EN
EN










































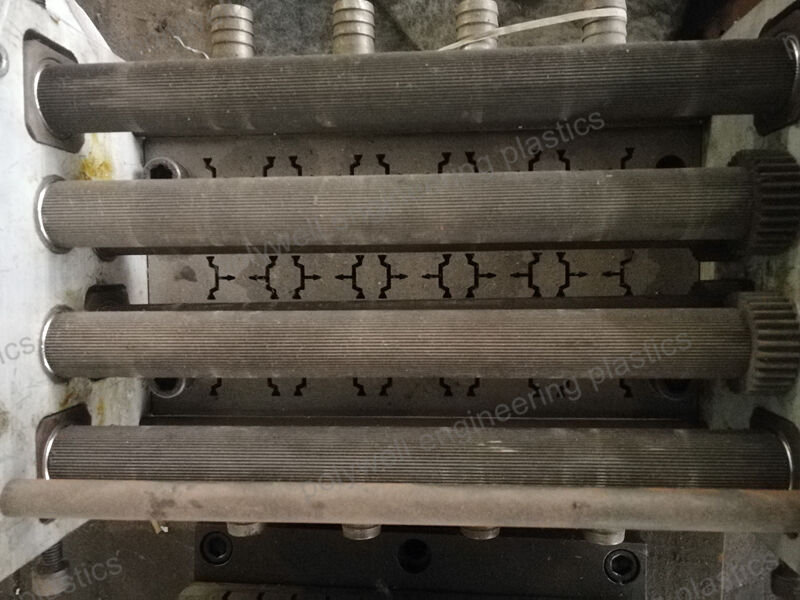

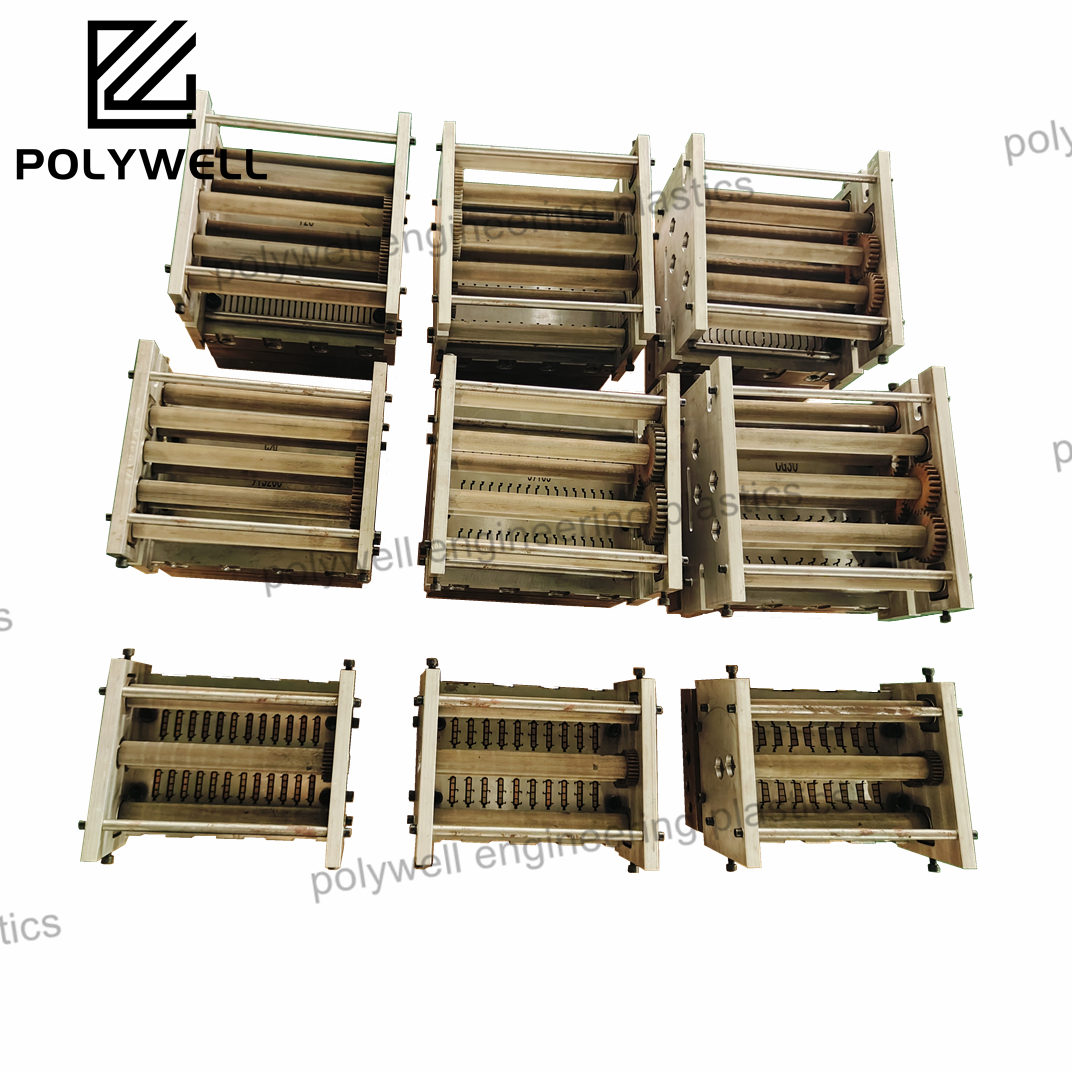
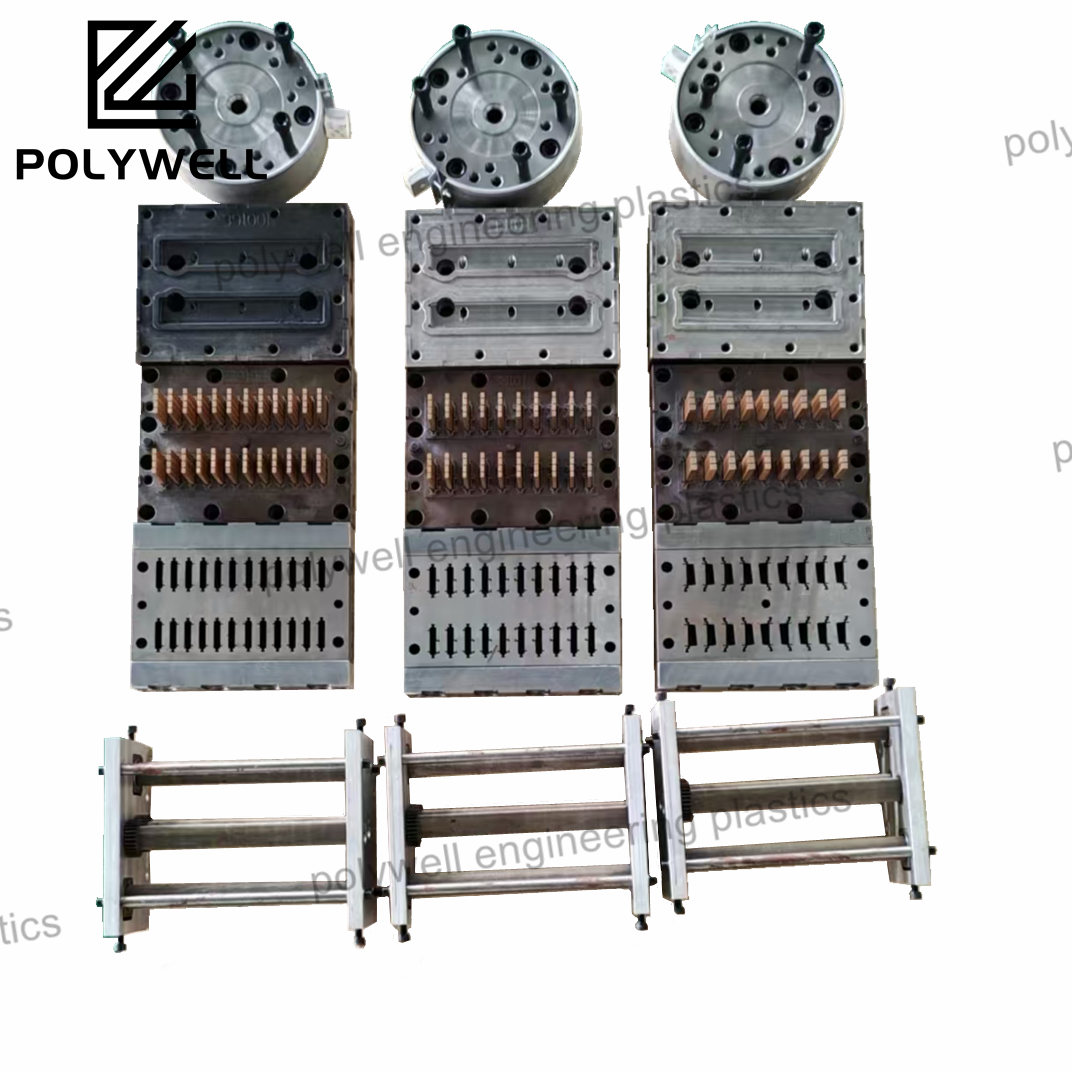
