EN
EN










































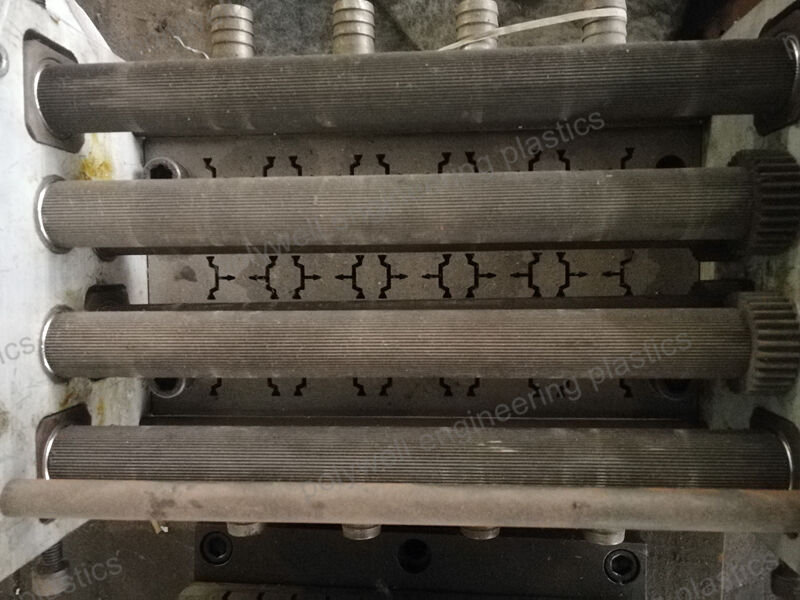

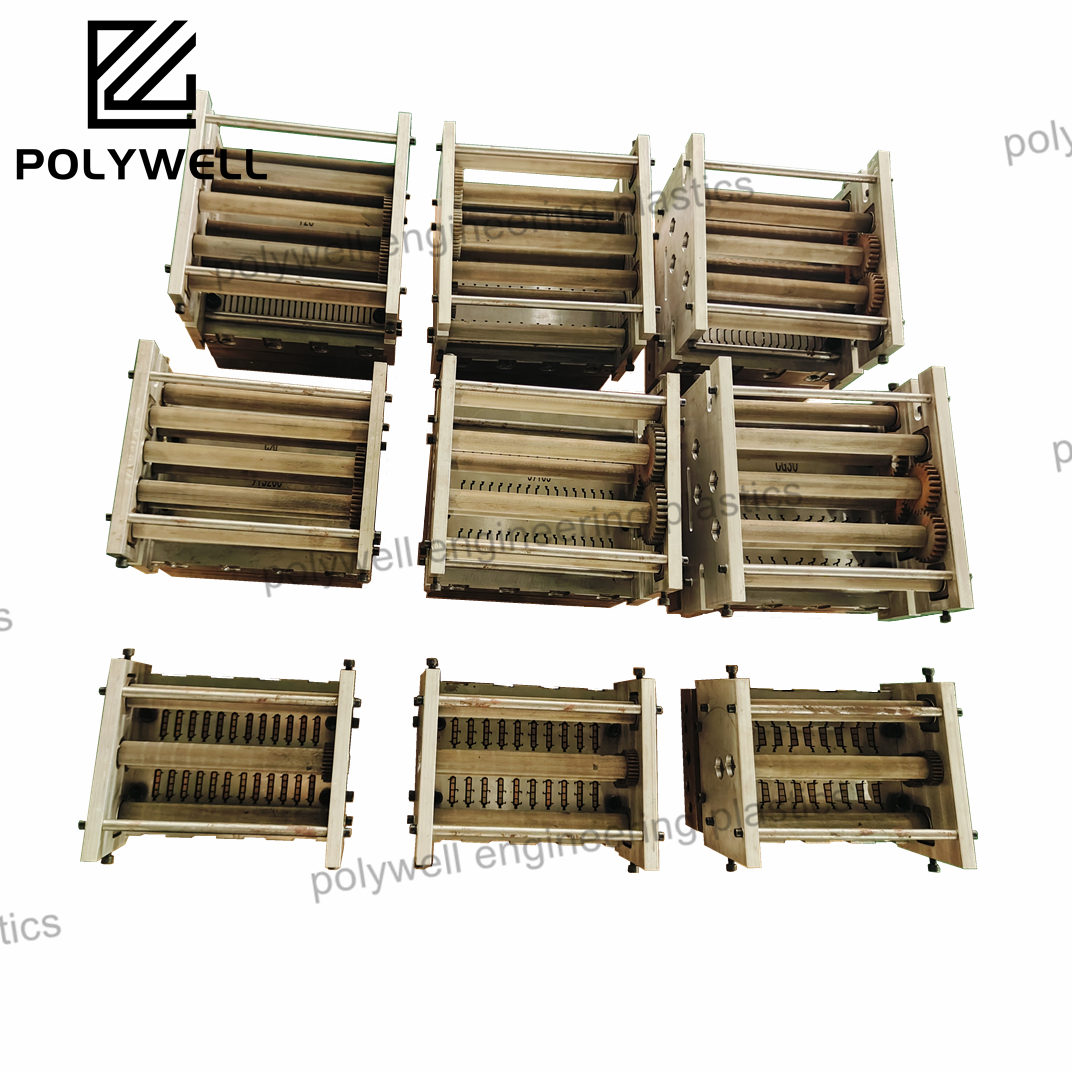
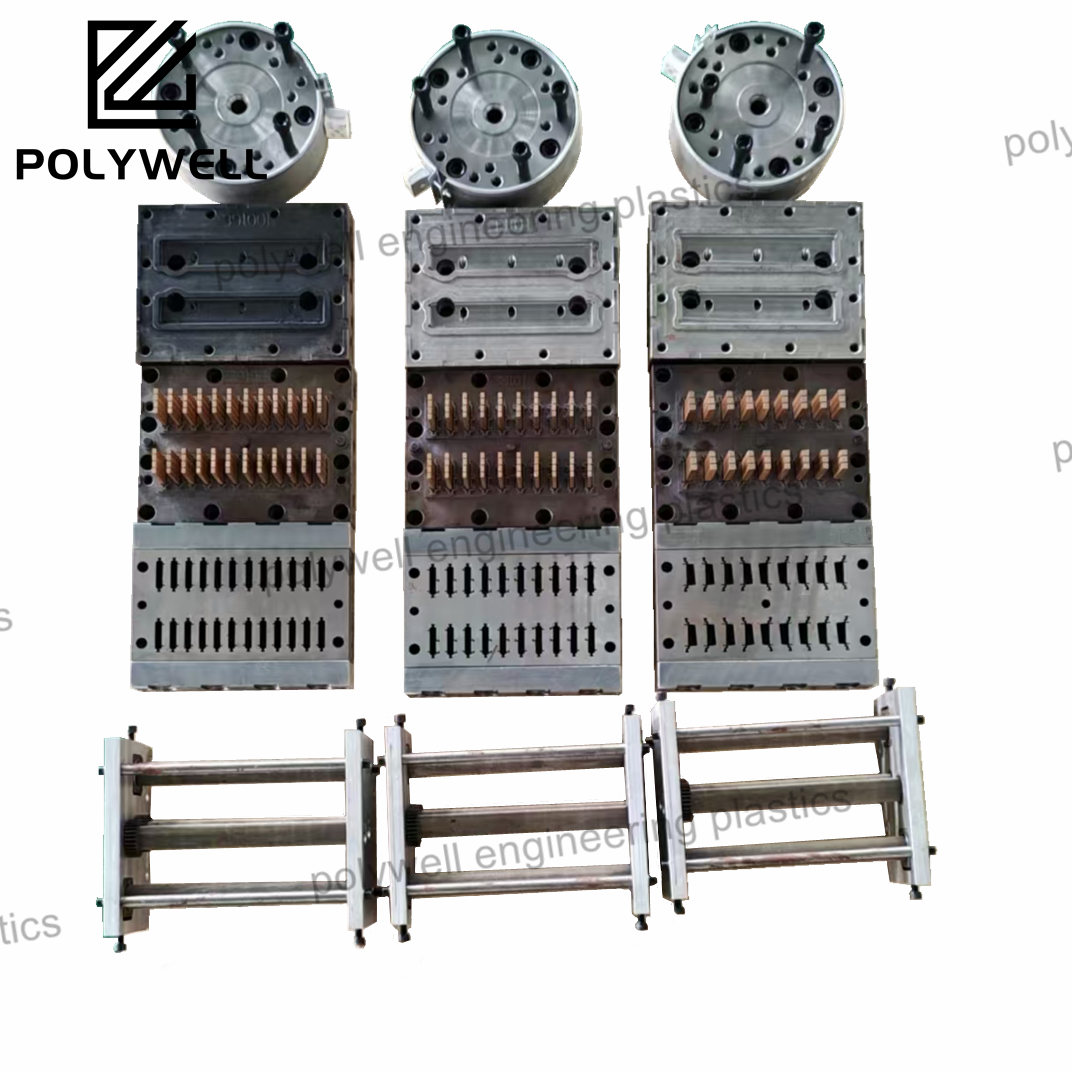
