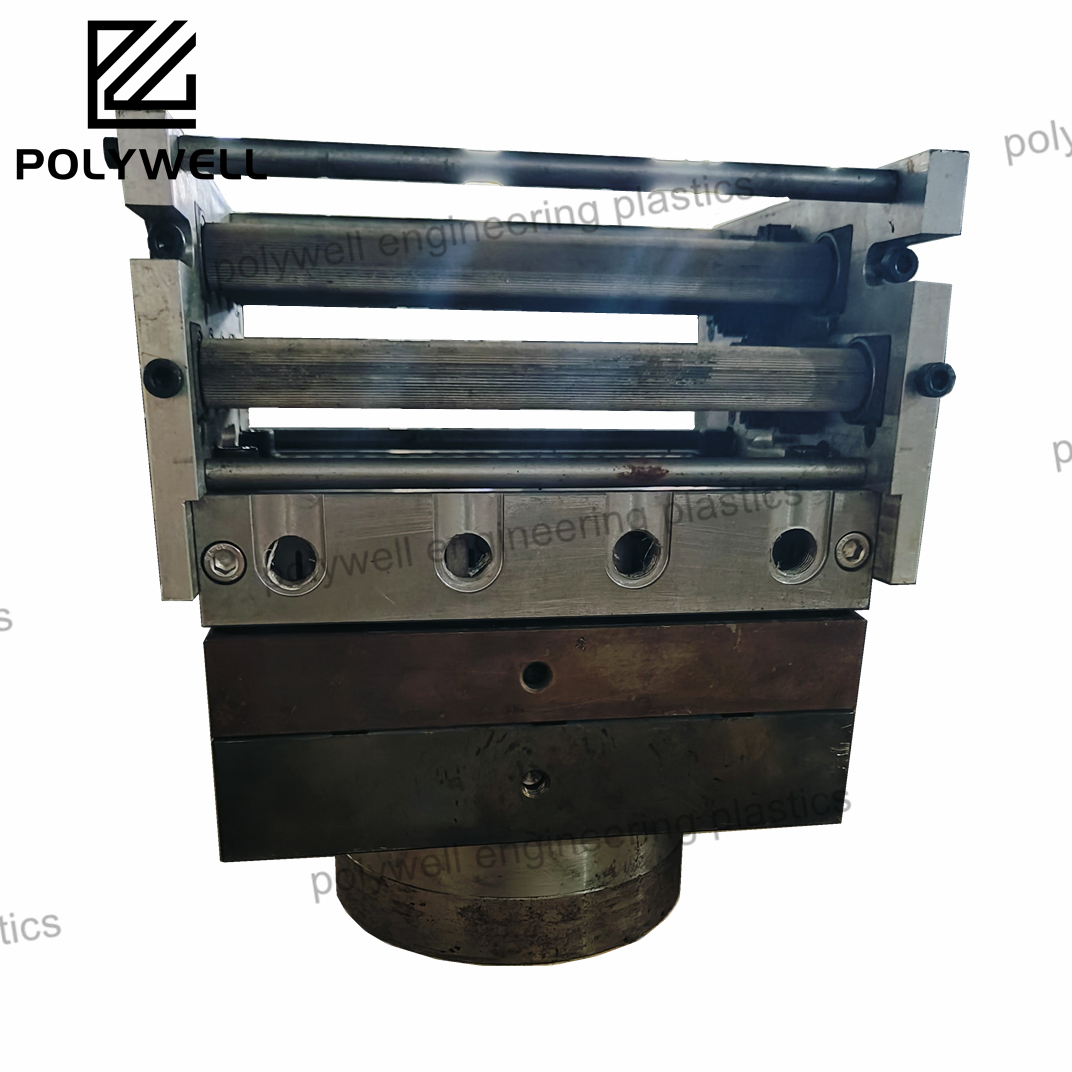
TEKNOLOGIA E "LARG DHE NDËRROJNË PAS FARKT" TË PROFILAVE ALUMINJE TE TERMICISHT LARG
POLYWELL ofron teknologji të parëndryshme për ngjyrimit pas farkt dhe shiritet termike PA në profile alumini, duke siguruar ngjyrë të pika dhe izolim të mirë për sisteme energjike të effikasishme dritare dhe dorëzorje.
Shiko më shumë