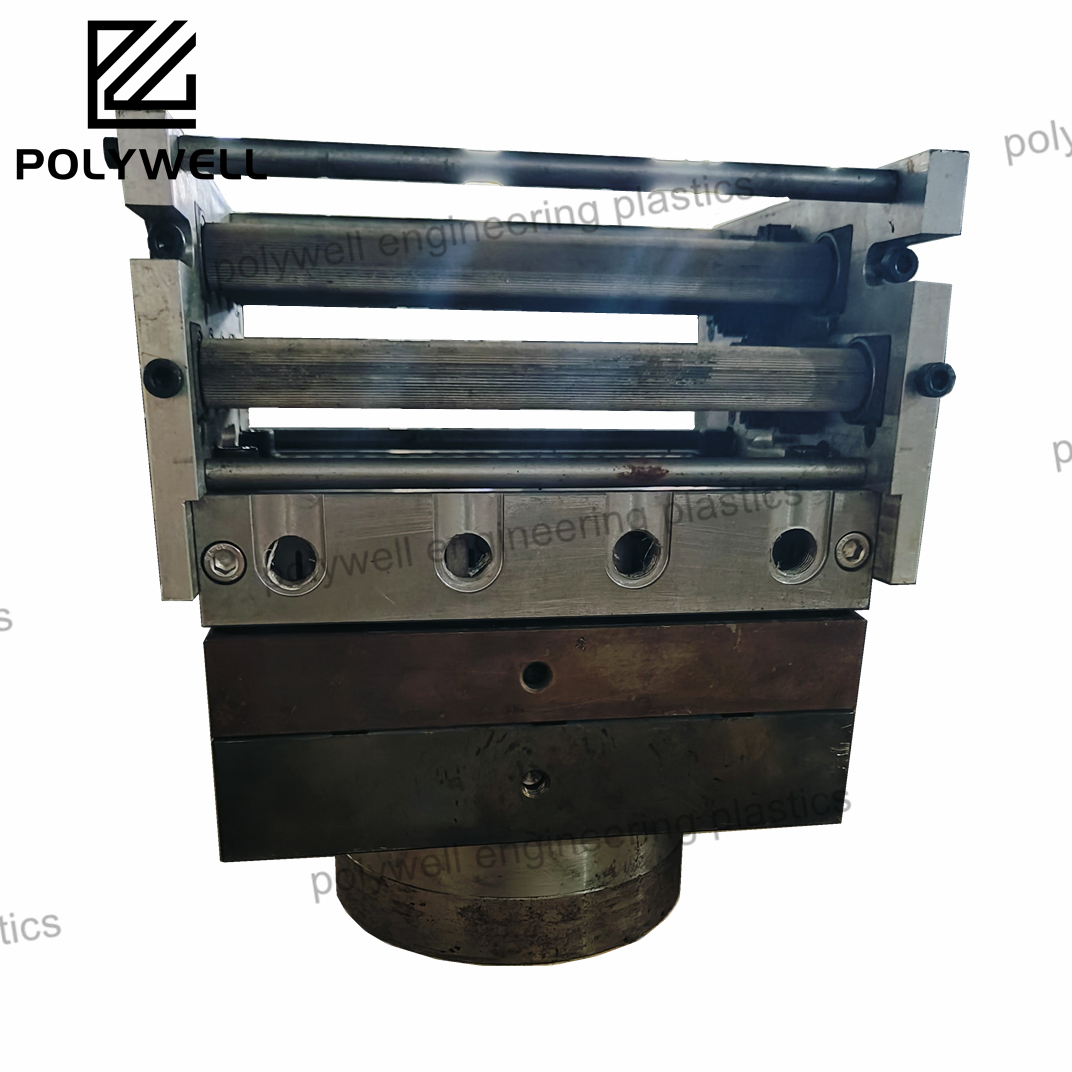
BEHANDLINGSTEKNOLOGI FOR “FARGING ETTER INNSETING” AV PA TERMIKAL BRUKS ALUMINIUMPROFILER
POLYWELL tilbyr avansert fargingsteknologi etter innseting av PA termisk bruddstrip i aluminiumprofiler, som sikrer varig farge og fremragende isolasjon for energieffektive vindus- og dørsystemer.
SE MER