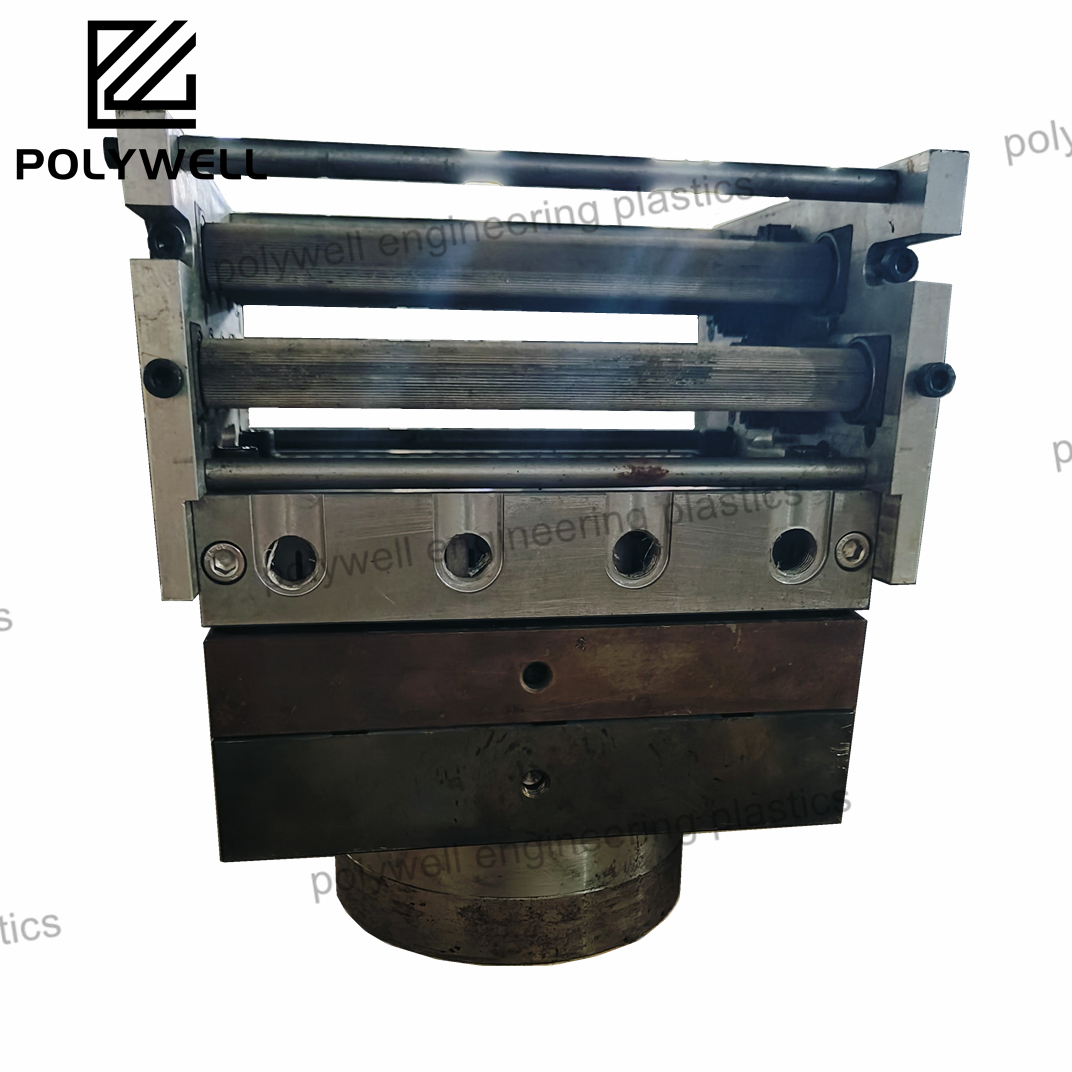
TEHNOLOGIJA OBRABOTAVE "BARVANJE PO VSTAVITVI" PA TERMOSKLOPNIH ALUMINIJEVSKIH PROFILES
POLYWELL ponuja napredno barvanje po vstavitvi PA termosklopnih trak v aluminijske profile, s katerim se zagotavlja trajna barva in odlična izolacija za energetsko učinkovite sisteme oken in vrát.
Ogledaj več